欧洲标准飞机孔尺寸-综合
- 格式:docx
- 大小:284.17 KB
- 文档页数:3

欧美模具出口的标准一、欧美模具出口的标准1. 模胚:采用“LKM” 模架. 一般采用仿“HASCO模架.2. 导柱倒装(前模导柱,后模导套)。
导柱装在前模,后模装导套,刚好与国产模架相反。
3. 面板和A板之间必须有两枚管钉作管位。
4. 顶针板必须要有导柱(即中托司)。
很少用回针。
5. 钢材:常用加硬材料:LKM2083、LKM2344、8406/ |8407| S136| LKM2767.一般加硬至52~54HRC。
6. 定位环:定位环要高出面板4mm,若有隔热板时定位环要高出隔热板4mm。
常用定位环直径:Ø90、Ø100、Ø110、Ø120、Ø125、Ø150、Ø160。
7. 唧嘴圆弧:常用FLAT(即平的)和R15.5 两种。
唧嘴圆弧的开口最小保证:;Ø3.5mm。
8. 顶针、司筒采有“DME”“HASCO”标准。
9. 水口:常用潜水和热流道(常用DME、MasterFlow)10. 滑块: 滑块要做定位、限位.(常用波珠螺丝、弹簧定位,杯头螺丝限位)。
11. 压块:压块螺丝常用杯头螺丝和平头螺丝。
12. 斜顶:斜顶要做导滑块和耐磨块,材料采用青铜。
13. 连接块:见xxx示。
14. 运水塞:采有“HASCO”的1/4”BRS和1/8”BRS两种。
15. 运水内接孔:模具上下要加工, 模具左右不要加工.常用规格:Ø20x20、Ø25x20.。
16. 标识:常有零件名称、零件号、公司名称、型腔标识、材料标识、可回收标识、日期章。
17. 模具表面要求:Sparkerusion(火花纹)、Polished(省模)、Photo etched(蚀纹)。
18. 模胚A、B板之间要有锁模块(两个)。
19. 模具包装采用黄油、透明塑胶袋、消毒木箱。
20. 模具标签:模具号、零件号、产品名称、光碟、制造日期、模具重量21..浇注系统:扇形、梯形。

空中客车公司中客车公司(Airbus,又称空中巴士),是欧洲一家飞机制造公司,1970年于法国成立。
其创立的公司来自国家包括有德国、法国、西班牙与英国。
空中客车公司由欧洲两个最大的军火供应制造商欧洲航空防务航天公司(80%股份)和英宇航系统公司(20%股份)共同拥有。
主要机型有:A300、A310、A318、A319、A320、A321、A330、A340、A350、A3801、A300空中客车A300是欧洲空中客车工业公司(Airbus Industries)设计生产的一种中短程宽体客机,空中客车A310和空中客车A300-600构成了空客非常著名的宽体姊妹系列,在共通性、经济性和可靠性方面为运营商提供了一个无可匹敌的完美组合。
性能数据总长度:54,10m高度:16,54m翼展:44,84m机身直径:5.64m客舱长度:40,70m客舱最大宽度:5,28m典型两级座舱布局:266人全经济布局载客:298人货舱容积:1520立方米巡航速度:0.82马赫经济巡航速度[KM/小时]:875经济巡航高度[M]:94502、A310空中客车A310是欧洲空中客车工业公司为与波音767竞争在空中客车A300基础上研制的200座级中短程双通道宽体客机。
机身缩短,设计了新的机翼,采用双人机组。
典型两级座舱布局,标准载客量220人。
1978年7月开始研制,1982年4月3日首架原型机首飞。
1983年3月11目获得法国和德国两国型号合格证,1983年3月29日开始交付使用。
A300和A310之间有良好的互操作性。
A310是空中客车发展的开始。
A300和A310的市场表现保证了空中客车公司与波音公司的主要竞争对手地位,A310有为德国空军改造的军用运输改型。
至停产时一共生产了260架。
性能数据A310-300翼展:43.89米机长:46.66米典型两级座舱布局:220人空机重:80.8吨最大商载:26.7吨最大起飞总重:150吨最大燃油量:61070升最大可用燃油(标准):49.8吨动力装置:两台涡扇发动机可选发动机型号:通用电气公司CF6-80系列CF6-80C2A2普拉特-惠特尼公司4000系列PW4152或PW4156A3、A318A318是百座级客机,是空中客车A320家族里面最小的成员,也叫“迷你空中巴士”,在开发阶段时使用代号是“A319M5”,A318其实是由空中客车A319直接衍生出来的,是A319缩短型。
下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除!!!谢谢!!!1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
19、团队精神是从生活和教育中不断地培养规范出来的。
研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。
因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。
20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成长,不断地逐渐培养员工的团队意识和集体观念。
大型客机登机门人机工效评价Ergonomics Evlution of Pssenger Entrnce Door in lrge ircrftLI Lei WU Yng SUN Wen(Shnghi ircrft Design nd Reserch Institute,Shnghi 20XX10,Chin)bstrct】The Pssenger Entrnce Door which the min chnnel in nd out of the ircrft,is one of the most ircrft prts pplied by flight ttendnts. Good ergonomics will gretly reduce the worklod of flight ttendnts. Tking the pssenger entrnce door s n exmple,iming t the lck of Chinese humn body model in CTI V5,we use GB to build complete Chinese humn body model. Becuse CTI V5 hve their own ergonomic evlution module,we evlute the Pssenger Entrnce Door using the humn body model of the Chinese nd the mericn to study the rtionlity of the design of the Pssenger Entrnce Door. The evlution results show tht the ergonomics performnce of the Pssenger Entrnce Door meet the design requirements.Key words】Pssenger Entrnce Door;Chinese dult Humn;Body Model;CTI V5;Ergonomics Evlution0 引言大型客C舱门必须要能够正产开启和关闭,满足人员、物质的进出和应急撤离的要求,同时在飞行过程中,还需承受气密、飞行等载荷并维持飞机结构的完整性。
国外机械图纸标准自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投影。
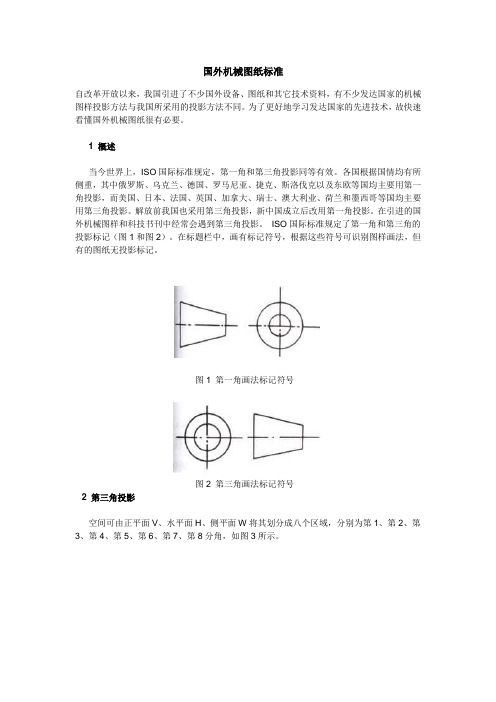
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号图2 第三角画法标记符号2 第三角投影空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图32.1 将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.2 将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图52.3 第三角投影中六个基本视图的位置ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面(透明的)而得到的物体的正面投影,其它视图可按类似方法获得。

常见预冲孔孔径一览表第一篇:常见预冲孔孔径一览表更多文章首页 > 文章 > 模具知识常見預沖孔孔徑一覽表字体大小:大 | 中 | 小 2007-05-09 16:16评论:0常見預沖孔孔徑一覽表料厚類型0.6 0.8 1.0 1.2 M3 1.2 1.5 1.5(1.8)1.8 M3.5 1.2 1.5 1.5(1.8)1.8 M4 1.2 1.5 1.5(1.8)1.8 #6-32 1.2 1.5 1.5(1.8)1.8 說明: 1以上攻牙形式均為無屑式.2抽牙高度:一般均取H=3P,P為螺紋距離(牙距).3.內徑:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10文章出处:来源于互联网第二篇:常见标准代号一览表中国标准: CB-中国船舶行业标准CH-中国测绘行业标准CJ-中国城镇建设行业标准 CY-中国新闻出版行业标准DA-中国档案工作行业标准 DB-中国农机工业标准 DJ-中国电力工业标准 DL-中国电力建设行业标准 DZ-中国地质矿产行业标准 EJ-中国核工业行业标准 FZ-中国纺织行业标准GB-中国国家强制性标准GB/T-中国推荐性国家标准GJB-中国国家军用标准GY-中国广播电影电视行业标准GA-中国公共安全行业标准HB-中国航空工业行业标准HG-中国化工行业标准HJ-中国环境保护行业标准 HY-中国海洋工作行业标准JB-中国机械行业(含机械、电工、仪器仪表等)强制性行业标准JC-中国建筑材料行业标准JB/T-中国机械行业(含机械、电工、仪器仪表等)推荐性行业标准 JG-中国建筑工业行业标准JR-中国金融系统行业标准 JT-中国公路、水路运输行业标准 JY-中国教育行业标准 JZ-中国建筑工程标准LD-中国劳动和劳动安全行业标准 LY-中国林业行业标准MH-中国民用航空行业标准 MT-中国煤炭行业标准 MZ-中国民政工作行业标准 NY-中国农业行业标准QB-中国轻工行业标准QC-中国汽车行业标准QJ-中国航天工业行业标准SB-中国商业行业标准SC-中国水产行业标准SH-中国石油化工行业标准SJ-中国电子行业标准SL-中国水利行业标准SN-中国进出口商品检验行业标准 SY-中国石油天然气行业标准TB-中国铁路运输行业标准 TD-中国土地管理行业标准 TY-中国体育行业标准WB-中国卫生标准WH-中国文化行业标准WJ-中国兵器工业标准 XB-中国稀土行业标准YB-中国黑色冶金行业标准 YC-中国烟草行业标准 YD-中国邮电通信行业标准 YS-中国有色金属行业标准 YY-中国医药行业标准ZB-中国专业标准ZBY-中国仪器行业专用标准ZY-中国中医行业标准CNS-台湾工业标准国际标准: ISO-国际标准化组织标准JSO/R-国际标准化组织建议IIW-国际焊接协会标准JCAO-国际民用航空组织标准ICRP-国际射线防护委员会标准美国标准: ASTM STD-美国材料与试验协会标准AASHTO STD-美国国家公路及运输公务员协会标准ANSI STD-美国标准协会标准AIAG STD-自动化工业行动集团标准 API STD-美国石油协会标准ASNT(SNT)STD-美国无损检测协会AREA STD-美国铁路工程协会标准 ASME STD-美国机械工程师协会标准AIA STD-美国航空学会标准AWS STD-美国焊接协会标准FAA STD-美国联邦标准MIL-STD美国国家辐射防护与测量理事会标准SAE-美国汽车工程师协会标准NAS-美国国家航空航天标准AMS-美国宇航材料规范ABS-美国海运局标准AES-美国原子能委员会标准AISI-美国钢铁协会标准 DOD-美国国防部标准 AIA-美国宇航工业协会标准 DOE-美国能源部标准 NBS-美国国家标准局标准日本标准: JIS-日本工业标准 NDIS-日本无损检测协会标准 HPI-日本高压技术协会标准加拿大标准: CSA STD-加拿大国家标准 CAN CGSB-加拿大工业通用标准 IRS-加拿大标准化协会标准英国标准: BSI-英国标准协会标准DTD-英国航空材料规范BS-英国国家标准法国标准: NF-法国国家标准 AFNOR-法国标准化协会标准 AIR-法国国防部标准德国标准: LN-原西德航空标准 SEL-原西德钢铁产品交货技术条件DIN-德国工业标准其他: UNI-意大利国家标准EN-欧洲标准化委员会标准ГОСТ-前苏联国家标准EFNDT-欧洲无损检测联盟STAS-罗马尼亚国家标准AS-澳大利亚国家标准第三篇:冲孔灌注桩冲钻孔灌注桩施工方案应从以下4个方面进行交底工作:①组织施工图纸设计交底,认真熟悉设计1、施工技术及相应资料交底图纸,使施工方透彻理解设计意图;学习有关施工、验收规范,掌握地质资料,核查有关灌注桩方面的资料。
纺织品验货教材验货必备验货基本步骤:⼀、验货前准备,包括验货表格、品质标准资料、确定验货时间,准备相关验货⼯具等,并与主管作沟通与确认。
⼆、实地验货,按产品品质标准资料,对照验化表格逐⼀进⾏验货,拍照及对验货进⾏相关数据记录。
三、整理验货资料,报告验货情形及结果。
四、针对验货发现问题与主管讨论进⼀步的处理⽅法,需⼯⼚配合的,追踪⼯⼚切实落实。
验货前准备、验货后的报告等更多细节可参考验货管制制度及其施⾏细则的有关内容,这⾥主要针对实地验货的部分作进⼀步说明,尽可能将应该要注意的问题点列出来,并说明⼀些检验⽅法。
根据产品⽣产的不同阶段,可以分为产前(进料)检验、产中(制程、⼯艺)检验、产后(最终)检验等,每个阶段都有其重要的意义。
这⾥主要针对产后检验的情形,产后检验是最全⾯的,也会包含前⾯检验的内容。
不同阶段的检验,除主管安排,重要是⾃⼰有意识去计划,这样才能尽早发现问题并将问题克服掉,否则解决成本会⾼出很多,搞不好会被客⼈索赔及影响客⼈对我们的信任。
验货基本流程⼀、验货前的准备: 1、“⼯欲善其事、必先利其器”,验货⼈员⾸先要计划与准备以下:a. 确定验货的产品与时间、路线,联系⼯⼚作好必要的验货准备,如验货场地,设备(如打卷机)等。
b. 准备验货表格,将基本信息填⼊,包括验货的⽐率与数量等c. 产品品质标准资料,包括下⼯⼚的订单资料(含包装唛头等信息)、产品标准表格(平时或验货前建⽴)等。
d. 标准样品 (确认样,参考样,问题样等)e. 准备验货必须的⼯具如相机(⾜电或带多⼀块备⽤电池)、条码机(⾜电)、笔(含记号笔)、尺(卷尺,游标卡尺,螺旋测微器等)、空⽩标签,箭头标签、拆箱⼑,要称重量的还要带上电⼦秤,称克重的带上克重机,视情形带上NOTEBOOK,以便及时的反馈信息。
最后找⼀个包包把资料、样品、⼯具等都装好。
包包公司会准备。
别忘记了带钱。
2、与主管针对以上进⾏讨论并最终确定验货标准、数量、验货表格、时间、验货与回报⽅式等。
欧美模具基本要求1.模胚:采用“LKM”模架。
2.导柱倒装(前模导柱,后模导套)。
3.面板和A板之间必须有两枚管钉作管位。
4.顶针板必须要有导柱(即中托司)。
5.钢材:常用加硬材料:LKM2083、LKM2344、LKM2767.一般加硬至52~54HRC。
6.定位环:定位环要高出面板4mm,若有隔热板时定位环要高出隔热板4mm。
常用定位环直径:Ø90、Ø100、Ø110、Ø120、Ø125、Ø150、Ø160。
7.唧嘴圆弧:常用FLAT(即平的)和R15.5 两种。
唧嘴圆弧的开口最小保证:Ø3.5mm。
8.顶针、司筒采有“DME”“HASCO”标准。
9.水口:常用潜水和热流道(常用DME、MasterFlow)10.滑块: 滑块要做定位、限位.(常用波珠螺丝、弹簧定位,杯头螺丝限位)。
11.压块:压块螺丝常用杯头螺丝和平头螺丝。
12.斜顶:斜顶要做导滑块和耐磨块,材料采用青铜。
13.连接块:见图示。
14.运水塞:采有“HASCO”的1/4”BRS和1/8”BRS两种。
15.运水内接孔:模具上下要加工, 模具左右不要加工.常用规格:Ø20x20、Ø25x20.。
16.标识:常有零件名称、零件号、公司名称、型腔标识、材料标识、可回收标识、日期章。
17.模具表面要求:Sparkerusion(火花纹)、Polished(省模)、Photo etched(蚀纹)。
18.模胚A、B板之间要有锁模块(两个)。
19.模具包装采用黄油、透明塑胶袋、消毒木箱。
20.模具标签:模具号、零件号、产品名称、制造日期、模具重量。
(模架图例)浇注系统:1.所有水口都必须自动切断,自动掉落.浇口一般采用”潜水”或热流道,如采用顶针位进胶,必须如图例.2.唧嘴必须用加硬材如SKD62,硬度必须HRC52左右, 唧嘴圆弧有”平” ; “ R15.5”等,公差为(+1.0,-0.5), 唧嘴圆弧的开口大小最小应保证:3.5mm.(离端面的参考尺寸为3mm)3.唧嘴如自己制作,请用加硬材料如” ASSAB8407, LKM2767,LKM2083”等,硬度必须HRC52左右,并且内孔一定要抛光,4.定位环尺寸有“ø90”;”ø110” ; “ø125” ;”ø160” ,离码模板高度一般为: 4.0mm,公差为(+/-0.5) ,详情请见”技术要求”,最大倒角为1 X 1mm5.浇口离零件胶位的最小距离应保证:1.5mm6.如用可旋转浇口,分流道形状请用“梯形”7.胶口设计请注意布局合理,顶出平衡.潜胶位(定位环图例)FLATR15.5NOZZLE RADIUS(唧嘴图例)顶出系统:1.顶针应采用HASCO标准, 顶针孔应有避空位, 前端配合位长度可设计为15mm.在顶针板内每边至少须避空0.25mm,见图例. 顶针必须能用手轻松可推动.顶针离型芯边缘的距离最小为:1mm2.特别是”扁顶”需要加避空位.3.顶针板必须有四根导柱,不需用弹簧. 并且在顶针板上固定一个如”M16”的连接块, 见图,螺纹孔一定要顶针板垂直. 如模具比较大,必须采用球轴承,如HASCO Z系列.4.顶针顶出时不能有变形或翘起.即整个零件需平衡顶出..5.顶针痕所形成的阶梯通常必须控制在0.10mm以内(连接块图例)冷却系统:1.冷却尽量采用大的管径”如能用”ø10”,就必须用” ø10”,不能用” ø8”.2.冷却管径最小可采用” ø3”3.所有产品热量集中的地方,如深孔,深槽, 滑块.原则是尽量加多运水.如果太小或窄,则需考虑用”铍青铜”做镶块.4.冷却管端部沉孔和镙纹孔必须同心,而且不能钻歪.5.堵水螺栓必须为英制1/8BSP或1/4BSP,外形为锥行。