4.24 铝合金的激光焊接讲解
- 格式:ppt
- 大小:1.31 MB
- 文档页数:9
铝合金薄板激光填丝焊接技术激光填丝焊接铝合金不但可以保持激光焊固有的优点,如能量集中、变形小等,还可以降低对接焊时的间隙裕度,减少焊接缺陷,提高接头性能等,从而扩大铝合金薄板激光焊接在航空航天工业中的应用。
铝合金是航空航天工业中的主要结构材料,它不仅具有高比强度、高比模量、良好的断裂韧性、疲劳强度和较低的裂纹扩展速率,同时还具有优良的成形工艺性和良好的耐蚀性。
在民用飞机中,铝合金占结构材料重量百分比高达70% ~ 80%。
在新一代军用飞机中,由于复合材料和钛合金用量的增加,铝合金的用量有所减少,但高纯、高强、高韧的高性能铝合金用量却增加了。
苏-27飞机上铝合金约占全机结构重量的60%。
激光焊接具有能量集中、焊接变形小、焊缝质量优良、生产效率高等优点,此外激光的柔性更增加了焊接工艺的灵活性。
在飞机制造中,激光焊接可以实现飞机结构以焊代铆以及替代常规焊接方法提高焊缝质量。
因此对铝合金的激光焊接技术研究成为各国特别是航空航天制造工业界的焦点。
1激光焊接如果不填丝,将存在如下局限性:1.焊接接头的化学成份完全取决于母材,性能不能按要求进行调整;激光焊接铝合金时,低沸点元素容易蒸发造成接头性能下降。
2.激光焊接对接头间隙要求严格,自熔焊所允许的间隙量最大不超过板厚的10%。
在实际生产中,尤其对于航空航天工业,不可避免地会遇到对薄板的对接激光焊,当薄板厚度为1.2mm或者更薄时,对接焊的间隙要求很难满足。
如果对薄板采用曲面对接焊,这一间隙要求更难达到。
虽然通过机械加工可以使被焊工件的装配间隙符合要求,但这势必增加成本,更不利于激光焊接在工业生产中推广应用。
3.激光焊接铝合金时过程不稳定,焊缝成形不理想,且由于熔池中高反射率和低表面张力,将会导致焊缝缺陷,如焊塌、气孔和软化等。
同时,铝合金对气孔有最大的敏感性,而氢是铝及铝合金熔焊时产生气孔的主要原因。
氢之所以能使焊缝形成气孔,与其在铝及铝合金中溶解度的变化特性有关。
铝合金激光焊接技术要点探究摘要:在国内高端装备制造行业蓬勃发展背景下,轻量铝合金材料具有广阔应用空间。
铝合金激光焊接技术优点除了效率很高与速度很快外,还有变形小及质量好的优势。
本文对铝合金激光焊接技术的要点进行了分析,以供参考。
关键词:铝合金;激光焊接技术;焊缝引言:铝合金材料的质量比较轻,强度很高,具有很好的耐腐蚀性和低温性能,能够在多种焊接结构的产品中发挥重要作用。
铝合金激光焊接技术十分先进,不仅能量密度与精度很高,而且适应性非常广泛,穿透性很好。
铝合金激光焊接技术可应用至多个领域,除航空航天领域和轨道车辆领域外,还有车辆工程领域。
一、铝合金激光焊在大功率激光焊机与高性能激光焊机应用之后,铝合金激光焊接技术发展速度逐渐加快,具有很好的应用前景。
铝合金激光焊接技术特点除体现在焊接热循环方面与生产效率方面外,还有焊缝成型方面和化学冶金方面。
对铝合金激光焊接而言,其优点如下:铝合金激光焊具有很小的焊接比能。
所谓焊接比能,即焊合单位表面需要用到的能量。
将激光焊焊接比能与氩弧焊焊接比能进行比较,能看出铝合金激光焊在焊接比能方面很小,具有更小的热影响区。
铝合金激光焊的焊接变形很小。
激光束经过聚焦不会出现很大光斑直径,让激光束不会产生很大作用面积,热影响区和变形都不大。
铝合金激光焊具有很高的生产效率。
其激光光斑的直径很小,具有很高的功率密度,可经受高速焊接,拥有很好的焊缝质量。
铝合金激光焊具有细小的晶粒。
激光焊接环节的焊缝具有很高的峰值温度,高温停留的时间不长,能够很快冷却,具有很大的过冷度,焊缝组织具备细小特点。
二、铝合金激光焊接技术的要点对铝合金激光焊接技术来说,此技术的热输入与变形很小,具有很高的效率与很好的质量,能够有效应用至国内制造领域。
与此同时,此技术在具体应有环节远未达到完美标准,这也是工作人员研究的要点所在。
(一)反射率方面如果激光束具有特定功率,且激光束通过光学系统的聚焦之后入射至铝合金表面,此过程将有金属等离子体出现,发生激光折射与激光偏转现象,光束在通过等离子体之后同样出现反射情况,仅很少的光束遭到等离子体吸收。
铝及铝合金激光焊接技术(Laser Welding)是近十几年来发展起来的一项新技术,与传统焊接工艺相比,它具有功能强、可靠性高、无需真空条件及效率高等特点。
其功率密度大、热输入总量低、同等热输入量熔深大、热影响区小、焊接变形小、速度高、易于工业自动化等优点,特别对热处理铝合金有较大的应用优势。
可提高加工速度并极大地降低热输入,从而可提高生产效率,改善焊接质量。
在焊接高强度大厚度铝合金时,传统的焊接方法根本不可能单道焊透,而激光深熔焊时形成大深度的匙孔,发生匙孔效应,则可以得到实现。
激光焊接铝合金有以下优点:①能量密度高,热输入低,热变形量小,熔化区和热影响区窄而熔深大;②冷却速度高而得到微细焊缝组织,接头性能良好;③与接触焊相比,激光焊不用电极,所以减少了工时和成本;④不需要电子束焊时的真空气氛,且保护气和压力可选择,被焊工件的形状不受电磁影响,不产生X射线;⑤可对密闭透明物体内部金属材料进行焊接;⑥激光可用光导纤维进行远距离的传输,从而使工艺适应性好,配合计算机和机械手,可实现焊接过程的自动化与精密控制。
现在应用的激光器主要是CO2和YAG激光器,CO2激光器功率大,对于要求大功率的厚板焊接比较适合。
但铝合金表面对CO2激光束的吸收率比较小,在焊接过程中造成大量的能量损失。
YAG激光一般功率比较小,铝合金表面对YAG激光束的吸收率相对CO2激光较大,可用光导纤维传导,适应性强,工艺安排简单等。
在焊接大厚度铝合金时,传统的焊接方法根本不可能单道焊透,而激光深熔焊时形成大深度的匙孔,发生匙孔效应,则可以得到实现。
图3为激光焊接时的小孔形状。
图4为激光深熔焊示意图。
铝及铝合金的激光焊接难点在于铝及铝合金对辐射能的吸收很弱,对CO2激光束(波长为10. 6μm)表面初始吸收率1. 7 %;对YAG 激光束(波长为1. 06μm)吸收率接近5 %。
图5为不同金属对激光的吸收率。
比较复杂,高频引弧时引起电极烧损和电弧摆动,起弧后稳定性不强,同时在电弧的高温状态下,电极迅速烧损。
铝合金门窗激光无缝焊接技术说明。
1. 引言说到铝合金门窗,大家应该都不陌生吧?它们轻便、美观,而且耐腐蚀,简直是家装界的小明星。
不过,要想让这些小明星更闪亮,焊接技术可就不能马虎了。
今天我们聊聊一种特别酷炫的焊接方式——激光无缝焊接!这技术真是让人眼前一亮,跟那些老土的焊接方式比起来,简直是天上掉下来的馅饼。
2. 激光无缝焊接的基本原理2.1 什么是激光焊接?说白了,激光焊接就是用高强度的激光束来熔化金属,形成牢固的接头。
听起来是不是有点科幻?没错,这玩意儿就是科技的产物,效率高得令人咋舌。
而且,这种焊接方式的精确度高,能让焊缝如同细线一样,简直像是在缝合一件艺术品。
2.2 无缝焊接的优势提到“无缝”,我们就要说说这项技术的好处了。
首先,无缝焊接显著提高了铝合金门窗的强度和密封性。
你想啊,门窗如果有缝,风一吹进来,保暖效果简直是没得谈了。
其次,外观上没有焊接痕迹,给人一种简洁大方的感觉,真是让家里看上去高大上!而且,焊接速度快,省时省力,简直是装修队的福音。
3. 实际应用3.1 在家居装修中的应用想象一下,你家新装的铝合金窗户,简约大气,焊接处连个缝都看不见,朋友们来家做客时,那个羡慕劲儿,嘿,简直能把人乐翻天。
这种技术在家居装修中的运用,不仅能提升家居的整体美感,还能大幅度提高门窗的使用寿命,真是给力!3.2 在工业领域的运用说到工业应用,激光无缝焊接也是大显身手。
比如,汽车行业的车身焊接,或者航空航天领域的零部件加工,激光焊接的优势再一次凸显。
高速、精确又耐用,谁不想在生产线上用上这么棒的技术呢?而且,这样一来,企业的生产效率也能蹭蹭上涨,生意兴隆,老板开心。
4. 小结总的来说,铝合金门窗的激光无缝焊接技术,真的是一个了不起的进步。
它不仅提高了门窗的质量,还为我们创造了一个更舒适的生活环境。
想要打造一个既美观又实用的家,这项技术可是你不能错过的“秘密武器”哦!所以,别再犹豫了,赶紧了解一下这项技术,让你的家装之路更加顺利吧!记住,科技的进步总是让我们的生活变得更美好,未来还会有更多惊喜等着我们,咱们一起期待吧!。
铝合金门窗激光无缝焊接技术说明。
1. 引言哎呀,大家好!今天咱们要聊的可是一个神奇的技术——铝合金门窗的激光无缝焊接技术。
别看名字长得像个超复杂的数学公式,其实它的原理比咱们看个球赛还简单。
咱们就像打开一本有趣的小说一样,慢慢道来这激光焊接的奥秘吧!2. 技术概述2.1 什么是激光无缝焊接?激光无缝焊接,听起来像是魔法对吧?其实,它就是利用高能激光束,像对准了目标的超级显微镜,把铝合金门窗的接缝处加热到熔化状态,然后再快速冷却,形成一个强大且光滑的焊接点。
这种焊接方式,不需要咱们去二次打磨,直接就能得到平整的接缝,真是省时省力,谁用谁知道!2.2 激光焊接的优势说到优势,那可真是多得数不清。
首先,这激光焊接精准得吓人,能把焊接点控制得像割瓜子似的,一点误差都没有。
其次,焊接出来的接缝不仅美观,还特别结实。
那感觉就像是它的“身上”长了个超级强的“铠甲”,坚固耐用。
再来,这技术还能减少热影响区,减少了变形的可能,简直就是门窗界的“智多星”!3. 应用场景3.1 住宅门窗咱们的家居门窗用激光焊接,就像给门窗穿上了一件“隐形的盔甲”,既美观又耐用。
无论是现代简约风还是欧式古典风,激光焊接的门窗都能完美适配。
不仅如此,它还能让门窗的接缝处看起来光滑如新,无论从哪个角度看,都觉得是高大上的品质!3.2 工业门窗工业领域对门窗的要求那可是高得很,得耐磨、耐冲击,还得抗各种恶劣天气。
激光焊接技术正是工业门窗的“黄金搭档”,它能让门窗的每一个焊接点都像铁板一样结实,确保门窗在工地上或者工厂里也能顶得住各种考验。
4. 实施步骤4.1 准备工作首先,要保证铝合金门窗的材料干净、平整,没有油污或者锈迹。
再来,得把焊接区域标记清楚,确保激光能准确照射到需要焊接的地方。
就像准备做一道美味的菜,材料要先准备好才行!4.2 激光焊接然后,激光焊接的机器就得上场啦。
把铝合金门窗放到机器上,激光束会开始工作,它会迅速而准确地将焊接区域加热到熔化状态,然后迅速冷却。
一、概述铝合金具有高比强度、高比模量和高疲劳强度,以及良好的断裂韧性和较低的裂纹扩展率,同时还具有优良的成形工艺性和良好的抗腐蚀性。
因此,被广泛应用于各种焊接结构和产品中。
传统的铝合金焊接一般采用TIG焊或MIG焊工艺,但所面临的主要问题是焊接过程中较大的热输入使铝合金板变形较大,焊接速度慢,生产效率低。
由于焊接变形大,随后的矫正工作往往浪费大量的时间,增加了制造成本,影响了生产效率和制造质量。
而激光焊接具有功率密度高、焊接热输入低、焊接热影响区小和焊接变形小等特点,使其在铝合金焊接领域受到格外的重视。
铝合金激光焊接的主要难点在于:(1)铝合金对激光束的高初始反射率及其本身的高导热性,使铝合金在未熔化前对激光的吸收率很低,“小孔”的诱导比较困难。
(2)铝的电离能低,焊接过程中光致等离子体易于过热和扩展,使得焊接稳定性差。
(3)铝合金激光焊接过程中容易产生气孔和热裂纹。
(4)焊接过程中合金元素的烧损,使铝合金焊接接头的力学性能下降。
二、铝合金激光焊接的问题及对策1.铝合金对激光的吸收率问题材料对激光的吸收率由下式决定:ε=0.365{ρ[1+β(T-20)] /λ}1/2式中ρ——铝合金20℃的直流电阻率,Ω.m;β——电阻温度系数,℃-1;T——温度,℃;λ——激光束的波长,m。
对于铝合金来说,吸收率是温度的函数。
在铝合金表面熔化、汽化前,由于铝合金对激光的高反射,吸收率将随温度的升高缓慢增加,一旦铝合金表面熔化、汽化,对激光的吸收率就会迅速增大。
为提高铝合金对激光的吸收,可以采用以下方法:(1)采取适当的表面预处理工艺表1所示为铝在原始表面(铣、车加工后) 、电解抛光、喷砂(300目砂子)及阳极氧化(氧化层厚度μm 级) 4种表面状况下对入射光束能量的吸收情况。
由此可见,阳极氧化和喷砂处理可以显著提高铝对激光束的能量吸收。
另外,砂纸打磨、表面化学浸蚀、表面镀、石墨涂层及空气炉中氧化等铝表面预处理措施对激光束的吸收是有效的。
铝激光焊的方法
铝激光焊是一种应用激光束将铝材料熔化并连接在一起的高强
度焊接技术。
以下是铝激光焊的一般步骤:
1. 准备材料:首先需要准备适当的铝材料,根据具体需求可以选择不同的铝材料,如铝合金、航空铝等。
2. 切割:使用切割设备将铝材料切割成所需尺寸。
3. 表面预处理:对于需要进行激光焊的铝表面,需要进行预处理,如打磨、抛光等,以提高表面光度、平整度和光滑度,有利于激光束的吸收和聚焦。
4. 定位和标记:在需要进行激光焊的区域上,使用激光枪或激光雷达等设备进行定位和标记,以便于正确放置焊接设备并掌握焊接位置。
5. 焊接设备设置:设置焊接设备,根据铝材料的厚度和激光功率等因素,选择合适的激光束直径、激光束形状和焊接速度等参数。
6. 焊接过程:开始激光焊接过程,根据具体需求和控制焊接参数,使激光束聚焦在铝材料上,实现熔化和连接。
7. 冷却和清理:在焊接完成后,需要进行冷却和清理,以去除未
熔化的焊接材料和多余的焊道。
铝激光焊具有较高的焊接强度和良好的加工性能,适用于许多重要的铝材料和食品加工设备等领域。
铝及铝合金激光焊接技术(Laser Welding)是近十几年来发展起来的一项新技术,与传统焊接工艺相比,它具有功能强、可靠性高、无需真空条件及效率高等特点。
其功率密度大、热输入总量低、同等热输入量熔深大、热影响区小、焊接变形小、速度高、易于工业自动化等优点,特别对热处理铝合金有较大的应用优势。
可提升加工速度并极大地降低热输入,从而可提升生产效率,改善焊接质量。
在焊接高强度大厚度铝合金时,传统的焊接方法根本不可能单道焊透,而激光深熔焊时形成大深度的匙孔,发生匙孔效应,则可以得到实现。
激光焊接铝合金有以下优点:①能量密度高,热输入低,热变形量小,熔化区和热影响区窄而熔深大;②冷却速度高而得到微细焊缝组织,接头性能优良;③与接触焊相比,激光焊不用电极,所以减少了工时和成本;④不需要电子束焊时的真空气氛,且保护气和压力可选择,被焊工件的形状不受电磁影响,不产生X射线;⑤可对密闭透明物体内部金属材料进行焊接;⑥激光可用光导纤维进行远距离的传输,从而使工艺适应性好,配合计算机和机械手,可实现焊接过程的自动化与精密控制。
现在应用的激光器主要是CO2和YAG激光器,CO2激光器功率大,关于要求大功率的厚板焊接比较合适。
但铝合金表面对CO2激光束的汲取率比较小,在焊接过程中造成大量的能量损失。
YAG激光一般功率比较小,铝合金表面对YAG激光束的汲取率相对CO2激光较大,可用光导纤维传导,适应性强,工艺安排简单等。
在焊接大厚度铝合金时,传统的焊接方法根本不可能单道焊透,而激光深熔焊时形成大深度的匙孔,发生匙孔效应,则可以得到实现。
图3为激光焊接时的小孔形状。
图4为激光深熔焊示意图。
铝及铝合金的激光焊接难点在于铝及铝合金对辐射能的汲取很弱,对CO2激光束(波长为10. 6μm)表面初始汲取率1. 7 %;对YAG 激光束(波长为1. 06μm)汲取率接近5 %。
图5为不同金属对激光的汲取率。
比较复杂,高频引弧时引起电极烧损和电弧摆动,起弧后稳定性不强,同时在电弧的高温状态下,电极迅速烧损。
铝合金激光焊接注意事项激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。
激光焊接是激光材料加工技术应用的重要方面之一。
20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
中国的激光焊接处于世界先进水平,具备了使用激光成形超过12平方米的复杂钛合金构件的技术和能力,并投入多个国产航空科研项目的原型和产品制造中。
2013年10月,中国焊接专家获得了焊接领域最高学术奖--布鲁克奖,中国激光焊接水平得到了世界的肯定。
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。
功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。
其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。
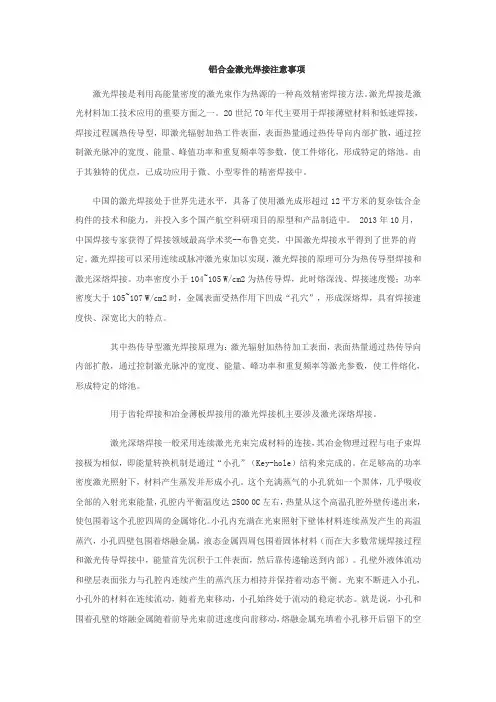
用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。
激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。
在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。
这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。
小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。

激光焊接铝合金的难点及采取的工艺措施大家好,今天我们来聊聊激光焊接铝合金的这个话题。
我们得了解一下什么是激光焊接。
激光焊接是一种利用高能激光束对金属材料进行加热,使其熔化并形成焊缝的过程。
这种方法在工业生产中非常常见,尤其是在汽车、航空、航天等领域。
那么,激光焊接铝合金有哪些难点呢?又该如何采取相应的工艺措施呢?接下来,我们就来一探究竟。
我们来说说激光焊接铝合金的难点。
其实,激光焊接铝合金并不难,关键在于掌握好一些技巧。
第一个难点就是如何保证激光的能量密度足够高。
因为铝合金的导热性能比较好,如果激光能量密度不够高,就会导致焊缝质量不高。
第二个难点是如何控制好激光的焦距。
激光的焦距对于焊缝的质量有很大影响,如果焦距不合适,就会导致焊缝过宽或者过窄。
第三个难点是如何处理好铝合金的特殊性质。
铝合金中含有大量的铝和其他杂质元素,这些元素会影响到激光的传播和聚焦,从而影响到焊缝的质量。
那么,针对这些难点,我们应该采取哪些工艺措施呢?其实,只要我们掌握了正确的方法,就可以轻松应对这些难点。
我们要保证激光的能量密度足够高。
这就需要我们在选择激光器的时候,要选择功率足够大、光束稳定性好的激光器。
我们还要根据铝合金的厚度和种类,调整好激光的能量参数。
我们要控制好激光的焦距。
这就需要我们在操作过程中,要时刻观察焊缝的情况,及时调整焦距。
我们要处理好铝合金的特殊性质。
这就需要我们在焊接前,对铝合金进行预处理,去除其中的杂质元素,提高激光的传播和聚焦效果。
激光焊接铝合金虽然有一些难点,但只要我们掌握了正确的方法,就可以轻松应对。
通过以上介绍的工艺措施,相信大家对激光焊接铝合金有了更深入的了解。
希望大家在今后的工作和生活中,能够运用所学知识,为自己的事业和生活增添一份光彩。
好了,今天的分享就到这里,谢谢大家!。
高强铝合金具有较高的比强度、比刚度,良好的耐腐蚀性能、加工性能和力学性能, 已成为航空航天、舰船等载运领域结构轻量化制造不可或缺的金属材料,其中飞机应用最多。
焊接技术在提高结构材料利用率、减轻结构重量、实现复杂及异种材料整体结构低成本制造方面独具优势,其中铝合金激光焊接技术是倍受关注的热点。
与其他焊接方法相比,激光焊接同时具有加热集中、热损伤小、焊缝深宽比大、焊接变形小等优势,焊接过程易于集成化、自动化、柔性化,可实现高速高精度焊接,特别适合复杂结构的高精度焊接。
随着材料技术的发展,各种高强高韧铝合金不断推出,尤其是第三代铝锂合金、新型高强铝合金的出现,对铝合金激光焊接技术提出了更多更高的要求,同时铝合金的多样性也带来了各种各样的激光焊接新问题,所以必须深入研究这些问题,才能更有效地拓展铝合金激光焊接结构的应用潜力。
大功率激光器激光焊接是将高强度激光辐射至金属表面,通过激光与金属间热力耦合作用使金属熔化再冷却结晶形成焊缝的技术。
根据激光焊接的热作用机制可分为热导焊和深熔焊两种,前者主要应用于精密零件的封装焊接或微纳焊接;后者在焊接过程中往往产生类似于电子束焊接的小孔效应,形成深宽比较大的焊缝。
激光深熔焊接实现需要的激光功率高,该技术目前应用于激光深熔焊接的大功率激光主要有4种类型。
1、CO2气体激光工作介质为CO2气体,输出10.6μm波长激光,按激光激发结构形式分为横流和轴流两种。
横流CO2激光输出功率虽已达150kW,但光束质量较差,不适合焊接;轴流CO2激光具有较好的光束质量,可用于对激光反射率高的铝合金焊接。
2YAG固体激光工作介质是红宝石、钕玻璃和掺钕钇铝石榴石等,输出波长为 1.06μm的激光。
YAG激光比CO2激光更易于被金属吸收,并且受等离子体影响较小,为光纤传输,焊接操作灵活,焊缝位置可达性好,是目前铝合金结构焊接的主要激光器。
3YLR光纤激光是2002年以后发展起来的新型激光器,以光纤为基质材料,掺杂不同的稀土离子,输出波长范围在1.08μm左右,也是光纤传输。