南非Sasol间接液化工艺()解析
- 格式:pptx
- 大小:637.11 KB
- 文档页数:10
煤液化技术研究一、煤炭液化在我国有很大的发展空间(一)我国的煤炭资源丰富从世界范围看,煤炭是一种储量丰富的化石能源,在一次能源中占31%。
众所周知,我国是一个富煤、少油、有气的国家。
据报道,我国煤炭的预测资源量达到5万亿t,探明资源储量约1万亿t,可采储量2000多亿t。
煤炭在中国一次能源结构中所占比例曾高达90%,目前为66%左右。
相比之下,我国油气资源贫乏,每平方公里国土面积的资源量、累计探明可采储量、剩余可采储量,都明显低于世界平均水平,石油剩余可采储量仅占世界剩余可采储量的1.8%。
(二)我国能源消耗量日趋增大随着我国国民经济的高速发展,能源消费将持续增长。
目前,我国已是世界第二大石油消耗国。
这就使我国在能源结构上对国外有很强的依赖性,据报道,我国的石油进口量已超过消费总量的40%。
而且对国外进口能源的依存度有逐年上升的趋势,这很不利于我国的进一步发展。
20世纪70年代后发生过两次石油危机,使各国普遍开始重新认识未来能源中煤炭的战略地位,制定了相应法规和政策,并明显加大了煤炭作为原料和燃料利用技术的开发力度。
这在我国更是有着特殊的意义和价值。
(三)传统煤炭能源的使用有很多弊端虽然我国的煤炭资源丰富。
但也有着一些不利因素的存在。
首先,就是环境污染问题。
烟煤型污染已经给生态环境带来严重问题。
大部分煤直接燃烧生成CO2、SO2、NO2、烟雾等,在许多地区形成“酸雨”和“温室效应”,严重污染环境,造成的经济损失每年达100亿元以上,使我国成为世界上因大气污染排放造成损失最大的国家之一。
其次,传统的工艺对煤炭能源的利用率不高,造成资源的严重浪费。
另外,我国能源分布不均,重心偏西偏北。
而经济发达区域偏南偏东。
常规能源需要长途运输才能满足需求。
煤炭的运输从某种意义上说没有液体燃料方便。
二、煤炭的液化技术(一)煤炭直接液化技术。
该技术是把煤先磨成粉,再和自身产生的液化重油(循环溶剂)配成煤浆,在高温(430℃~465℃)和高压f17MPa~30NPa)下直接加氢,将煤转化成汽油、柴油等石油产品。

煤炭液化技术概论引言:我国是一个典型的富煤贫油国家,煤炭资源探明储量远远大于石油储量。
面对国际市场油价不断攀升、世界石油储量逐渐枯竭的情况,我们应该扬长避短——充分利用中国采储量相对较大的煤炭资源,大力推进煤液化产业的成熟与发展。
所谓煤炭液化,是将煤中的有机质转化为液态产品,其目的就是活的和利用液态的碳氢化合物替代石油及其制品,来生产发动机用液体燃料和化学品。
根据加工路线的不同,通常把煤液化分为直接液化和间接液化两大类[]1。
一:煤炭直接液化技术煤炭直接液化是指通过加氢使煤中复杂的有机高分子结构直接转化为较低分子的液态燃料,转化过程是在含煤粉、溶剂和催化剂的浆液系统中进行加氢、解聚,需要较高的压力和温度。
直接液化的优点是热效率较高、液体产品收率较高;主要缺点是煤浆加氢工艺过程的总体操作条件相对苛刻。
煤直接液化技术按照过程工艺特点可分为:①煤直接催化加氢液化工艺,②煤加氢抽提液化工艺,③煤热解和氢解液化工艺,④煤油混合共加氢液化工艺。
(一):煤直接催化加氢液化工艺一般分为几段来进行,即:液相加氢段、气相加氢段和产品精制段。
在第一阶段,所谓液化加氢段中进行裂解加氢,使煤有机大分子热解生成中等奋战死的自由基碎片,随之与氢结合,获得沸点为324℃~340℃以下的产品(合成原油),同时还有O、N、S化合物的初步脱除,生成水、氨及硫化氢。
第二阶段、第三阶段,是在气相及有催化剂的固定床反应器中进行,通过预加氢装置、裂化重整装置,最后获得商品汽油和柴油为主要成分的精制产物。
在第一阶段之前通常还有一个煤浆制备阶段,目的是将细磨的煤粉和催化剂及焦油或循环油共同研磨制成煤糊,供液相加氢。
世界上现有或曾经有过的煤直接催化加氢液化工艺主要有:德国煤直接加氢液化老工艺;德国直接液化新工艺——IGOR工艺;煤氢法(H-Coal);催化两端加氢液化(CTSL)工艺;HTI工艺。
(二):煤加氢抽提液化工艺这类方法是在Pott-Broche溶剂抽提液化法基础上发展的,代表性的工艺有美国的溶剂精炼煤法、埃克森供氢溶剂法和日本NEDOL工艺。
煤炭液化技术进展能源问题和环境问题日益突出,已经逐渐成为国家发展的一个制约因素。
煤炭是支撑我国国民经济发展的重要的不可再生能源,在我国未来一次性能源消费中仍将占有主导地位,但是煤炭的开发与利用所产生的CO2与SO2排放是引起国际与国内的环境问题的主要原因之一,制约着我国煤炭工业的发展。
由此,开发与利用洁净煤技术是我国实施可持续发展战略的重要措施之一。
发展煤液化技术对减少环境污染和补偿石油资源的短缺都具有非常重要的意义。
煤炭的液化即煤变油,就是指以煤炭为原料制取汽油、柴油、液化石油气的技术。
煤的液化分直接液化和间接液化两种。
直接液化就是煤在高温高压下加氢裂解转变成油料产品;间接液化就是先对原料煤进行气化、净化后,得到一氧化碳和氢气的原料气,然后在高温、高压以及催化剂的作用下合成有关油品或化工产品。
随着国际石油价格的不断上涨及中国对石油需求的持续增长,发展“煤变油”产业势在必行。
一煤液化技术比较、分类及典型技术1.1 煤的直接液化[1]煤的直接液化法,就是以煤为原料,在高温高压条件下,通过催化加氢直接液化成烃类化合物,再通过精馏制取汽油、柴油、燃料油等成品油。
典型的煤直接液化技术是在400 ℃、150 个大气压左右将合适的煤催化加氢液化,产出的油品芳烃含量高,硫氮等杂质需要经过后续深度加氢精制才能达到目前石油产品的等级。
煤直接液化技术主要包括:(1)煤浆配制、输送和预热过程的煤浆制备单元;(2)煤在高温高压条件下进行加氢反应,生成液体产物的反应单元;(3)将反应生成的残渣、液化油、气态产物分离的分离单元;(4)稳定加氢提质单元。
[2]比较著名的直接液化工艺有: 溶剂精炼法( SRC-1, SRC-2) , 供氢溶剂法( EDS) , 氢煤法( H-Coal) , 前苏联可燃物研究所法( NTN) , 德国液化新工艺, 日澳褐煤液化, 煤与渣油联合加工法, 英国的溶剂萃取法和日本的溶剂分离法等, 它们在工艺和技术上取得了不同程度的突破。

间接液化概念间接液化是先把煤炭在高温下与氧气和水蒸气反应,使煤炭全部气化、转化成合成气(一氧化碳和氢气的混合物),然后再在催化剂的作用下合成为液体燃料的工艺技术。
间接液化首先将原料煤与氧气、水蒸汽反应将煤全部气化,制得的粗煤气经变换、脱硫、脱碳制成洁净的合成气(CO+H2),合成气在催化剂作用下发生合成反应生成烃类,烃类经进一步加工可以生产汽油、柴油和LPG等产品。
在煤炭液化的加工过程中,煤炭中含有的硫等有害元素以及无机矿物质(燃烧后转化成灰分)均可脱除,硫还可以硫磺的形态得到回收,而液体产品品质较一般石油产品更优质。
煤间接液化技术的发展煤间接液化中的合成技术是由德国科学家Frans Fischer 和Hans Tropsch 于1923首先发现的并以他们名字的第一字母即F-T命名的,简称F-T合成或费托合成。
依靠间接液化技术,不但可以从煤炭中提炼汽油、柴油、煤油等普通石油制品,而且还可以提炼出航空燃油、润滑油等高品质石油制品以及烯烃、石蜡等多种高附加值的产品。
自从Fischer和Tropsch发现在铁催化剂上可生成烃类化合物以来,费托合成技术就伴随着世界原油价格的波动以及**因素而盛衰不定。
费托合成率先在德国开始工业化应用,1934年鲁尔化学公司建成了第一座间接液化生产装置,产量为7万吨/年,到1944年,德国共有9个工厂共57万吨/年的生产能力。
在同一时期,日本、法国、中国也有多套装置建成。
二十世纪五十年代初,中东大油田的发现使间接液化技术的开发和应用陷入低潮,但南非是例外。
南非因其推行的种族隔离政策而遭到世界各国的石油禁运,促使南非下决心从根本上解决能源供应问题。
考虑到南非的煤炭质量较差,不适宜进行直接液化,经过反复论证和方案比较,最终选择了使用煤炭间接液化的方法生产石油和石油制品。
SASOL I厂于1955年开工生产,主要生产燃料和化学品。
20世纪70年代的能源危机促使SASOL建设两座更大的煤基费托装置,设计目标是生产燃料。
南非SASOL 的煤炭间接液化技术吴春来(煤炭科学研究总院北京煤化学研究所,100013)摘 要 介绍了南非SASOL 煤炭间接液化技术的发展和特色,其中开发应用的浆态床和固定流化床工艺及设备居世界领先地位,指出在借鉴或拟引进该项技术时应根据自身条件选择不同的工艺。
关键词 煤 气化 间接液化文章编号:1005-9598(2003)02-0003-04 中图分类号:TQ529 文献标识码:A1 SASOL 公司简介南非SASOL 公司,即南非煤油气公司(South African Coal,Oil and Gas Corp,简称/SASOL 0)于1950年成立。
1955年在距约翰内斯堡公司总部80km 的萨索尔堡区建成第一座由煤间接液化生产燃料油的SASOL -Ñ厂。
70年代石油危机后,于1980年和1982年又在距总部130km 的赛空达区相继建成了SASOL -Ò厂和SASOL -Ó厂。
目前三个厂年处理煤炭总计达4590万t(其中Ñ厂年处理650万t,Ò厂和Ó厂年处理3940万t),是世界上规模最大的以煤为原料生产合成油及化工产品的化工厂。
主要产品为汽油、柴油、蜡、氨、乙烯、丙烯、聚合物、醇、醛、酮等113种,总产量达760万t/a,其中油品占60%左右。
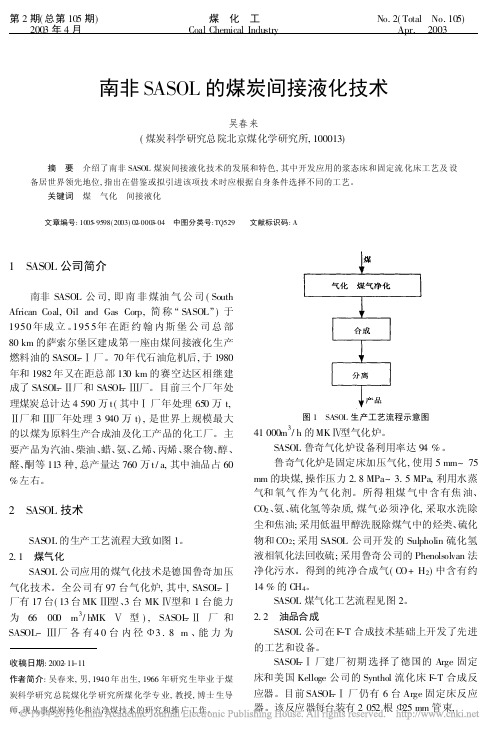
2 SASOL 技术SASOL 的生产工艺流程大致如图1。
2.1 煤气化SASOL 公司应用的煤气化技术是德国鲁奇加压气化技术。
全公司有97台气化炉,其中,SASOL -Ñ厂有17台(13台MK Ó型、3台MK Ô型和1台能力为66000m 3/hMK Õ型),SASOL -Ò厂和SASOL-Ó厂各有40台内径53.8m 、能力为收稿日期:2002-11-11作者简介:吴春来,男,1940年出生,1966年研究生毕业于煤炭科学研究总院煤化学研究所煤化学专业,教授,博士生导师,现从事煤炭转化和洁净煤技术的研究和推广工作。
煤的间接液化工艺就是先对原料煤进行气化,再做净化处理后,得到一氧化碳和氢气的原料气.然后在270C ~350C左右,2.5MPa以及催化剂的作用下合成出有关油品或化工产品。
即先将煤气化为合成气(CO+H2),合成气经脱除硫、氮和氧净化后,经水煤气反应使H2/CO比调整到合适值,再Fischer-Tropsch催化反应合成液体燃料。
典型的(Fischer-Tropsch)催化反应合成柴油工艺包括:煤的气化及煤气净化、变换和脱碳;F-T合成反应;油品加工等3个步骤。
气化装置产出的粗煤气经除尘、冷却得到净煤气,净煤气经CO宽温耐硫变换和酸性气体脱除,得到成分合格的合成气.合成气进入合成反应器,在一定温度、压力及催化剂作用下,H2和CO转化为直链烃类、水及少量的含氧有机化合物.其中油相采用常规石油炼制手段,经进一步加工得到合格的柴油。
F-T合成柴油的特点是:合成条件较温和,无论是固定床、流化床还是浆态床,反应温度均低于350℃,反应压力为2.0~3.0MPa,且转化率高。
间接液化几乎不依赖于煤种(适用于天然气及其它含碳资源),而且反应及操作条件温和。
间接法虽然流程复杂、投资较高,但对煤种要求不高,产物主要由链状烃构成,因此所获得的十六烷值很高,几乎不含硫和芳香烃。
由煤炭气化生产合成气、再经费-托合成生产合成油称之为煤炭间接液化技术。
“煤炭间接液化”法早在南非实现工业化生产。
南非也是个多煤缺油的国家,其煤炭储藏量高达553.33亿吨,储采比为247年。
煤炭占其一次能源比例为75.6%。
南非1955年起就采用煤炭气化技术和费-托法合成技术,生产汽油、煤油、柴油、合成蜡、氨、乙烯、丙烯、α-烯烃等石油和化工产品。
南非费-托合成技术现发展了现代化的Synthol浆液床反应器。
萨索尔(Sasol)公司现有二套“煤炭间接液化”装置,年生产液体烃类产品700多万吨(萨索尔堡32万吨/年、塞库达675万吨/年),其中合成油品500万吨,每年耗煤4950万吨。
第七章煤的间接液化煤液化的另一条技术路线就是间接液化,其主要思路是以煤气化生成的合成气为原料,在一定的工作条件下,利用催化剂的作用将合成气合成为液体油。
煤的间接液化技术的核心是费托合成,因此又称为FT合成法。
1923年,德国人F.Fischer和H.Trropsh发现在铁催化剂的作用下,一氧化碳和氢可以反应生成烃类液体产品,这个过程即费托合成(FT合成),如图6-17所示。
二次大战期间,基于军事的目的,德国建成了9个FT合成油厂,总产量达57万吨,此外在日本,法国和中国锦州还共有6套合成油装置,世界总生产能力超过100万吨。
20世纪50年代,随着廉价石油和天然气的供应,以上FT合成油因竞争力差而全部停产。
但南非比较例外,由于本国不产石油,而且因种族歧视而受到石油封锁,进口较难,所以南非政府为了解决液体燃料的供应,充分利用其丰富的煤炭资源,大力开发FT、合成油技术。
在1956年,由Sasol公司建成了煤间接液化制油工厂Sasol-I,其后在80年代又相继新建了Sasol-II、Sasol-III,成为迄今世界惟一一家煤炭间接液化制油生产厂。
据报道,1996年,该公司年耗煤4200万吨,生产各类油品和化工产品130多种,总产量达700万吨。
除Sasol外,许多大石油公司也以FT合成为核心的开发了许多制油工艺(MDS、ASC-21,Syntroletlm)等,但其大多是以天然气生产的合成气为原料,不能称之为煤的间接液化技术,本书在此不做介绍。
此外,还有一类煤制油技术工艺是以甲醇生产为中间过程,利用甲醇合成汽油、二甲醚等液体燃料,又称为甲醇转化油工艺MTG。
甲醇在化工领域有着广泛的应用,除制备液体燃料外,也可生产乙烯等化工原料,或是直接作为发动机燃料,且其工艺流程比较灵活,我们将在煤制备其他燃料的章节中单独介绍。
7.1 FT合成法的基本原理及工艺(1)FT合成反应FT合成反应十分灵活,可以通过控制反应条件和H2/CO比,在高选择型催化剂作用下,调整反应产物的分布。
煤间接液化技术现状与进展从煤间接液化技术的工艺原理出发,详细介绍该技术的现状,其中包括在国外和国内两方面。
分析现状,研究煤间接液化技术的进展,阐述其未来的应用方向,为我国的能源转化产业提供强有力的技术支撑。
标签:煤间接液化技术现状发展中国是一个地大物博的国家,能源种类丰富多样。
然而随着工业革命的不断发展,能源的需求量急剧增多,能源慢慢出现短缺现象,能源开展速度也逐年递减。
在这种严峻的形势下,各种不可再生资源相继被研发开展[1]。
然而,与庞大的能源消耗相比,该单一途径仍是无法解决问题。
石油在能源链中扮演着至关重要的作用,要想解决能源问题,石油应是重中之重。
据相关资料显示,我国每年的石油产量在2亿吨左右,而石油年消耗量有5亿吨。
两者之间存在严重的失衡。
针对我国富煤贫油的情况,实现煤向石油转化显得刻不容缓。
煤炭间接技术正是实现其转化的重要举措。
所以,对煤间接技术做到全面了解成为了必然要求。
一、煤间接液化技术原理通常情况下,煤液化成油有两种途径,其一是煤直接与H2反应,直接液化形成石油。
另一种就是煤气化生成合成气(CO+H2),再以合成气为原料合成液体燃料和化学品的间接液化。
由于后者在操作苛刻度上、在对煤质选择上具有更明显的优势,煤间接液化技术的应用更为常见,也被更多企业所接受。
煤的间接液化过程可以简单的分为煤的气化、费-托(F-T)合成和合成油的精炼三个步骤。
1.煤的气化是煤在高温(900℃)以上与氧、水蒸汽发生一系列反应生成一氧化碳、二氧化碳、氢和甲烷等简单分子。
反应式如下:煤热解→焦炭+焦油+水+氢气+甲烷+COx等其它气体C+O2= CO2C+1/2O2 = COC + CO2 = 2COC+ H2O = CO + H2CO + H2O = CO2 + H2CO +3H2 = CH4 + H2O气化希望得到的是CO和H2,最佳比例为1:2。
2.合成反应,又称F-T合成,F-T合成反应是一个强放热反应,主要反应式有:①生成烷烴:nCO + (2n +1 )H2 = CnH2n+2 + nH2O②生成烯烃:nCO + (2n )H2= CnH2n + nH2O还有一些副反应:③生成甲烷:CO +3H2 = CH4 + H2O④生成甲醇:CO +2H2 = CH3OH⑤生成乙醇:2CO +4H2= C2H5OH + H2O⑥积炭反应:2CO = C + CO2除了以上6个反应以外,还有生成更高碳数的醇以及醛、酮、酸、酯等含氧化合物的副反应。
间接液化工艺及其催化剂1.单一催化剂铁、钴、镍和钌(沉淀铁催化剂、熔铁型催化剂)2.复合催化剂Fe、Co、Fe-Mn等与ZSM-5分子筛混合组成的复合催化剂铁系催其化剂包括a沉淀铁催化剂:其特点是活性较小,有很好的机械强度.主要用于气流床反应器。
b熔铁型催化剂:Fe-Cu-K催化剂Fe-Mn-K催化剂Fe-Cu-K/隔离催化剂c烧结型催化剂:磁铁矿为主体,配以氧化物助剂MgO、Cr2O3、RE2O3。
南非SASOL公司工厂中固定床采用的烧结铁催化剂为Fe3O4、CuO、ZnO的均匀混合物。
d担载型催化剂:将F-T合成催化剂的话性组分浸渍在载体上形成高度分散的催化剂。
即使用高表面积的沸石分子筛作为载体,能有效地阻碍长链烃的生成,同时分子筛具有的表面酸性,能对F-T合成产物进行改性国内间接液化工艺一、F-T合成工艺(SASOL厂采用的两种工艺流程)目前最常用的F-T合成催化剂其金属主活性组分有Fe、Co、Ni 以及Ru等过渡金属。
且以Fe系催化剂为主(1) Arge固定床合成液体燃料的工艺流程原料煤经鲁奇加压气化得到的粗煤气,经过冷却净化,得到H2/CO为1.7 的净合成原料气。
新鲜合成气和循环气以1:2.3比例混合,压缩到2.45MPa送入Arge反应器。
合成气先在热交换器中被加热到150~180℃,再进入催化剂床层进行合成反应。
每个反应器装有40m3颗粒(2~5mm)沉淀铁催化剂,其组成为Fe:Cu:K2O:SiO2=100:5:5:25。
反应管外通过沸腾水产生水蒸气带走反应热。
开始反应温度为220~235℃,在操作周期末允许最高温度为245℃。
(2)Synthol气流床合成工艺流程新合成气与循环气以1:2.4比例混合,当装置新开车时,需要开工炉点火加热反应气体。
在转入正常操作后,通过与重油和循环油换热加热反应气体,使温度达到160℃后,进入反应器的水平进气管,与沉降室下来的热催化剂(熔铁型催化剂)。