LLY-B1260轮胎定型硫化机液压系统设计
- 格式:pdf
- 大小:206.47 KB
- 文档页数:3
探究液压式轮胎硫化机机械设计摘要:硫化机根据用途不同,其体积也是大小不一,小型硫化机所需空间如同一张办工桌大小,大型机犹如一座小房子。
虽然其体积不同,但硫化机执行的工艺却基本相同。
在轮胎生产工艺中,硫化是制造轮胎工艺的最后一道工序。
作为一种热压模制品,轮胎的产品外观质量、轮胎最终的均匀性以及企业的生产效率几乎全由轮胎硫化设备来决定。
因此轮胎硫化设备常被视为轮胎生产现代化水平的象征和标志,如何优化硫化工艺、改进并研发新型硫化设备一直都是人们关注的热点。
关键词:发展势头;类型;市场定位引言随着我国汽车工业和轮胎工业的发展对轮胎均匀性提出越来越高的要求,硫化机的工作精度越来越被人们所重视,液压硫化机的优越性开始得到充分的显现。
液压硫化机克服了机械式硫化机固有的弱点,吸收了机械式硫化机的优点。
一、发展势头1.1硫化机发展历程目前,液压硫化机的优越性在我国已被轮胎企业广泛认可,尤其是高等级子午胎项目倾向于选用液压硫化机趋势明显。
上世纪50年代以来我国机械式硫化机推广应用取代硫化罐是轮胎硫化的第一次飞跃,那么液压硫化机替代机械式硫化机便是轮胎硫化的第二次飞跃。
我国的液压硫化机开发工作始于20世纪60年代末,国家“八五”规划期间,将液压硫化机列入“子午胎关键设备一条龙”项目,许多橡机厂都看好这条“龙”的潜力,相继着手研制液压硫化机。
当时参与研究的厂家有五六家,但因我国轮胎工业那时尚未形成使用液压硫化机的大气候,轮胎企业基本没有直接使用经验,对液压硫化机的认识不够,加上国产液压元件也不过关,随后的十多年时间都没有形成大批量生产。
随着我国汽车工业和轮胎工业的发展对轮胎均匀性提出越来越高的要求,硫化机的工作精度越来越被人们所重视,液压硫化机的优越性开始得到充分的显现。
现我国液压硫化机被轮胎及橡机企业采用的比重逐渐增加,进入了快速产业化发展阶段。
1.2液压硫化机产业化势头液压硫化机是在机械式硫化机的基础上发展的,它克服了机械式硫化机固有的弱点,吸收了机械式硫化机的优点。
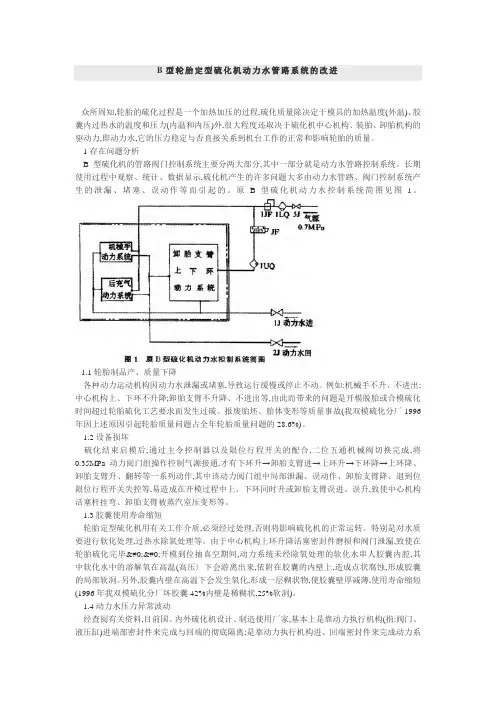
B型轮胎定型硫化机动力水管路系统的改进众所周知,轮胎的硫化过程是一个加热加压的过程,硫化质量除决定于模具的加热温度(外温)、胶囊内过热水的温度和压力(内温和内压)外,很大程度还取决于硫化机中心机构、装胎、卸胎机构的驱动力,即动力水,它的压力稳定与否直接关系到机台工作的正常和影响轮胎的质量。
1 存在问题分析B型硫化机的管路阀门控制系统主要分两大部分,其中一部分就是动力水管路控制系统。
长期使用过程中观察、统计、数据显示,硫化机产生的许多问题大多由动力水管路、阀门控制系统产生的泄漏、堵塞、误动作等而引起的。
原B型硫化机动力水控制系统简图见图1。
1.1 轮胎制品产、质量下降各种动力运动机构因动力水泄漏或堵塞,导致运行缓慢或停止不动。
例如:机械手不升、不进出;中心机构上、下环不升降;卸胎支臂不升降、不进出等,由此而带来的问题是开模脱胎或合模硫化时间超过轮胎硫化工艺要求而发生过硫、报废胎坯、胎体变形等质量事故(我双模硫化分厂1996年因上述原因引起轮胎质量问题占全年轮胎质量问题的28.6%)。
1.2 设备损坏硫化结束启模后,通过主令控制器以及限位行程开关的配合,二位五通机械阀切换完成,将0.35MPa动力阅门组操作控制气源接通,才有下环升→卸胎支臂进→上环升→下环降→上环降、卸胎支臂升、翻转等一系列动作,其中该动力阅门组中局部泄漏、误动作、卸胎支臂降、退到位限位行程开关失控等,易造成在开模过程中上、下环同时升或卸胎支臂误进、误升,致使中心机构活塞杆挂弯、卸胎支臂被蒸汽室压变形等。
1.3 胶囊使用寿命缩短轮胎定型硫化机用有关工作介质,必须经过处理,否则将影响硫化机的正常运转。
特别是对水质要进行软化处理,过热水除氧处理等。
由于中心机构上环升降活塞密封件磨损和阀门泄漏,致使在轮胎硫化完毕��开模到位抽真空期间,动力系统未经除氧处理的软化水串人胶囊内腔,其中软化水中的溶解氧在高温(高压〉下会游离出来,依附在胶囊的内壁上,造成点状腐蚀,形成胶囊的局部软洞。
1140液压硫化机液压原理的设计随着我国交通运输事业的迅速发展,高速公路不断铺设,这就对对汽车轮胎的均匀性提出了越来越高的要求,因此对硫化机的工作精度要求也随之提高。
目前我国轮胎行业广泛应用的是50年代发展起来的机械式硫化机,由于本身结构的原因,机械式硫化机存在如下问题:1. 上下热板的平行度、同轴度、机械手卡爪圆度和对下热板内孔的同轴度等精度等级低,特别是重复精度低;2. 连杆、曲柄齿轮等主要受力件上的运动副,是由铜套组成的滑动轴承,易磨损,对精度影响较大。
3. 上下模受到的合模力不均匀,对双模轮胎定型硫化机而言,两侧的受力,大于两内侧的受力;4. 合模力是在曲柄销到达下死点瞬间由各受力构件弹性变形量所决定的,而温度变化使受力构件尺寸发生变化,合模力也随之发生变化,因此,生产过程中温度的波动将造成合模力的波动。
由于机械式轮胎硫化机存在的不可克服的弱点,已不能满足由于高速公路的发展,对汽车轮胎质量要求的日益提高。
因而世界上主要轮胎公司已逐步采用液压式硫化机代替传统的机械式硫化机,这是因为液压式硫化机结构上具有如下特点:1. 机体为固定的框架式,结构紧凑,刚性良好。
虽然液压式硫化机也是双模腔,但从受力角度看,只是两台单模硫化机连结在一起,在合模力作用下,机架微小变形是以模具中心线对称的;2. 开合模时,上模部分仅作垂直上下运动,可保持很高的对中精度和重复精度;另一方面,对保持活洛模的精度也较为有利;3. 上下合模力均匀,不受工作温度影响;4. 整机重量减轻,仅为机械式硫化机的1/3;5. 由于取消了全部蜗轮减速器、大小齿轮、曲柄齿轮和连杆等运动部件和易损件,使维护保养工作量减少。
一、液压式轮胎定型硫化机的工作程序液压硫化机工作时,升降油缸带动上模沿导向柱上升,在机架内形成空腔,装胎装置转进装胎,中心机构的上下环上升,胎胚定位,装胎装置卸胎后退出,升降油缸带动上模沿导向柱下降合模,胎胚定型后合模到位,在模座下面的4个短行程加力油缸作用下,产生要求的合模力。

48 建设机械技术与管理 2023.04 1 引 言在制作混凝土预制梁的梁场,一般采用搅拌车、泵车、桁车或者龙门吊等进行混凝土运输和预制梁浇筑作业,只是这些设备对场地的占地面积要求比较高,尤其是搅拌车和泵车在梁场内通行时,转弯半径较大,需要更宽大的路面进行混凝土的逐级转运、浇筑工作,空间成本较高。
为了解决梁场运输车辆空间需求较大的问题,特别研制了一种轮胎式混凝土浇筑车,见图1。
该车辆四个车轮可以分别独立转动,可以进行原地四轮转向,可以任意角度斜行,也可以边浇筑边走行,所需要的占地空间非常小,有利于梁场更高效地利用空间,提高生产效率。
2 浇筑车基本构造轮胎式混凝土浇筑车主要结构由门架、横梁、料斗组成(见图2),两根横梁一前一后搭接在两片门架上,料斗悬挂在两根横梁之间。
每片门架设有前后两个橡胶走行轮,每个走行轮由独立的走行机构驱动,而且设有独立的回转机构。
其中门架一上布置有司机室、发电机和控制柜,门架二上布置有液压泵站。
走行机构由液压马达和减速器驱动,带有高速端制动的片式制动器。
回转机构则由回转驱动装置驱动,该装置由马达、蜗杆、回转支承和壳体等组成,带有自锁功能。
开闭斗机构则是由两只同步油缸推拉料斗下方的弧形板,控制料斗开合大小。
整机自重15t ,最大载荷25t ,料斗容量10m³,重载最大走行速度20m/min ,空载最大走行速度40 m/min ,发电机功率为35kW 。
轮胎浇筑车液压系统设计The Hydraulic System of Concrete Pouring Vehicle操建丽(武汉武桥交通装备技术有限公司,湖北 武汉 430000)摘要:轮胎式混凝土浇筑车是一种在梁场用于混凝土预制梁浇筑的特种工程车辆,可以直接运输和浇筑混凝土,占地小。
该浇筑车液压系统采用负载敏感变量泵和与负载无关的流量分配多路阀,节能效果明显。
四个走行车轮可以进行走行和转向的复合动作,实现直行、斜行、原地转向等功能。