机械加工工序卡片2
- 格式:doc
- 大小:883.00 KB
- 文档页数:1


机械加工工艺过程卡片
九江学院
机械加工工艺过程卡片
部件图号共页机械与资料工程学院部件名称第页
资料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
工序号工序内容车间工段设施工艺装备
工时
准终单件
机械加工工序卡片
九江学院
机械加工工序卡片
机械与资料工程学院
(工序简图)
工步
工步内容工艺装备号
部件图号共页部件名称第页车间工序号工序名称资料牌号
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液
工位用具编号工位用具名称工序工时
准终单件
主轴转速切削速度进给量(/ mm背吃刀量走刀
/( r/ min )/( m/ min )/ r)/mm
工时定额
次数
基本协助。

机械加工工艺过程卡片
机械加工工序卡片
九江学院
机械与材料工程学院机械加工工序卡片
零件图号KCSJ-12 共页
零件名称ZA蜗杆第页
车间工序号工序名称材料牌号
数控车间 3 车左外端面45钢
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
卧式车床C620-1 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称工序工时
准终单件
工步号工步内容工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/
(mm/r)
背吃刀量
/mm
走刀
次数
工时定额
1 打中心孔三爪卡盘960 24.
2 0.07 0.
3 1 基本辅助
2 车端面三爪卡盘740.6 91.8 0.4 0.4
3 1
3 粗车Φ36的定位轴肩三爪卡盘970.8 92.
4 0.2 0.41 2
4 粗车Φ30外圆面三爪卡盘980.0 93.
5 0.2 0.40 2
5 Φ30的轴端圆弧退刀槽三爪卡盘890 72.4 0.08 0.41 3
6 粗车出Φ30外圆面三爪卡盘890.0 78.2 0.21 0.41 2
7 粗车Φ25外圆面三爪卡盘900.0 80.2 0.21 0.43 2
8 粗车Φ20外圆面三爪卡盘890.0 84.6 0.20 0.41 2
9 倒圆角三爪卡盘980.0 90.1 0.24 0.45 1。

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。

机械加工工艺过程卡片(连杆)1.零件名称:连杆2.零件材料:45号钢(轴承表面淬硬)3.零件图号:XXX-XXX-XXX4.工艺流程:(1)设备:平面磨床(2)工艺过程:切削加工(3)操作工序:a.夹紧工件b.调整砂轮回转方向c.调整砂轮至合适位置d.启动机床(空转)e.进给手柄接触工件f.开始磨削g.调整进给速度h.调整工序参数i.完成工艺过程(4)工艺要求:a.加工面精度:IT8b.表面粗糙度:Ra0.63c.无划伤、裂纹、气孔等缺陷5.设备及工具:a.平面磨床b.砂轮c.夹具d.工件轴承支撑e.尺子、千分尺6.工艺参数:a.磨削速度:25m/sc.每次进给量:0.03mmd.每分钟磨削量:8~10mme.主轴转速:1000r/min7.安全操作:a.操作前需检查设备完好性,切勿带有松动零件或异物。
b.操作中严禁拆卸、调整设备部件。
c.操作后关闭机床电源,清除设备上的切削液并进行设备保养。
d.操作时需戴好安全帽、手套等防护设备,不得穿松散衣物。
8.维护保养:a.平时需定期检查设备零部件磨损情况并予以更换。
b.定期对砂轮进行磨石、清洗、调整。
c.清理设备上固定在夹具上的金属屑、切屑等杂物。
d.定期涂抹润滑油,保证机床各部件运转顺畅。
9.质量控制:a.进行严格的质量检测程序,对于加工精度不符合要求的工件予以返工或废品处理。
b.对于符合质量要求的工件进行喷砂抛光处理。
c.定期对设备进行校准,保证加工精度和表面粗糙度符合要求。
d.要求工艺人员自觉遵守操作规程,对于不符合操作规程情况进行追究和整改。
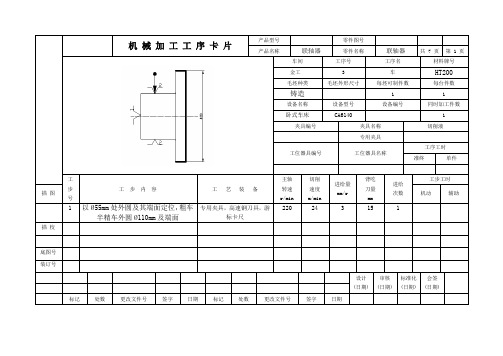
机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 1 页车间工序号工序名材料牌号金工3车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 2 页车间工序号工序名材料牌号金工4车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 3 页车间工序号工序名材料牌号金工5车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 4 页车间工序号工序名材料牌号金工6镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺35035.6151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 5 页车间工序号工序名材料牌号金工7铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数铣床X52K1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 6 页车间工序号工序名材料牌号金工8钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺28519.91 1.51描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 7 页车间工序号工序名材料牌号金工9钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺28519.91 1.51描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(注:文档可能无法思考全面,请浏览后下载,供参考。
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。
机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。