铝合金厚板窄间隙激光焊接工艺技术研究_肖荣诗
- 格式:pdf
- 大小:476.08 KB
- 文档页数:3
6061-T6铝合金具有优良的焊接特性、良好的抗腐蚀性、韧性高且加工性能优异、氧化效果极佳等优良特点,逐渐替代了传统的钢材,广泛应用于电子、精密仪器、通讯以及航天领域[1-3]。
激光焊接是一种先进的连接技术,具有热输入小,变形小等优势。
但是由于深熔焊焊接过程铝合金材料对激光反射率高,激光能量吸收率很低、合金元素烧损严重,焊接过程不稳定,以及铝合金本身特殊的物理性质使得这种工艺还不成熟,焊接时存在着易产生焊缝下塌和气孔缺陷等问题[4-7]。
本文采用6mm 厚的6061-T6中厚铝板铝合金材料,进行单因素激光焊接试验,研究不同的焊接工艺参数对激光焊接焊缝成形和焊缝质量的影响,优化中厚板铝合金激光焊接工艺参数,总结工艺参数与焊接接头形状的关系,并对接头的金相组织与力学性能进行观察与测试得出接头形状与金相组织及力学性能的相关性。
1 试验材料及方法 试验材料为板厚6mm 的6061-T6铝合金,化学成分如表1,实验板的尺寸为。
试验采取氩气为保护气体,通过控制单因素变量进行试验。
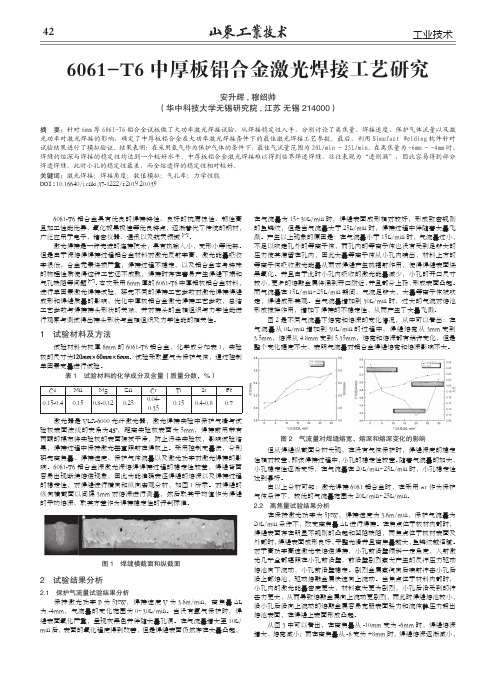
6061-T6中厚板铝合金激光焊接工艺研究安升辉,穆绍帅(华中科技大学无锡研究院,江苏 无锡 214000)摘 要:针对6mm 厚6061-T6铝合金试板做了大功率激光焊接试验,从焊接稳定性入手,分别讨论了离焦量、焊接速度、保护气体流量以及激光功率对激光焊接的影响,确定了中厚板铝合金在大功率激光焊接条件下的最佳激光焊接工艺参数。
最后,利用Simufact Welding 软件针对试验结果进行了模拟验证。
结果表明:在采用氩气作为保护气体的条件下,最佳气流量范围为20L/min ~25L/min。
在离焦量为-6mm ~-4mm 时,焊缝的熔深与焊接的稳定性均达到一个较好水平。
中厚板铝合金激光焊接难以得到临界焊透焊缝,往往表现为“透则漏”,因此容易得到部分焊透焊缝,此时小孔的稳定性最差,而全熔透焊的稳定性相对较好。
关键词:激光焊接;焊接角度;数值模拟;气孔率;力学性能DOI:10.16640/ki.37-1222/t.2019.20.039表1 试验材料的化学成分及含量(质量分数,%)Cu Mn Mg Zn Cr Ti Si Fe 0.15-0.40.150.8-0.120.250.04-0.350.150.4-0.80.7 激光器是YLR-6000光纤激光器,激光焊接实验中保护气嘴与试验板表面法线的夹角为,距离实验板表面为5mm,焊接前用带有丙酮的棉布将实验板的表面擦拭干净,防止污染实验板,影响试验结果,焊接过程中保持激光垂直照射在焊板上。

激光焊接铝合金的难点及采取的工艺措施随着科技的发展,激光焊接技术在各个领域得到了广泛的应用,尤其是在金属材料的加工过程中。
激光焊接铝合金这一领域却面临着诸多挑战。
本文将从铝合金的特点、激光焊接的难点以及采取的工艺措施等方面进行详细的探讨。
一、铝合金的特点铝合金是一种具有优良性能的金属材料,它具有轻质、高强度、耐腐蚀等特点。
这些特点使得铝合金在航空、航天、汽车等领域具有广泛的应用前景。
铝合金的这些优点也给激光焊接带来了一定的难度。
铝合金的熔点较低,容易产生氧化膜,影响焊接质量。
铝合金的热导率较高,导致热量容易散失,需要采用较高的功率进行焊接。
铝合金的成分复杂,不同种类的铝合金之间存在化学成分差异,这也给激光焊接带来了一定的挑战。
二、激光焊接铝合金的难点1. 氧化膜的影响铝合金在加热过程中容易产生氧化膜,这层氧化膜不仅会影响焊缝的质量,还会导致气孔的产生。
因此,在激光焊接铝合金时,需要采取一定的措施去除氧化膜。
常用的方法有机械磨削、化学清洗和电化学清理等。
2. 热量散失问题铝合金的高热导率导致热量容易散失,这就需要在激光焊接过程中采用较高的功率进行加热。
过高的功率会导致焊缝过深,产生裂纹。
因此,在激光焊接铝合金时,需要寻找合适的功率平衡点。
3. 成分差异问题铝合金的成分复杂,不同种类的铝合金之间存在化学成分差异。
这就要求在激光焊接过程中,需要根据不同的铝合金种类选择合适的焊接参数和工艺措施。
还需要对铝合金的微观结构进行分析,以便更好地控制焊缝的形成和性能。
三、采取的工艺措施针对上述难点,本文提出以下几点工艺措施:1. 采用预处理方法去除氧化膜在激光焊接前,可以采用机械磨削、化学清洗和电化学清理等方法去除铝合金表面的氧化膜。
这样可以有效地减少氧化膜对焊缝质量的影响。
2. 调整激光功率平衡热量散失问题在激光焊接过程中,可以通过调整激光功率来平衡热量散失问题。
一般来说,随着激光功率的增加,焊缝深度也会增加。

汽车车身激光焊接技术发展与运用发布时间:2022-09-21T02:35:38.680Z 来源:《科技新时代》2022年5期作者:邢彦咤[导读] 随着我国汽车制造行业的发展,无论是安全性能还是低碳环保特性,铝合金都成为重要可靠的构件材料邢彦咤长城汽车股份有限公司河北保定 071000摘要: 随着我国汽车制造行业的发展,无论是安全性能还是低碳环保特性,铝合金都成为重要可靠的构件材料,对于提升汽车整体强度有着重要的实用价值。
因此,焊接技术在汽车制造行业中成为基础工艺之一,本文就汽车车身激光焊接技术发展与运用进行分析。
关键词:汽车;车身;激光焊接引言在汽车车身焊接中,激光技术以其能量密度高、光束中性、可接近性好、非接触焊接等优点,在汽车零部件生产中发挥着不可估量的作用和价值。
近年来,中国大力鼓励新能源汽车的研发、创新和生产,出台了许多与新能源汽车相配套的政策、措施和法律法规,为汽车产业的发展注入了新的活力,提供了更好的保障,极大地促进了车身产品设计方法的多样化和新材料应用的新颖性。
加强汽车车身激光焊接技术发展与运用的研究具有重要的现实意义。
1 汽车车身焊接中存在的问题随着汽车行业对能源与环保问题的影响愈发严重,汽车轻量化成为汽车制造业发展的必然趋势,轻量化生产不仅可以节约能源与降低排放,而且还能改善汽车性能,提高汽车服务质量。
铝合金作为汽车轻量化生产的核心材料,表现出多种应用优势。
但是在实际应用过程中,其焊接技术存在着以下问题:①在汽车车身的焊接过程中,由于铝合金自身材料的性质因素影响,焊接接头处更容易出现软化现象,而这是降低车身强度的关键因素,严重影响了焊接结构的基本承载能力,进而造成不安全因素,甚至无法达到安全标准。
②铝合金材料表面容易生成一层难以熔化的氧化膜,因此在铝合金车身焊接时,会由于氧化膜的阻碍因素难以将母材熔化与熔合。
与此同时,氧化膜还有更高的比重,在焊接过程中难以浮出表面,这也导致更容易生成夹渣,或者出现未熔合、未焊透等现象,对于焊接设备的功率要求也更高。

铝合金薄板激光填丝焊接技术激光填丝焊接铝合金不但可以保持激光焊固有的优点,如能量集中、变形小等,还可以降低对接焊时的间隙裕度,减少焊接缺陷,提高接头性能等,从而扩大铝合金薄板激光焊接在航空航天工业中的应用。
铝合金是航空航天工业中的主要结构材料,它不仅具有高比强度、高比模量、良好的断裂韧性、疲劳强度和较低的裂纹扩展速率,同时还具有优良的成形工艺性和良好的耐蚀性。
在民用飞机中,铝合金占结构材料重量百分比高达70% ~ 80%。
在新一代军用飞机中,由于复合材料和钛合金用量的增加,铝合金的用量有所减少,但高纯、高强、高韧的高性能铝合金用量却增加了。
苏-27飞机上铝合金约占全机结构重量的60%。
激光焊接具有能量集中、焊接变形小、焊缝质量优良、生产效率高等优点,此外激光的柔性更增加了焊接工艺的灵活性。
在飞机制造中,激光焊接可以实现飞机结构以焊代铆以及替代常规焊接方法提高焊缝质量。
因此对铝合金的激光焊接技术研究成为各国特别是航空航天制造工业界的焦点。
1激光焊接如果不填丝,将存在如下局限性:1.焊接接头的化学成份完全取决于母材,性能不能按要求进行调整;激光焊接铝合金时,低沸点元素容易蒸发造成接头性能下降。
2.激光焊接对接头间隙要求严格,自熔焊所允许的间隙量最大不超过板厚的10%。
在实际生产中,尤其对于航空航天工业,不可避免地会遇到对薄板的对接激光焊,当薄板厚度为1.2mm或者更薄时,对接焊的间隙要求很难满足。
如果对薄板采用曲面对接焊,这一间隙要求更难达到。
虽然通过机械加工可以使被焊工件的装配间隙符合要求,但这势必增加成本,更不利于激光焊接在工业生产中推广应用。
3.激光焊接铝合金时过程不稳定,焊缝成形不理想,且由于熔池中高反射率和低表面张力,将会导致焊缝缺陷,如焊塌、气孔和软化等。
同时,铝合金对气孔有最大的敏感性,而氢是铝及铝合金熔焊时产生气孔的主要原因。
氢之所以能使焊缝形成气孔,与其在铝及铝合金中溶解度的变化特性有关。

比较CMT与其他电弧模式的激光电弧复合焊接在焊接铜时的异同作者:Jan Frostevarg & Alexander F. H. Kaplan & Javier Lamas摘要:本文中,研究了三种不同模式的激光- 电弧气保焊,即标准、脉冲和冷金属过渡(CMT)模式。
该脉冲模式比标准模式更受控并且对工件的热输入更小,从而可以焊接薄板。
在CMT 方式利用可控送丝和表面张力促使熔滴过渡,也因此热输入量相对于其他模型更小一些,不会出现咬边,飞溅也少于其他模式。
这项研究比较了复合焊接的3种电弧弧模式,在CMT的允许限度内选择中低焊丝的沉积速率。
通过扫描和高速成像研究焊缝。
该研究表明,激光匙孔的出现减小了三者间的熔滴过渡的差异。
匙孔的产生对融化和凝固过程的影响。
以及不同电弧形式的主要优点和缺点1引言激光电弧复合焊接[1-4],LAHW,图1中所示。
将高功率激光与电弧复合集中于同一个熔池,一般间隔在0-8mm。
相同的处理区域内,通常由0-分离,与自制激光焊相比,复合焊8毫米。
相比于自主激光焊接,LAHW用焊丝填充焊缝,在电弧作用下形成焊缝外观。
针对熔化极气保焊我们可以提出很多不同的技术。
在他们之中的通用标准(也被称为“自然”)电弧模式与各种熔滴过渡模式(如喷雾,短路或球形)取决于电流和送丝速率。
LAHW是最常见的是GMA脉冲弧焊模式,保持一脉一滴的形式向熔池进行熔滴过渡[5,6]。
最近,另一个更可控,短弧模式技术已经得到开发利用,通过控制送丝过程和表面张力进行熔滴过渡。
焊丝被送进和回抽的方式去替代恒速送丝。
这技术被称为冷金属过渡,CMT[7]。
这个过程的优点在于,降低丝沉积的成本,熔滴传递而不是飞入熔池,因此只需要融化焊丝的电功率即可。
在传统的弧焊中,对CMT 模式是用来焊接薄板,它也常常能有更高的焊接速度以较少的热输入和更好的整体焊接质量(更少的飞溅和咬边)与其他电弧模式相比。
最近,CMT已用于LAHW 去焊接单程2毫米厚的铝板[8],1毫米的钢板和多道焊15毫米钢[9,10]。
激光粉末床熔融增材制造耐热铝合金的研究进展目录1. 内容描述 (2)1.1 研究背景 (2)1.2 研究目的 (3)1.3 研究意义 (4)1.4 国内外研究现状 (6)2. 激光粉末床熔融增材制造技术基础 (7)2.1 激光粉末床熔融增材制造原理 (9)2.2 激光粉末床熔融增材制造工艺 (10)2.3 激光粉末床熔融增材制造设备 (11)3. 耐热铝合金材料特性及制备方法 (12)3.1 耐热铝合金材料分类与性能 (14)3.2 耐热铝合金材料制备方法 (15)3.3 耐热铝合金材料的组织与性能表征 (17)4. 激光粉末床熔融增材制造耐热铝合金的工艺参数优化 (18)4.1 激光功率控制策略 (20)4.2 送粉量控制策略 (21)4.3 扫描速度控制策略 (23)4.4 气体流量控制策略 (24)5. 耐热铝合金激光粉末床熔融增材制造过程中的缺陷分析与控制.25 5.1 缺陷类型与成因分析 (27)5.2 缺陷产生的影响与控制方法 (29)5.3 缺陷检测与评价方法 (30)6. 耐热铝合金激光粉末床熔融增材制造的应用研究 (33)6.1 零件结构设计与优化 (35)6.2 零件性能预测与评估 (36)6.3 零件表面质量控制技术研究 (38)7. 结果与讨论 (39)7.1 工艺参数对耐热铝合金激光粉末床熔融增材制造性能的影响407.2 缺陷类型及其对产品质量的影响 (44)7.3 应用研究结果分析与讨论 (45)8. 结论与展望 (46)8.1 主要研究成果总结 (48)8.2 存在问题及展望未来研究方向 (49)8.3 对工业生产及应用的启示 (51)1. 内容描述本论文综述了激光粉末床熔融增材制造技术在耐热铝合金制备中的应用及研究进展。
激光粉末床熔融技术是一种基于高能激光束将金属粉末逐层熔化并凝固成形的先进制造工艺,具有设计灵活、生产效率高和材料利用率高等优点。
耐热铝合金作为一种在高温环境下具有优良性能的材料,在航空航天、汽车制造等领域具有重要的应用价值。
7055喷射成形高强铝合金激光焊接头组织及性能乔及森;王鹏建;张阳羊;赵文军;陈剑虹【摘要】采用激光焊接对2mm厚喷射成形的7055-T76511铝合金进行焊接试验.通过显微硬度和拉伸试验测试焊接接头的力学性能,通过光学显微镜(OM)、扫描电镜(SEM)、背散射电子衍射技术(EBSD)以及X射线衍射(XRD)分析焊接接头的微观组织.结果表明,7055铝合金激光焊接头无明显的软化区,焊缝显微硬度最低,约为130~140 HV,接头的抗拉强度372 MPa,伸长率4.1%.焊缝组织有明显的三个区(热影响区、熔合区和焊缝区).热影响区组织是产生了部分再结晶的等轴晶粒;熔合区由于非均匀形核形成了等轴非枝晶区(non-dendritic equiaxed grain zone,EQZ),晶粒尺寸3~8 μm;焊缝区靠近熔合线为柱状枝晶,中心为胞状枝晶.【期刊名称】《电焊机》【年(卷),期】2016(046)011【总页数】5页(P21-25)【关键词】7055铝合金;喷射成形;激光焊接;力学性能;显微组织【作者】乔及森;王鹏建;张阳羊;赵文军;陈剑虹【作者单位】兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050【正文语种】中文【中图分类】TG456.77000系铝合金因其良好的比强度、断裂韧度、耐腐蚀性和加工性能,被广泛应用于航空航天、轨道车辆、汽车和造船等领域[1-3]。
7055是现有牌号中强度较高的铝合金[4]。
采用普通的熔焊焊接热输入大,焊件变形大,接头软化明显,强度低;而搅拌摩擦焊缺乏相对的工艺柔性,难以焊接复杂焊缝,这些局限性制约了7055铝合金在大型轻量化结构件上的应用。
激光焊接铝合金的难点及采取的工艺措施大家好,今天我们来聊聊激光焊接铝合金的这个话题。
咱们得明白,激光焊接可不是一件简单的事情,它可是高科技的产物哦!那么,激光焊接铝合金到底有哪些难点呢?又该如何采取相应的工艺措施呢?别着急,我们一一来分析。
1.1 铝合金的特点我们得了解一下铝合金的特点。
铝合金是由铝、铜、镁、锰等金属组成的合金,具有质轻、耐腐蚀、导热性能好等特点。
但是,铝合金的熔点较低,氧化膜容易形成,这就给激光焊接带来了一定的难度。
1.2 激光焊接的难点那么,激光焊接铝合金到底有哪些难点呢?我们可以从以下几个方面来分析:(1)铝合金的熔点低:铝合金的熔点虽然不高,但在激光焊接过程中,如果不能使金属达到熔化状态,那么就无法进行有效的焊接。
(2)氧化膜的存在:铝合金表面容易形成氧化膜,这会影响激光的传导,使得焊接效果不佳。
(3)激光束的能量密度:激光束的能量密度对焊接效果有很大影响。
如果能量密度不够,可能导致焊接不牢固;反之,如果能量密度过高,可能会导致焊缝过深或产生裂纹。
2.1 解决铝合金熔点低的难点为了解决铝合金熔点低的难点,我们可以采取以下几种工艺措施:(1)预热:在进行激光焊接之前,对铝合金进行预热处理,可以提高金属的温度,使其达到熔点状态。
(2)调节激光功率:根据铝合金的种类和厚度,合理调整激光功率,以确保焊缝的形成和焊点的牢固。
(3)选择合适的焊接参数:根据实际情况,选择合适的焊接参数,如焊接速度、焦距等,以保证焊缝的质量。
2.2 解决氧化膜存在的难点为了解决氧化膜存在的难点,我们可以采取以下几种工艺措施:(1)清理氧化膜:在进行激光焊接之前,对铝合金表面进行清理,去除氧化膜,以保证激光的传导。
(2)使用保护气体:在激光焊接过程中,使用保护气体可以有效防止氧化膜的形成和扩散。
(3)控制焊接速度:适当控制焊接速度,可以避免氧化膜在熔化过程中被烧伤。
2.3 解决激光束能量密度的难点为了解决激光束能量密度的难点,我们可以采取以下几种工艺措施:(1)调整激光功率:根据铝合金的种类和厚度,合理调整激光功率,以保证焊缝的形成和焊点的牢固。