棒料输送线布料装置
- 格式:doc
- 大小:516.28 KB
- 文档页数:16

布料器工作原理一、引言布料器是一种常见的纺织机械设备,用于将纺织品、织物或者纤维材料传送到下一个工序中。
本文将详细介绍布料器的工作原理,并对其组成部份和工作过程进行解析。
二、布料器的组成部份1. 传动系统:布料器的传动系统由机电、皮带、传动轮等组成。
机电提供动力,通过皮带传递给传动轮,从而带动布料器的运动。
2. 布料辊:布料辊是布料器的核心部份,通常由金属制成。
其表面通常覆盖有橡胶或者其他磨擦材料,以增加与纺织品的磨擦力,确保纺织品能够顺利传送。
3. 引导装置:引导装置用于引导纺织品进入布料器,并确保其在传送过程中的稳定性和准确性。
4. 控制系统:布料器的控制系统由传感器、电路板、按钮等组成,用于监测和控制布料器的运行状态。
三、布料器的工作过程1. 准备阶段:在开始工作之前,需要将纺织品或者织物放置在布料器的进料端,并调整引导装置,使其与纺织品对齐。
2. 启动布料器:通过控制系统中的按钮或者开关,启动机电,使其开始运转。
机电的转动通过传动系统传递给布料辊,从而开始传送纺织品。
3. 传送纺织品:布料辊开始旋转,纺织品被夹持在布料辊与传动轮之间,受到磨擦力的作用,沿着布料器的传送方向逐渐向前传送。
4. 纠偏功能:布料器的控制系统中通常配备有纠偏功能,可以通过传感器监测纺织品的位置,并根据需要调整布料辊的位置,以确保纺织品在传送过程中保持稳定。
5. 住手布料器:当纺织品传送到目标位置或者需要住手时,可以通过控制系统中的按钮或者开关住手机电的运转,从而住手布料器的工作。
四、布料器的应用领域布料器广泛应用于纺织行业,特殊是在纺织品生产线上。
它可以用于传送各种类型的纺织品,如棉布、麻布、丝绸、化纤织物等。
布料器的高效传送能力和稳定性,使得纺织品的生产过程更加自动化和高效化。
五、总结布料器是一种用于纺织品传送的重要设备,通过机电驱动布料辊的旋转,以磨擦力将纺织品顺利传送到下一个工序中。
它的工作原理简单明了,通过控制系统的监测和调节,可以确保纺织品在传送过程中的稳定性和准确性。
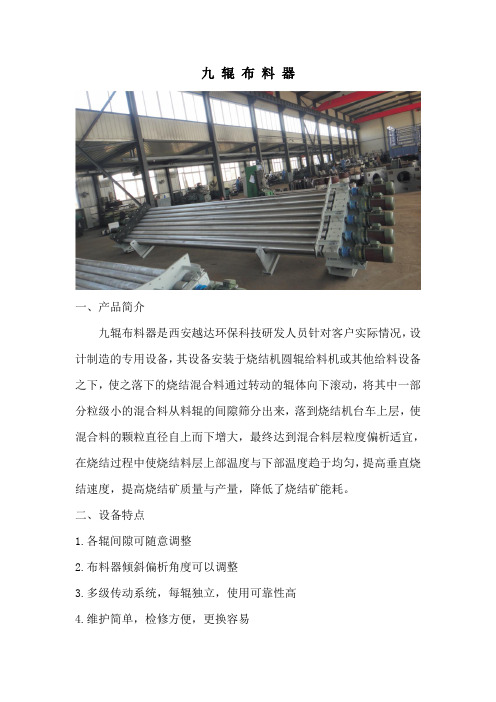
九辊布料器
一、产品简介
九辊布料器是西安越达环保科技研发人员针对客户实际情况,设计制造的专用设备,其设备安装于烧结机圆辊给料机或其他给料设备之下,使之落下的烧结混合料通过转动的辊体向下滚动,将其中一部分粒级小的混合料从料辊的间隙筛分出来,落到烧结机台车上层,使混合料的颗粒直径自上而下增大,最终达到混合料层粒度偏析适宜,在烧结过程中使烧结料层上部温度与下部温度趋于均匀,提高垂直烧结速度,提高烧结矿质量与产量,降低了烧结矿能耗。
二、设备特点
1.各辊间隙可随意调整
2.布料器倾斜偏析角度可以调整
3.多级传动系统,每辊独立,使用可靠性高
4.维护简单,检修方便,更换容易
5. 材质好,寿命长,强度高
6.性价比突出。

布料器工作原理一、引言布料器是一种用于将布料平整地传送到下一个工序的装置。
它在纺织、服装、家纺等行业中得到广泛应用。
本文将详细介绍布料器的工作原理及其组成部分。
二、工作原理布料器的工作原理主要分为布料传送、布料张紧和布料定位三个步骤。
1. 布料传送布料传送是指将布料从起始位置传送到目标位置的过程。
布料器通常采用传送带的形式,通过电机驱动传送带运动。
传送带上的滚筒或滚轮可以提供摩擦力,确保布料在传送过程中不会滑动或脱落。
2. 布料张紧布料张紧是为了保持布料在传送过程中的平整和紧张状态。
通常使用张力器来实现布料的张紧。
张力器通过调节张紧力度,使布料在传送过程中保持适当的张力,避免松弛或过紧。
3. 布料定位布料定位是确保布料在传送过程中的位置准确无误。
通常使用定位装置来实现布料的定位。
定位装置可以根据需要进行调整,使布料在传送过程中保持正确的位置和方向。
三、布料器的组成部分布料器通常由传送带、电机、张力器和定位装置等组成。
1. 传送带传送带是布料器的核心部件,用于承载和传送布料。
传送带通常由耐磨、耐高温的材料制成,如橡胶、聚酯纤维等。
传送带的长度和宽度可以根据实际需要进行调整。
2. 电机电机是驱动传送带运动的动力源。
通常采用交流电机或直流电机作为驱动电机。
电机的功率和转速应根据布料的重量和传送速度来选择,以确保传送带的稳定运行。
3. 张力器张力器用于调节传送带上的张紧力度,确保布料在传送过程中保持适当的张力。
张力器通常由张紧轮、张紧杆和张紧弹簧组成。
通过调节张紧杆的位置或张紧弹簧的张力,可以实现对布料张紧力度的调节。
4. 定位装置定位装置用于确保布料在传送过程中的位置准确无误。
定位装置通常由定位杆、定位块和调整螺钉组成。
通过调整定位杆的位置或定位块的角度,可以实现对布料位置的微调。
四、布料器的优势和应用布料器具有以下优势和应用:1. 优势- 自动化程度高:布料器可以实现自动化的布料传送过程,提高生产效率和工作效率。

棒条给料机工作原理
棒条给料机是一种常见的物料输送设备,用于将散装物料(如颗粒状、粉末状、片状物料等)从一个地方输送到另一个地方。
棒条给料机的工作原理主要包括以下几个步骤:
1. 物料进料:物料首先通过进料口进入给料机的料斗。
料斗内部通常设置有搅拌装置,可以防止物料的结块和堆积。
2. 棒条运输:给料机内部装有一根或多根棒条,通过转动棒条将物料从料斗中向出料口输送。
棒条通常呈环状或直线型,可根据物料性质和输送距离需要进行选择。
3. 出料:物料经过棒条输送,最终从出料口排出。
出料口通常设有挡料装置,可控制物料的流量和排放方向。
4. 传动装置:给料机通常配备有传动装置,通过电机、减速器等将动力传递给棒条,使其转动,并带动物料的输送。
总的来说,棒条给料机的工作原理可以简单概括为:物料通过进料口进入给料机的料斗,棒条通过转动将物料从料斗中向出料口输送,并最终从出料口排出。

布料器工作原理一、概述布料器是一种用于将布料均匀地传送到下一工序的设备。
它主要由进料装置、传动装置、布料装置和控制系统组成。
本文将详细介绍布料器的工作原理。
二、进料装置进料装置是布料器的起始部份,用于将布料从储料仓中送入布料器。
进料装置通常由进料斗、进料辊和输送带组成。
当布料进入进料斗时,进料辊会将其压实并送入输送带上。
输送带通过传动装置将布料向前传送。
三、传动装置传动装置是布料器的核心部份,用于提供布料的传动力。
传动装置通常由电动机、减速器和传动轮组成。
电动机通过减速器将电能转化为机械能,并驱动传动轮旋转。
传动轮通过磨擦力将其运动传递给输送带,从而推动布料向前传送。
四、布料装置布料装置是布料器的关键部份,用于将布料均匀地分布在传送带上。
布料装置通常由布料槽、布料辊和调节装置组成。
当布料被传送到布料槽时,布料辊会将其均匀地分散在传送带上。
调节装置可以调整布料辊的位置和角度,以确保布料的均匀分布。
五、控制系统控制系统是布料器的智能化部份,用于监控和控制布料的传送过程。
控制系统通常由传感器、PLC控制器和触摸屏组成。
传感器可以感知布料的进料量和速度,并将数据传输给PLC控制器。
PLC控制器根据预设的参数和算法,控制传动装置和调节装置的工作,以实现布料的均匀传送。
触摸屏可以显示和操作控制系统的各项参数和功能。
六、工作原理当布料器开始工作时,进料装置将布料从储料仓中送入布料器。
布料进入布料槽后,布料辊将其均匀地分散在传送带上。
同时,控制系统监控布料的进料量和速度,并根据预设的参数和算法,调整传动装置和调节装置的工作。
传动装置提供传动力,将布料推动向前传送,而调节装置确保布料的均匀分布。
整个过程中,控制系统不断监测和调整,以确保布料的稳定传送。
七、总结布料器是一种用于将布料均匀地传送到下一工序的设备。
它通过进料装置将布料送入布料器,传动装置提供传动力,将布料推动向前传送,布料装置将布料均匀分布在传送带上,控制系统监控和控制整个传送过程。

Harbin Institute of Technology课程设计说明书课程名称: ______ 机械原理课程设计______设计题目:棒料输送线布料装置(方案8)院系:机电工程学院班级:1208105设计者:殷琪学号:1120810529指导教师: _______________________设计时间: __________ 2014627哈尔滨工业大学14 目 录机械原理课程设计任务书 .......... . (1)一、 题目要求 ...................................................................... 2 二、 机械系统工艺动作分析 .......................................................... 2 三、 机械系统运动功能分析 .......................................................... 3 四、 系统运动方案拟定 .............................................................. 5 五、 系统运动方案设计 .............................................................. 8 六、系统运动简图•棒料输送线布料装置(方案8)一、题目要求已知技术参数和设计要求:棒料输送布料装置(方案8)功能描述如下图所示棒料输送线。
料斗中分别装有直径35mm长度150mm勺钢料和铜料。
在输送线上按照下图所示的规律布置棒料。
原动机转速为1430rpm,每分钟布置棒料40,75,90块,分3档可以调节。
W ■ II II II ■ ■ II II m團2心二、机械系统工艺动作分析由设计要求可知,该棒料输送线布料装置需要由三个部分共同构成,各执行构件为传送带轮、钢料料槽擒纵鼓轮1和铜料料斗擒纵鼓轮2,这三个构件的运动图3棒料输送线布料装置运动循环图传动带轮做间歇转动,停止时间约为进给时间的3倍,料槽擒纵鼓轮做持续转动,通过控制擒纵鼓轮的开口位置控制棒料按照需要的规律落料。
布料器工作原理一、引言布料器是一种常见的纺织设备,用于将布料平整地传送到下一个工序或机器中。
本文将详细介绍布料器的工作原理,包括其结构组成、工作流程和关键技术参数。
二、结构组成1. 传送带:布料器通常采用传送带作为布料的传送介质。
传送带由耐磨、耐高温材料制成,具有较好的耐磨性和抗张强度。
2. 传动系统:传动系统由电机、减速器和传动轮组成。
电机提供动力,减速器将电机的高速旋转转换为适合布料传送的低速旋转,传动轮将转动力传递给传送带。
3. 引导装置:引导装置用于确保布料在传送过程中保持平整,并避免偏移或折叠。
引导装置通常由辊子、导轨和调节装置组成。
4. 控制系统:控制系统用于控制布料器的启停、速度调节和传送带的张紧等功能。
控制系统可以通过按钮、触摸屏或远程控制实现。
三、工作流程1. 布料进料:将待传送的布料放置在布料器的进料口处。
2. 传送带启动:通过控制系统启动传送带,布料开始被传送。
3. 引导布料:布料在传送带上运动时,引导装置起到引导和支撑作用,确保布料平整地传送。
4. 传送带调速:根据需要,通过控制系统调节传送带的运行速度,以适应不同工艺要求或布料的特性。
5. 布料出料:布料经过传送带的传送和引导后,从布料器的出料口处传送到下一个工序或机器中。
四、关键技术参数1. 传送带宽度:布料器传送带的宽度根据布料的尺寸和工艺要求确定,一般在100-2000mm之间。
2. 传送带速度:传送带的速度决定了布料的传送效率和稳定性,通常在0.1-1.5m/s之间可调节。
3. 传送带张力:传送带的张紧程度影响了布料的传送平整度和传送带的寿命,需要根据布料的特性进行调整。
4. 电机功率:电机的功率大小与传送带的负载和运行速度相关,一般在0.2-5kW之间。
5. 控制方式:布料器的控制方式可以根据实际需求选择,常见的有手动控制、自动控制和远程控制等。
五、总结布料器是一种用于布料传送的重要设备,其工作原理基于传送带的运动和引导装置的作用。
输送线布料装置课程设计课程设计:输送线布料装置1. 课程目标:- 理解输送线的原理和应用- 学会设计和建立布料输送线装置- 掌握相关机械设计和控制技术2. 课程内容:- 输送线的基本原理和分类- 布料输送线装置的设计要点- 传动装置的选择与设计- 传感器的选用和布置- 控制系统的设计与实现- 安全防护措施的规划3. 实验项目:a. 输送线基本组成部分的调试与操作b. 传动装置的设计与测试c. 传感器的选用和布置实验d. 控制系统的设计与实现实验e. 安全防护措施的规划和测试4. 课程设计流程:a. 理论学习:学习输送线的原理和分类,布料输送线装置的设计要点,传动装置的选择和设计,传感器的选用和布置,控制系统设计原理等基本知识。
b. 设计方案的制定:学生根据实际应用需求,制定布料输送线装置的整体设计方案。
c. 布料输送线装置的建立:按照设计方案,学生设计和制造输送线的各个组成部分,包括输送带、传动装置、传感器等。
d. 控制系统的设计:学生设计和实现布料输送线的控制系统,包括传感器的信号采集、数据处理和控制命令输出等功能。
e. 实验测试与优化:学生对布料输送线装置进行实验测试,分析测试结果,优化设计方案,提高装置的性能和稳定性。
f. 安全防护规划:学生根据实验结果和实际应用需求,规划布料输送线装置的安全防护措施,确保操作人员的安全。
5. 实验设备和材料:- 输送带和输送线装置的组件- 传动装置的各种元件和设备- 传感器和控制系统的相关设备和材料- 布料样品和模拟物料6. 考核方式:- 实验报告:对实验项目的设计、实现和测试结果进行总结和分析。
- 设计方案评估:对布料输送线装置的设计方案进行评估和改进。
- 设计成果展示:学生进行布料输送线装置的现场演示和说明。
棒材生产线的主要设备及原理1. 引言嘿伙计们,今天我要给大家介绍一下棒材生产线的主要设备及原理,这玩意儿可是现代工业的重要一环啊!你有没有想过,我们日常使用的许多东西都离不开棒材,比如桌子、椅子、楼房等等。
那么,让我们一起揭开棒材生产线的神秘面纱吧!2. 具体设备2.1 输送带先说说这个不起眼却非常关键的设备——输送带。
就像吃火锅少不了调料一样,棒材生产线少不了输送带。
它就像是棒材的运输工具,把原材料从一处运送到另一处,方便快捷,简直就是懒人的福音!2.2 刨切机接下来,咱们得提一下刨切机。
这货可是非常神奇的一种设备,它可以把原材料切割成不同大小和形状的棒材。
就像化妆品中的粉底液,一抹顿时美美哒!这样一来,我们就能得到符合我们需求的棒材了。
2.3 加工设备说完了刨切机,咱们得看看加工设备。
这玩意儿就像是棒材的专业修女一样,可以对它进行各种各样的处理。
比如砂光机可以给棒材抛个光亮,让它更加漂亮;还有锯床,可以将棒材锯成所需的长度,妈妈再也不用担心我买不到适合的家具啦!3. 工作原理3.1 输送带的作用前面提到过的输送带在棒材生产线中起着至关重要的作用。
它通过电动机带动,将棒材原料从一个工作站运送到下一个工作站。
这样棒材在生产过程中就能连续不断地供应,提高了生产效率。
简直就是工作中的小跑车!3.2 刨切机的原理想知道刨切机是怎么工作的吗?别着急,我来给你说说。
首先,刨切机会按照我们的要求设置切割参数,比如切割长度和形状。
然后,它会使用锯片或切削刀具将原材料进行切割。
这样一来,我们就可以得到形状完美的棒材了。
简直就是个切割大师!3.3 加工设备的使用加工设备就像是工匠手中的利器,可以将棒材打造成各种各样的形状和尺寸。
砂光机通过摩擦力将棒材的表面磨光,让它看起来更加漂亮。
锯床则通过锯齿切割,将棒材锯成想要的长度,非常方便实用。
这些设备就像是咱们工业界的变形金刚,可以根据我们的需要变换身形。
4. 结论通过本文的介绍,我们对棒材生产线的主要设备及其原理有了更深入的了解。
专利名称:一种棒料送料压持装置
专利类型:实用新型专利
发明人:王楼峰,王志伟,麻锦春,李彦修,楼群英申请号:CN201720661259.X
申请日:20170608
公开号:CN206854751U
公开日:
20180109
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种棒料送料压持装置,包括送料架,所述送料架的左侧顶部通过螺栓固定安装有固定座,所述送料架的右侧焊接有切割台,所述固定座与切割台之间固定安装有导柱,所述导柱的表面滑动连接有送料座,所述送料座的底端螺纹连接有丝杆,所述送料架的内部左端固定安装有正反转电机,所述正反转电机的输出端通过皮带轮与丝杆传动连接,所述送料座的顶部背面通过固定件固定安装有气缸本体,所述气缸本体的传动轴传动连接有导杆,所述导杆的端部固定连接有夹板,所述送料座的顶部前端焊接有限位板。
该装置结构设计简单合理,操作方便,省时省力,送料精准,安全稳定,适用范围广,有利于推广和普及。
申请人:浙江阿波罗工具有限公司
地址:321404 浙江省丽水市缙云县壶镇镇青川路277号
国籍:CN
更多信息请下载全文后查看。
课程名称:机械原理课程设计设计题目:棒料输送线布料装置(方案07)1.题目要求如图1所示棒料输送布料装置的功能简图。
料斗中分别装有直径35mm,长度150mm的钢料,铜料和铝料。
在输送线上按照图2所示的规律布置料棒。
原动机转速为1430rpm,每分钟布置棒料50,75,90块分3档可以调节。
图1-1图1-2图1功能简图2.题目解答(1)工艺方法分析由题目和功能简图可以看出,棒料夹在执行构件1(即传送带)的带动下做间歇直线运动,棒料的输送机构分别为执行构件2(即钢料输送机构),执行构件3(即铜料输送机构),当执行构件1将棒料夹传送到指定位置时,执行构件按照一定的运动规律进行配合将钢料,铜料,铝料输送到指定位置。
下图中T 1为执行构件1(传送带)的工作周期,T 2是执行构件2(钢料输送机构)的工作周期,T 3是执行构件3(铜料输送机构)的工作周期。
由图2可以看出,执行构件1是作间歇直线移动,而执行构件2,3做间歇往复直线运动。
四个执行构件的工作周期关系为:5T1=T2=T3。
执行构件2,3的动作周期为其工作周期的5倍。
执行构件1进停进停进停进停进停2进退进退3进退进退进退运动情况休止 休止图2 运动循环图(2)运动功能分析及运动功能系统图根据前面的分析可知,驱动执行构件1(皮带传动)工作的执行机构应该具有运动功能如图3所示。
该运动功能把一个间歇的单向转动转换为间歇的直线移动,主动件每转动一周,从动件(执行构件1)直线运动200mm ,主动件的速度分别为35、60、85rpm 。
35、60、85 rpm图3 执行机构1的运动功能由于电动机转速为1430rpm ,为了在执行机构1的主动件上分别得到35、60、85 rpm 的转速,又本机构欲采用双圆销四槽的槽轮机构,则槽轮主动轴上的转速依次为17.5、30、42.5rpm 。
则由电动机到执行机构1之间的传动比i z 有3种分别为:i z1= 1430/17.5=81.7 i z2= 1430/30=47.7i z3= 1430/42.5=33.7总传动比由带传动比i f 定传动比i c 与变传动比i v,组成,满足以下关系式:i z1 = i f*i c *i v1i z2=i f*i c *i v2 i z3=i f*i c *i v3三种传动比中i z1最大,i z3最小。
由于带传动比i f 定传动比i c 是常数,因此3种变传动比中i v1最大,i v3最小。
若采用滑移齿轮变速,其最大传动比最好不要大于4,即:i v1=4则有:i c =20.4故定传动比的其他值为:i v2= 2.3i v3= 1.7 于是,有级变速单元如图4:i = 4, 2.3, 1.7图4 有级变速运动功能单元为保证系统过载时不至于损坏,在电动机和传动系统之间加一个过载保护环节。
过载保护运动功能单元可采用带传动实现,这样,该运动功能单元不仅具有过载保护能力,还具有减速功能,其传动比为4,如图5所示。
图5 过载保护运动功能单元整个传动系统仅靠过载保护功能单元的减速功能不能实现全部定传动比,因此,在传动系统中还要另加减速运动功能单元,减速比为i = 5.1减速运动功能单元如图6所示。
图6 减速运动功能单元另外,要实现皮带的间歇运动,必须利用槽轮结构,如图7所示,其角度转换比25.0=τ,图7 槽轮机构根据上述运动功能分析,可以得到实现执行构件1运动的功能系统图,如图8所示。
1430rpm i = 4 i = 4, 2.3, 1.7 i = 5.1图8 实现执行构件1运动的运动功能系统图为了使用同一原动机驱动执行构件2(钢料输送装置)、构件3(铜料输送装置),应该在图8所示的运动功能系统图加上1个运动分支功能单元,使其能够驱动分支执行构件2、构件3,该运动分支功能单元如图9所示。
先研究构件2,执行构件2有一个执行运动,即间歇往复直线移动。
它的运动方向与执行构件1的运动方向垂直。
为了使执行构件2和执行构件1的运动保持正确的空间关系,可以加一个运动传动方向转换功能单元,,如图10所示。
图9 运动分支功能单元图10 运动传动方向转换的运动功能单元经过运动传递方向转换功能单元输出的运动需要分成两个运动分支分别驱动执行构件2,执行构件3的运动。
因此,需要加一个运动分支功能分支单元,如图10所示。
执行构件1图10 运动分支功能单元执行构件2,3的一个运动是间歇往复移动,将连续转动转换成间歇转动,再转换成间歇往复移动。
如图11所示。
图11 连续转动转换为间歇往复移动的运动功能单元根据上述分析可以得出实现执行构件1和执行构件2运动功能的运动功能系统图,如图12所示。
1430rpm i = 4 i = 4, 2.3,1.7i = 5.1执行构件1i=1/2执行构件2图12 执行构件1、2的运动功能系统图由于执行构件2、3运动机理是完全一样的,都是来推动棒料进入固定位置的,所以,3的运动功能系统图和2是完全相同的。
根据上述分析,可以画出整个系统的运动功能系统图,如图13所示。
1430rpm i = 2 i = 4, 2.667, 2.222i = 3.575执行构件1i=2图13棒料输送线布料装置(方案07)的运动功能系统图(3)系统运动方案拟定根据图13所示的运动功能系统图,选择适当的机构替代运动功能系统图中的各个运动功能单元,便可拟定出机械系统运动方案。
图13中的运动功能单元1是原动机。
根据产品包装生产线的工作要求,可以选择电动机作为原动机。
如图14所示。
1430rpm1图14 电动机替代运动功能单元1图13中的运动功能单元2是过载保护单元兼具减速功能,可以选择带传动实现,如图15所示。
i=42图15 带传动代替运动单元2图13中的运动功能单元3是有级变速功能单元,可以选择滑移齿轮变速传动替代,如图16所示。
i=4,2.3,1.7执行构件3执行构件2图16 滑移齿轮变速替代运动功能单元3图13中的运动功能单元4是减速功能,可以选择2级齿轮传动代替,如图17所示。
i=5.1图17 2级齿轮传动替代运动功能单元4图13中运动功能单元6是把连续转动转换为间歇转动的运动功能单元,可以用槽轮机构替代。
该运动功能单元的运动系数为由槽轮机构运动系数的计算公式有:式中,Z——槽轮的径向槽数。
则,槽轮的径向槽数为:4圆销数为:2该槽轮机构如图19所示。
图19用槽轮机构替代运动功能单元6图13中运动单元7是将间歇转动转化为间歇直线运动,可以用皮带传动代替,如图20所示。
图20 皮带轮实现将间歇转动转化为间歇直线运动图13中的运动功能单元8是运动传递方向转换功能单元,同时还具有变速功能,可以用圆锥齿轮传动替代,如图21所示。
i图21 圆锥齿轮传动替代减速运动功能单元7图13中的运动单元9是运动分支单元可以利用同一轴上的两个不完全齿轮实现,如图22所示图22 同一轴上的两个不完全齿轮替代运动分支机构图13中运动功能单元10,11,12把连续转动转换为间歇转动的运动功能单元,由运动循环图可知该运动功能单元在一个工作周期之内有一次停歇和一次转动,且两次停歇时间不同,于是可以用不完全齿轮机构代替该运动功能单元,如图23所示。
图23 用不完全齿轮传动替代运动功能单元10,11图13中,运动单元12,13把间歇转动转化为间歇往复运动,可以利用曲柄滑块机构实现,如图24所示。
图24 利用曲柄滑块机构实现间歇往复运动整个机构的过载保护,变速机构,及减速机构的运动简图,如图25所示:图25 部分运动简图(4)系统运动方案设计1)执行机构1的设计该机构采用槽轮机构实现。
该运动功能单元的运动系数为该槽轮机构选择径向槽外接槽轮机构:(1)确定槽轮槽数在拨盘圆销数k=2时,槽轮槽数为Z=4,该槽轮的几何关系如图26所示图26槽轮机构(2)槽轮槽间角由图可知槽轮的槽间角为:2β=360°/z=90°(3)槽轮每次转位时拨盘的转角:2α=180°-2β=90°(4)中心距槽轮机构的中心距应该根据具体的结构确定,在结构尚不确定的情况下占定为a=150mm(5)拨盘圆销回转半径λ=r/a=sinβ=0.7071r=λa=106.065mm(6)槽轮半径ζ=R/a=cosβ=0.7071R=ζa=106.065mm(7)锁止弧张角γ=360°-2α=90°(8)圆销半径Ra=r/6=17.6675mm圆整Ra=18mm(9)槽轮槽深h>(λ+ζ-1)a+Ra=80.13mm(10)锁止弧半径Rs<r-Ra=88.065mm取Rs=80mm皮带轮设计直径为: PI*d/4=200mm所以 d=254.648mm 取d=255mm运动情况描述:当圆销转动半周时,槽轮转动90°,所以与槽轮同轴的皮带轮转动1/4周,即皮带向前传动200mm 2) 执行机构2,3的设计(曲柄滑块机构)该执行机构是曲柄滑块机构,由曲柄24,滑块25,导杆23,连杆26和滑枕27组成。
其中大滑块的行程h=300mm,现对机构进行参数计算。
该机构具有急回特性,在导杆23与曲柄24的轨迹圆相切时候,从动件处于两个极限位置,此时导杆的末端分别位于C 1和C 2位置。
取定C 1C 2的长度,使其满足:h C C 21利用平行四边形的特点,由下图可知滑块移动的距离E 1E 2= C 1C 2=h ,这样就利用了机构急回运动特性,使滑块移动了指定的位移。
设极位夹角为θ,显然导杆23的摆角就是θ,取机构的行程速比系数K=1.4,由此可得极位夹角和导杆19的长度。
θ=(k-1)/(k+1)*180°=30° l=h/2/sin(θ/2)=579.555mm 取l=580mm图27 导杆滑块机构设计先随意选定一点为D ,以D 为圆心,l 为半径做圆。
再过D 作竖直线,以之为基础线,左右各作射线,与之夹角15°,交圆与C 1和C 2点。
则弧C 1C 2即为导杆顶部转过的弧线,当导轨从C 1D 摆到C 2D 的时候,摆角为30°。
接着取最高点为C,在C 和C 1之间做平行于C 1C 2的直线m ,该线为滑枕27的导路,距离D 点的距离为cos 22l l s l θ-=-在C 1点有机构最大压力角,设导杆23的长度为l 1,最大压力角的正弦等于1max 22cossin l l l θα-=要求最大压力角小于100,所以有l1≥579.555*(1-cos15°)/(2*sin10°)=56.862mml 1越大,压力角越小,取l 1=200~400mm 。
曲柄15的回转中心在过D 点的竖直线上,曲柄越长,曲柄受力越小,可选l l AD 32~21=取AD=500mm ,据此可以得到曲柄15的长度02sin500sin15129.412l AD mmθ==⨯= 取130mm3) 执行机构2,3,附加机构的设计如图28所示,执行机构2的附加运动是连续转动转换为单向间歇转动,由不完全齿轮17、18(19,20)实现。