船舶概论(第九章_建造工艺)
- 格式:ppt
- 大小:15.00 MB
- 文档页数:89

船舶建造理论与工艺完整版第一章1.造船的定义是什么?造船是为客户(私人、公司、政府等)生产产品(船舶、近海结构浮动设施等)的一门工业。
2.船舶建造过程分哪几个特定阶段?船东需求(设计任务书的确定)--初步设计(初步概念设计)--合同设计—报价投标签合同—详细设计(生产设计)--实际建造。
3.施工设计和生产设计的区别?生产设计是告诉生产者怎样造船。
施工设计是告诉生产者建造怎样的船。
现代造船:初步设计、详细设计、生产设计;传统造船:方案设计、技术设计、施工设计、完工设计。
4.船舶实际建造分哪几个阶段零部件生产、组合件生产、分段生产、船体大合拢。
5.造船企业的目标是什么?通过造船获得利润。
6.船舶的定义是什么?船舶是在水中漂浮的复杂建筑物。
7.船舶类型主要有哪些?客船、杂货船、集装箱船、散货船、滚装船、油船。
8.写出中、美、英、德、日、挪威、俄、意船级社英文缩写。
中国—CCS 美国—ABS 英国—LR 德国—GL 小日本—NK 挪威—DNV 俄国—RSU 意大利—RINA 法国-BV9.四次造船高峰:一二次分别是一二战期间,第三次是20世纪70年代中后期,第四次是21世纪初。
第二章1.什么是现代造船模式?现代造船模式的技术基础有哪些?现代造船模式可理解为统筹优化理论为指导,应用成组技术原理,以中间产品为向导,按区域组织生产,壳舾涂作业在空间上分道,时间上有序,实现设计,生产,管理一体化,均衡,连续的总装造船。
现代化造船模式的技术基础是成组技术等先进的工程技术和科学管理方法,目标是贯彻以“中间产品”为导向的建造策略,实现造船效率,质量,和安全水平的不断提高。
2.现代造船模式的内涵及基本要素是什么?现代模式的内涵:1)应用成组技术的制造原理和相似性原理,以及系统工程的统筹优化理论,是形成现代现代造船模式的理论基础。
2)应用成组技术的制造原理,建立以中间产品为导向的生产作业系统,是现代化造船模式的主要标志。
一、造船工程概论1、船舶建造工艺:释义:船舶建造工艺就是船舶建造的施工方法和建造过程,在采用现代先进科技和科学管理条件下,研究船舶建造过程及其工艺的实践和理论联系的应用科学,属制造业范畴。
内容:船体建造工艺(壳)、舾装工艺(舾)、涂装工艺(涂)、船舶下水、试航交货主要任务:a、根据现有技术条件,为造船生产制定合理的工艺方案和工艺措施,以缩短造船周期、降低生产成本、提高质量和改善生产条件。
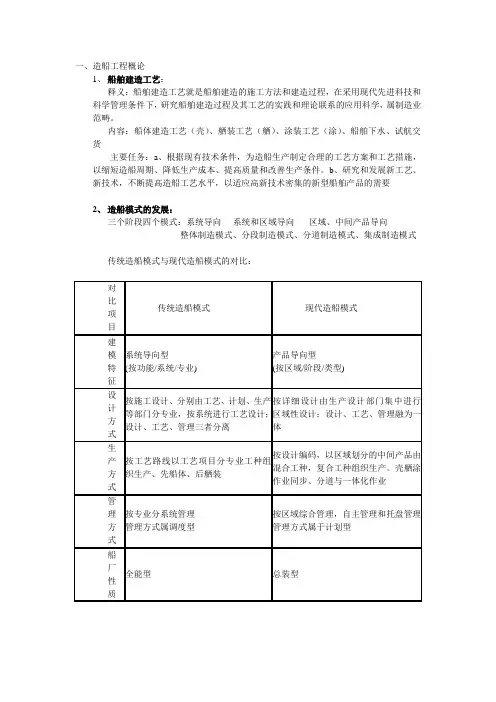
b、研究和发展新工艺、新技术,不断提高造船工艺水平,以适应高新技术密集的新型船舶产品的需要2、造船模式的发展:三个阶段四个模式:系统导向----系统和区域导向-----区域、中间产品导向整体制造模式、分段制造模式、分道制造模式、集成制造模式传统造船模式与现代造船模式的对比:现代造船模式的含义:从组织生产采取的分解原则和组合方式,所谓现代造船模式,可理解为:以统筹优化理论为指导,应用成组技术原理,以中间产品为导向,按区域组织生产,壳、舾、涂作业在空间上分道,时间上有序,实现设计、生产、管理一体化,均衡连续地总装造船成组技术:将具有相似特征或相似信息的事物按照一定的准则分类成组(族),用相同的方法进行处理,以使单件或中、小批量生产获取大批量生产的高效率的生产技术和管理技术;它贯穿于包括产品设计、生产准备、加工制造、计划管理、经济核算在内的整个生产过程。
成组技术是促成现代造船模式形成的主要技术基础之一。
理解现代造船模式的要点:应用成组技术的制造原理进行产品作业任务分解,以及应用相似性原理按作业性质(壳、舾、涂)、区域、阶段类型分类成组,必须通过生产设计加以规划。
其中按区域分类成组,建立区域造船的生产组织形式是形成现代造船模式的基础和必要条件统筹优化理论是协调现代造船生产作业体系相互关系的准则,可概括为两个“一体化”,是组织“系统”运行极为重要的一种管理思想现代造船模式是通过科学管理,特别是通过工程计划对各类中间产品在船舶尽早过程中的人员、资料、任务和信息的强化管理,以实现作业的空间分道、时间序道,逐级制造、均衡、连续地总装造船总之现代造船模式的基础是区域造船(按区域/阶段/类型组织生产);目标是以中间产品为向导,实现两个“一体化”区域造船3、超大型总段建造技术含义:并行建造,提高预舾装和预涂装率,大幅度减少船台周期,提高生产效率。
第一章造船工程概论1.船舶建造工艺的任务(1)根据现有技术条件,为造船生产制订优良的工艺方案和工艺方法,以缩短周期、降低生产成本、提高质量和改善生产条件。
(2)大力研究开发新工艺、新技术,不断提高造船工艺水平,适应社会经济发展的需要。
2.船舶建造的内容(1)船体建造:船体号料、船体构件加工、中间产品制造、船台总装(2)舾装工程:主船体和上层建筑以外的机电装置、营运设备、生活设施、各种属具和舱室装饰等。
(3)涂装作业:在船体内外表面和舾装件上,按照技术要求进行除锈和涂敷各种涂料,使金属表面与腐蚀介质隔开,达到防腐蚀处理的目的。
3.船舶制造流程:准备工作,零件加工,中间产品制造,船舶总装,船舶下水,船舶试验,交船与验收4.造船作业任务分解:将船舶建造这一工程项目划分为若干子项目的工作。
(1)系统导向型任务分解:对船舶按功能系统分解任务。
(2)中间产品导向型任务分解:将最终产品分解为若干中间产品的分类方法称为中间产品导向型任务分解。
(成组技术原理、生产作业分类、中间产品特征分类)5.造船模式的内涵和演变:造船技术的发展可以划分为三个阶段、五个有代表性的造船模式6.计算机辅助设计CAD,计算机辅助制造CAM,计算机集成制造系统CIMS,CALS7.造船生产准备工作内容:设计准备,工艺和计划准备,材料与设备,工厂设施,人员准备(1)设计准备:初步设计(意向书及技术附件、造船合同及附件),详细设计,生产设计(2)工艺和计划准备:工艺准备(准备阶段、加工制作阶段、中间产品组装阶段、船舶总装和船内舾装阶段、船舶下水阶段、码头舾装阶段、船舶试验与交船阶段)、计划准备第二章船体放样与号料1.船体放样定义:即将图纸上以一定缩尺比例绘制的设计图,放大成1:1的实尺图样(或1:10、1:5的比例图样),作为船体构件下料、加工的依据。
目的:设计图放大,将设计图上因比例限制而隐匿的型值误差和曲线(面)不光顺因素予以消除,对型线进行光顺。
焊接方案及焊接变形控制工艺编制依据:《钢质内河船船舶建造规范》2009《内河船舶法定检验技术规则》(2004)及07、08修改通报《船体建造工艺学》《船体焊缝表面质量检验标准》CB999-82 船体主要材料及技术要求:船体主要结构材料为A级钢,且为CCS认可的制造厂产品,其材质力学性能指标应符合《规范》第3.2.2.1及3.2.4.2要求。
其他构件材料为Q235。
焊工资格:参与本船焊接工作的操作者,必须持有CCS及有同等效力的资格证书,焊接人员所从事的焊接位置,不得高于资格证书中所规定的位置。
焊接设备:埋弧自动焊:ZDS-1250、ZDS-1000;半自动气保焊:KR350,KR500型CO2气保焊机;手工电弧焊:ARC400、BX3-500恒温干燥箱:ZYH系列(焊条)NZHG-Q-200(焊剂)自热式电焊条保温桶。
焊接材料及要求:焊接材料:埋焊自动焊焊接材料:a.焊丝:H08A Φ3.0mm b.焊剂:HJ431 CO2气体保护焊焊接材料:a.焊丝:H08Mn2SiAr Φ1.0 Φ1.2mm b.气体:CO2 手工电弧焊材料:电焊条:J422(3级)J427(3H级)J506(3YH 级)CCS认可。
碳弧气刨材料:碳棒Φ4mm, Φmm, Φmm焊接材料的要求:自动焊丝、气保焊丝要求表面无锈蚀、干燥、油渍。
自动焊焊剂要求干燥,使用前经250℃温度烘烤2小时。
CO2气保焊气体纯度应达到99.9%以上。
8.2.5.5.3.4手工电焊条应保证干燥、药皮涂药均匀,无脱落,焊芯无锈蚀。
碱性焊条使用前须经300-350℃烘烤2小时后方可使用。
在施工现场可配置自热式保温桶存放焊条。
焊接方法:凡板厚δ≥5mm能直接采取平台拼板工艺的焊接,均采用埋弧自动焊。
上船台装配后不能直接采用埋弧自动焊的拼板缝采取气体保护焊。
除以上两项以外的焊接均采用手工电弧焊。
8.2.5.7船体建造的焊接总程序:建造方式:部分分片、船台整体建造完毕后,船台总体安装。
船舶制造技术讲义前言蓝天白云,碧海无垠,翩翩风帆,百舸争流。
这是大江、大海带给我们的遐想。
一艘艘优美而各具个性的水之精灵——船舶,总是给我们以劈波斩浪、一往无前的豪气!当我第一次踏上RORO船时,不由自主地为他庞大的体积所震惊。
在他的怀抱里,人、车犹如蚁群迁徙,实在是太壮观了!如果这艘船是你的杰作,你该有何等的骄傲!当然,我们也有冰海沉船、江艇倾覆的痛苦与思索。
但无论是雄壮还是凄婉,我们都难免要探究,那行进在水面上的美丽“天鹅”是如何从灰扑扑、脏兮兮的“丑小鸭”——钢板、型材而变成的呢?如何避免象“TITANIC”那样的悲剧?今天的船怎样才能更快、更舒适、更安全、更经济呢?你们接触船船舶知识已有若干时间,是否认识清楚了造船到底是一个什么样的过程呢?从今天开始,我们一起来解读这个过程。
这个过程也就是我们这门课程的主干。
当然,今天我的开场白或许有着点点丝丝的矫情,在以后的学习中,你们会发现完全不是那回事!好乏味呀。
是的,过程总是比结果令人乏味,但既然是过程就总是要过,而且要好好地过,乐在其中地过。
是吧?!我们开始吧。
先认识几个同学。
本课程学习要求:1.本课程特点:教学难点:理论推导少、面宽、应用型、约定俗成广泛性灵活性实践性——存在学习难度学习难点:不符合过去的学习习惯、实际经验少2.重点讲述章节: 1、2、4、5、7、8章3.课堂要求:遵守学校规定 . “互动”4.习题要求:认真思考、积极讨论、主动提问、独立完成、按时上交5.外文参考书:《GROUP TECHNOLOGY:A FOUMDATION BETTER TOTAL COMPANY OPERSTION》 G.M.RANSON6.100个英语单词:随课给出。
第一章造船(SHIPBUILDING)工程概论讲述内容:制造工艺学的涵义及任务、造船工艺流程(FLOW)、造船模式(MODE)、造船生产机械化和自动化、造船生产准备。
讲述重点:造船工艺流程......§1-1制造工艺学概述.......1.制造工艺学的重要地位20世纪80年代初在世界范围兴起的新技术革命正方兴未艾,必将由它引发第四次工业革命。

船舶建造工艺流程简要介绍中远船务在发展船舶修理和改装主营业务基础上,以超常规跨越式发展的气魄,入主船舶制造领域,成为我国造船工业异军突起的生力军。
根据人力资源部的安排,在总部管理部门开办《船舶建造工艺流程讲座》,由于各位领导主要从事综合性或专业性管理工作,从实效性出发,本讲座不着意从技术和工艺的角度介绍船舶建造各工艺阶段的施工方式和工艺要求,而是从管理者的角度,按照“壳舾涂一体化总装造船”现代造船管理模式的要求,结合我国船厂的探索实践,介绍船舶建造在各工艺阶段的组织方式、应注意的问题,同时提供对施工状态的评价标准。
当我们对现代造船管理理念、施工组织方式及应达到的经济技术指标有了概略的了解之后,就为我们到兄弟船厂学习考察,或到下属船务公司检查指导工作,建立起一个分析、对比、评价的平台。
一、造船生产管理模式的演变由焊接代替铆接建造钢质船,造船生产经历了从传统造船向现代造船的演变,主要推动力是造船技术的发展。
传统造船分两个阶段:1、常规的船体建造和舾装阶段。
在固定的造船设施按照先安装龙骨系统、再安装肋骨框、最后装配外板系统等。
2.由于焊接技术的引进,船体实行分段建造;舾装分为两个阶段:2 分段舾装和船上舾装,即开展予舾装。
现代造船又历经以下阶段:3、由于成组技术的引进船体实行分道建造;舾装分为三个阶段:单元舾装、分段舾装和船上舾装,即开展区域舾装。
4、由于船体建造和舾装、涂装相互结合组织,实现“壳舾涂一体化总装造船”。
5、随着造船技术的不断发展,精益造船、标准造船、数字造船、绿色造船将成为船厂的努力方向。
目前国内主要船厂一般处于三级向四级过渡阶段;国内先进船厂已达到四级水平;外高桥船厂、建设中的江南长兴岛造船基地明确提出将精益造船、标准造船、数字造船、绿色造船作为发展目标。
二、现代造船生产管理模式的特征1、船体分道建造法。
根据成组技术“族制造”的原理制造船体零件、部件和分段,按工艺流程组建生产线。
2、抛弃了舾装是船体建造后续作业这一旧概念,以精确划分的区域和阶段(单元舾装、分段舾装和船上舾装)控制舾装。
船舶概论名词解释:1.垂线间长LPP:船中首、尾垂线之间的纵向距离称为间长.(P11)2.型表面:钢船船体外板的内表面称为船体型表面.(P11)3.性深D:在船长中点处由平板龙骨上缘量至上甲板横梁上缘的垂直距离.(P11)4.型宽B:在船体最宽处.沿船舶设计水线自一舷的肋骨外缘之间的最大水平距离(P11)5.吃水d:在船长中点处由平板龙骨上缘量至夏季载重水线的垂直距离,称为型吃水.(P12)6.干舷F:在船长中点处由夏季载重水线量至上甲板边缘线上缘的垂直距离.F=D-d+干舷甲板厚度(P12)7.水线面系数Cw:水线面面积Aw与船长L和型宽B的乘积之比,称为水线面系数.即:Cw=Aw/L×B(P12)8.中横剖面系数Cm:中横剖面浸水面积Am与对型宽B和型吃水d的乘积之比,称为中横剖面系数.即:Cm=Am/B×d(P12)9.方形系数:型排水体积V与船长L型宽B及型吃水d的乘积之比,称为方形系数.即CB=V/L×B×d(P12)10.纵向棱形系数CP:型排水体积V与以中横剖面面积Am为断面,长度为船长L的柱体的体积之比.即CP=V/L×Aw=CB/CW(P12)11.浮性:船舶在一定装载情况下漂浮与水面一定平衡位置的能力,称为船舶浮性.12.稳性:船舶受给定外力作用发生倾斜但不倾覆.当外力消失后能自行回复到原来平衡位置的性能,称为船舶稳性.(P19)13.储备浮力:船体设计水线以上水密体积所能提供的浮力.储备浮力通常用干舷表示,干舷越大,储备浮力越大,船体强度越好.(P22)14.空船排水量:是指船舶出厂时空船的排水量.它包括船体、机器、锅炉、设备、船员及行李的重量(P20)15.抗沉性:船舶一舱或连续数舱破舱浸水后,能保持一定的浮性和稳性的性能.称为船舶抗沉性.(P19)16.限界线:沿着船舷由舱壁甲板上表面一下76mm处绘的线,称为限界线.(P26)17.一舱不沉制:指任意一舱破舱进水后的最终平衡水线不超过限界线,且能达到抗沉性所要求的浮性和稳性的船舶(P26)18.稳心:船舶小倾角横倾前后浮力作用线交点.(P24)19.快速性:在一定的主机功率情况下,表征船舶航行速度快慢的性能,称为船舶快速性.船舶快速性分为阻力和推进两个方向.(P19)20.兴波阻力:船舶航行时兴起船行波,改变水在船体表面的压力分布而形成的首尾压差阻力,称为兴波阻力.Rw.(P28)21.耐波性:船舶在波浪上克服摇摆等运动的性能.(P19)22.转首性:表示船舶应舵转首的性能(P39)23.推进系数:船的有效功率Pe和主机功率之比,以Pc来表示.Pc=Pe/Ps.(P27)24.谐摇:船舶受到的遭遇周期等于固有横摇周期时的横摇.25.操纵性:船舶能够保持或改变航向的性能(P19)26.航向稳定性:保持原有的航向能力.(P39)27.纵骨架式:板格的长边沿船长方向,短边沿船宽方向,纵向骨材的间距小,横向衔材的间距大.(P48)28.总纵弯曲:作用在船体上的重力、浮力等而引起的船体绕水平横轴的弯曲称为总纵弯曲(P46)29.总纵强度:船体结构抵抗纵向弯曲不使整体结构遭到破坏或严重变形的能力.称为总纵强度(P47)30.横骨架式:板格的边长沿船宽方向.短边沿船长方向,横向骨材的间距小,纵向衔材的间距大.(P48)31.锚泊设备:利用抓力或自重使船舶于水面固定位置的设备.它由锚锚链锚链筒止链器起锚机械锚链管和锚链舱等组成(P88)32.船舶系统:是指船上输送液体和气体所需的管子及其附件阀件机械和仪表的总称.主要包括舱底水系统灭火系统日用水系统通风系统空气调节系统(P99)33.航海仪器:是用于确定船位和保证船舶安全航行仪器的统称,主要是航行定位仪器.主要分为航迹推算陆标定位天文定位和无线电定位(P103)34.区域造船法:以区域为基础,将船体建造舾装和涂装三种不同类型的作业相互协调和有机结合地组织生产,形成壳舾涂一体化建造技艺.35.舾装工程:造船业通常将主体船和上层建筑以外的机电装置运管设备生活设施各种属具和舱室装饰等,统称为舾装工程.(P110)36.船体建造工艺:加工制作船体构,再将它们组装成中间产品(部件分段总段),然后吊运至船台上总焊接装成船体建造工艺.简答题:1.古代船舶和近代船舶各有什么特点?答: (1)古代船舶的特点是木质船体,依靠人、畜或风帆推进,排水量小。
现代造船模式的含义:以统筹优化理论为指导,应用成组技术原理,以中间产品为导向,按区域组织生产,壳、舾、涂作业在空间上分道,时间上有序,实现设计、生产、管理一体化,均衡连续地总装造船成组技术:将具有相似特征或相似信息的事物按照一定的准则分类成组(族),用相同的方法进行处理,以使单件或中、小批量生产获取大批量生产的高效率的生产技术和管理技术;它贯穿于包括产品设计、生产准备、加工制造、计划管理、经济核算在内的整个生产过程。
成组技术是促成现代造船模式形成的主要技术基础之一。
超大型总段建造技术含义:并行建造,提高预舾装和预涂装率,大幅度减少船台周期,提高生产效率。
平地建造技术含义:围绕除船台或船坞外的平地区域为中心,以船舶或海洋工程结构物的分段/总段为单元,进行整体建造合拢和舾装工作,再通过专用拖移和滑动设备,结合半潜驳船、浮船坞等下水设施下水。
精益造船技术含义:就是追求精益求精,是企业保持持续改进、持续发展、持续提升的精神渊源。
所谓“精益”,就是要消除一切生产过程中的浪费。
零库存,零浪费,传送带式生产,不提前不拖后。
型线光顺:将型线修改为光滑,协调以及没有不应有的凹凸现象,并且无多余拐点。
肋骨型线放样定义:在理论型线放样完成的基础上,对光顺好的船体表面做肋骨剖面而获得各肋骨型线的过程船体结构线放样定义:依据肋骨型线图、外板展开图和结构图提供的信息,绘出全部船体结构的理论线展开的含义:将空间曲面摊开在平面上,并对空间曲面以及在肋骨型线图上只有投影的平面构件求实形的过程肋骨弯度定义:展开图上肋骨曲线与过其弦线的法面展开线间的最大拱度。
号料草图:可替代样板来记载,传递图样的一种信息传递方式。
机械剪切:被切割金属受剪刀挤压产生剪切变形和撕裂的过程。
水火弯板:水火弯板是指沿预定的加热线对板材进行局部线状加热,并用水跟踪冷却,使板产生局部塑性变形,从而将板材弯成所要求的曲面形状的一种弯板方法。
船体装配:将加工合格的船体零件组合成部件,分段,总段直至船体的工艺工程。
船舶建造⼯艺3.现代造船模式的概念是什么?以统筹优化理论为指导,应⽤成组技术原理,以中间产品为导向,按区域组织⽣产,壳(船体建造)、舾、涂昨夜在空间上分道,时间上有序,实现设计、⽣产、管理⼀体化,均衡、连续地总装造船。
4.理解现代造船理论的8项基本概念。
1)成组技术(Group Technology)2)中间产品(Interim Product)3)产品导向型⼯程分解(Product Work Breakdown Structure)4)船体分道建造(Hull Process Lane Construction)5)区域舾装(Zone Outfitting)6)区域涂装(Zone Painting)7)管件族制造(Pipe Piece Family Manufacturing)8)壳舾涂⼀体化(Integrated Hull Construction, Outfitting and Painting)5.造船的设计阶段划分是怎样的?我国现⾏的船舶设计阶段:初步设计、详细设计、⽣产设计6.⽣产设计要解决什么样的问题?⽣产设计解决的是”怎样造船”和”怎样合理组织造船”的问题。
7.现代造船的⽣产作业流程是怎样的?8.分道建造技术的基本特征是什么?—即如何判别是否是分道建造。
(1) 分道建造技术的基本载体是中间产品,并作为建造的⽣产单元;(2) 对各类中间产品按⼯期相同要求设计,以便平⾏作业;(3) 船体分道建造要求以相对独⽴的空间实施⼯程的管理;(4) 通过对零件、部件、分段和系统部件的相似性分析,使各个分道作业的最⼤限度相似,并实施作业的标准化和专业化;(5) 船体分道建造实⾏上下分道⼀⼀对应原则。
9.船体分道建造的配套⼯作有哪些?(1) 船体分段的合理划分(2) 推⾏精度管理(3) 分道⼯位的合理配置(4) 实施定置管理与区域管理(5) 分段制造与舾装作业同步(6) 分道建造的同步设计和同步加⼯制造10.船体型线放样的作⽤、⽅法、内容是什么?作⽤: 船体分道建造前⽣产设计的重要部分,是详细设计与⽣产设计的桥梁。