注塑模具冷却系统设计共60页
- 格式:ppt
- 大小:4.97 MB
- 文档页数:60
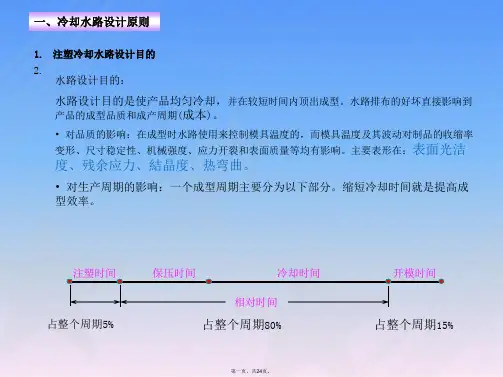
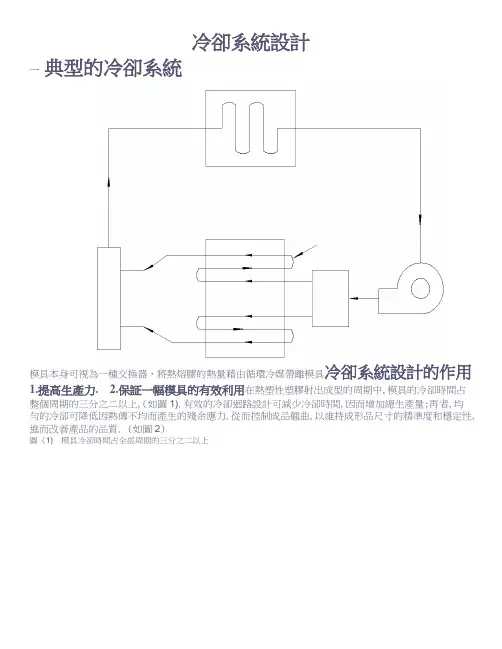
冷卻系統設計一典型的冷卻系統模具本身可視為一種交換器,將熱熔膠的熱量藉由循環冷媒帶離模具冷卻系統設計的作用 1.提高生產力. 2.保証一幅模具的有效利用在熱塑性塑膠射出成型的周期中,模具的冷卻時間占整個周期的三分之二以上,(如圖1).有效的冷卻迴路設計可減少冷卻時間,因而增加總生產量;再者,均勻的冷卻可降低因熱傳不均而產生的殘余應力.從而控制成品翹曲,以維持成形品尺寸的精準度和穩定性,進而改善產品的品質. (如圖2).圖 (1) 模具冷卻時間占全部周期的三分之二以上圖(2) 適當且有效的冷卻將增加成型品的品質和產量模具冷卻設計的目標1. 均衡冷卻(改良產品品質)2.有效冷卻(提高生產力)在模具冷卻系統的設計中,除了考量成型品的形狀,模具結構等因素外,我們可以通過決定下列變數,來達到這一目標:(1)冷卻孔道尺寸;(2)冷卻孔道位置;(3)冷卻孔道種類;(4)冷卻孔道配置和連接;(5)冷卻孔道回路總長及冷媒的流動速度;冷卻孔道尺寸設計我們廠最常用的冷卻孔道直徑有:Ø6mm, Ø8mm, Ø10mm, Ø12mm;具體設計尺寸如下圖所示:附注:(1)當D=Ø6mm,N=PT1/8”;(2)當D=Ø8mm,N=PT1/8”;(3)當D=Ø10mm,N=PT1/4”;(4)當D=Ø12mm,N=PT3/8”;(5)當H<=17mm 時,不做快接頭孔.冷卻孔道位置設計(1)要使模具有效冷卻並提高模具的熱傳導效率,就應做好冷卻通道的設計工作;根據我們廠所做的經驗要保証模具有效冷卻,其冷卻孔道深度(d)和節距(P)與孔道直徑(D)的關系如下:d 深度為D 至3DP 節距為3D 至5D冷卻孔道位置設計(2)冷卻孔道位置設計原則:(一)冷卻通道的設計和布置應與塑料制品的厚度相適應;塑料制品較厚的部位要著重冷卻. (孔道直徑)(孔道攻牙)(快速接頭孔)(水管接頭孔)冷卻通道的布置與塑料制品的厚度相適應.冷卻通道的布置與塑料制品較厚的部位著重冷卻.冷卻孔道位置設計(3)(二)冷卻通道離模壁既不能太遠也不能太近,以免影響冷卻效果和模具的強度.如下圖:(H值取11mm~13mm為最佳)冷卻孔道位置設計(4)(三)冷卻孔道離頂針,套筒,入子,斜銷的距離(P)要在5mm以上為最安全.如下圖:(P值最小為3mm)冷卻孔道設計形式(1)冷卻通道的布局,應根據塑料制品形狀及其需要冷卻溫度的要求而定.目前我們所接觸的形式有:一:直通式冷卻孔道設計形式(2)二:循環式冷卻孔道設計形式(3)三:隔板式當型腔某些區域離冷卻孔道較遠時我們常常采用隔板式設計;隔板式實際上是一條垂直鑽過主要冷卻管路的冷卻孔道,利用一檔板將冷卻管路分為兩各半圓管路.冷卻液自主要的冷卻管路流入檔板的其中一邊,在頂端轉彎至檔板另一邊,然後再流回到主要的冷卻管路.冷卻孔道設計形式(4)四:螺旋式冷卻孔道設計形式(5)三:噴流式當成品比較深時,在成品中件裝置一個噴水管,冷卻水從噴水管中噴出,分別流向周圍冷卻的成品壁.噴流式除了以一個小的套管取代擋板以外,噴流式冷卻法與隔板式相同.冷卻亦先從冷卻管路流至管的底部,然後冷卻液從頂端噴出如同噴泉一般.噴出的冷卻液順著套管外側留下,繼續流回到冷卻管路.細長工模心的最佳冷卻方式是採用噴流式.而套管的內外直徑必須調整至內外兩截面的流動阻力相等,其條件如下:內直徑/外直徑=0.5. 噴流式管路通常直接旋入公模心即可使用,(如圖C)直徑小於 mm 的管件應於末端作斜邊以增大出口的截面積,(如圖D).噴流式不僅可用於公模心的冷卻,而且亦用於無法鑽孔或研磨的平面模板部分.特殊形式當水路受成品或模具機構限制時,用此類形式.熱管因隔板式及噴流式管路的流動面積較窄,會增加流動阻力.所以設計這些裝置時必需注意尺寸的設計.隔板式及噴流式的流動與熱傳行為皆可用CAE軟體建檔及作冷卻分析.除了擋板式及噴流式,熱管(銷)為另一種選擇.熱管(銷)內部充滿流體的密閉圓柱體.此流體從模具吸熱而蒸發,然後將熱釋放給冷卻液而在凝結,(如圖E).熱管(銷)的熱傳效率約為銅管的十倍.熱管(銷)與模具間的氣泡需避免,或填充具高熱傳導性的密封劑,以確保良好的熱傳導性.假如公模心的直徑或寬度很小(小於3mm),則只有以空氣冷卻方式可行.在打開模具時,空氣從外吹入公模心內或從內部經中心的洞流入公模心,(如圖F).當然此方法無法保證可維持正確的模溫.細長公模心(小於5mm)的較佳冷卻方式為利用高熱傳導性的材料,鈹銅或銅,做嵌入物.(如圖G).此嵌入物一端被壓入公模心內,而底部(截面積越大越佳)延長至冷卻孔道.對大的公模心(大於或等於40mm),冷卻液必需確定有輸送至公模心內.可藉嵌入物使冷卻液先從中心鑽孔流道公模心頂端,再從嵌入物與公模心間之螺旋管路到模具的周邊出口,(如圖H).此種設計會使公模心的強度顯著地降低.冷卻圓柱體或圓形部分可使用雙螺旋管路,(如圖I).冷卻液從一螺旋管路流到公模心頂端再從另一螺旋管路流出.此案例因設計的因素,公模心的壁厚至少需3mm.維持紊流擔負主要冷卻任務的水路應維持紊流冷卻孔道的配置和連接在設計中,我們常利用O型環來連接不同配件間的冷卻孔道,其型號及設計標准如下:流道的冷卻澆口附近加強冷卻澆口附近加強冷卻:塑料熔體在充填型腔過程中,一般在澆口附近溫度較高;因而,應加強澆口附近的冷卻,為此,冷卻水應從澆口附近開始流向其它地方.(如下圖)入子及滑塊的冷卻滑塊與入子的冷卻:滑塊的冷卻(圖左)入子,滑塊都會使該區域的熱傳導變(因為無論是滑塊或是入子其接觸面一定會有間隙,而間隙內的空氣是熱的不良導體,會使成型時的熱量無法順利的排出模具).因此,在尺寸允許下,滑塊與入子內部盡量要設計冷卻系統.入子的冷卻(圖右)。

注塑模冷却系统设计注塑模具冷却系统设计塑料模具冷却系统的正确设计, 不仅能缩短成型周期, 提高生产效率, 而且可以满足现代工程塑料精密注射件的需要。
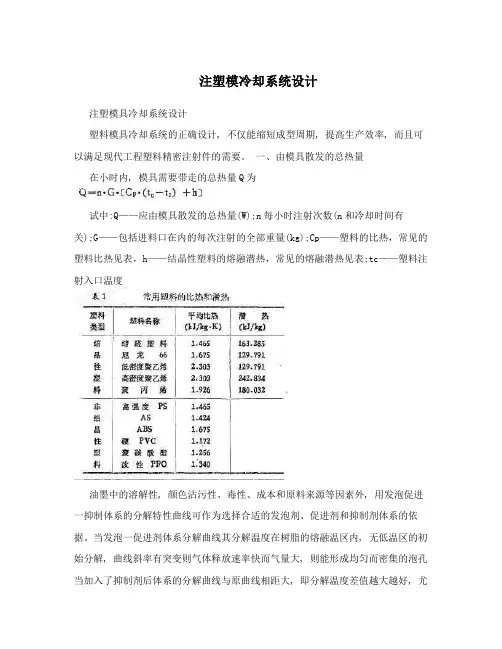
一、由模具散发的总热量在小时内, 模具需要带走的总热量Q为试中:Q——应由模具散发的总热量(W);n每小时注射次数(n和冷却时间有关);G——包括进料口在内的每次注射的全部重量(kg);Cp——塑料的比热,常见的塑料比热见表,h——结晶性塑料的熔融潜热,常见的熔融潜热见表;tc——塑料注射入口温度油墨中的溶解性, 颜色沾污性、毒性、成本和原料来源等因素外, 用发泡促进一抑制体系的分解特性曲线可作为选择合适的发泡剂、促进剂和抑制剂体系的依据。
当发泡一促进剂体系分解曲线其分解温度在树脂的熔融温区内, 无低温区的初始分解, 曲线斜率有突变则气体释放速率快而气量大, 则能形成均匀而密集的泡孔当加入了抑制剂后体系的分解曲线与原曲线相距大, 即分解温度差值越大越好, 尤其不能有低的初始分解, 并且在树脂熔融温区中释放气体量最小, 这样的体系为化学压花效果最好, 如图的曲线与不同抑制剂在压花时效果不同, 故抑制剂可控制压花过程根据体系的八分解特性曲线的分析找到了以为发泡剂, 为促进剂和为抑制剂的发泡材料的发泡促进一抑制体系, 并提出了适宜的配方和工艺, 制得了发泡材料的化学压花样品, 凹凸差约为毫米。
二、塑料制件的冷却时间塑料制件的冷却实际上在充模开始的瞬间就同时发生了。
设塑料制件壁厚中心温度到达塑料粘流态温度的最低限时塑料停止流动, 则可以得出塑料充模时间的极限流动时间式中—塑料熔体充模时的极限流动时间幻, t—塑料制件的最小壁厚,a一一塑料的热扩张系数, 常用塑料的热扩张系数见表实际上, 可以把塑料热变形温度定为模具温度的上限, 塑料粘流温度的下限定为熔体停止流动的温度, 这样, 我们可以认为塑料充模时的极限流动时间也是塑料制件冷却时间的一部分, 由于, 以后就可以认为塑料已完全充满型腔, 所以可以作以下假设:1、塑料制件侧面冷却不计, 即为一维导热。
注塑模具冷却水路设计一、冷却系统的设计原则1.均匀性原则:冷却水应能均匀地覆盖整个模具表面,保证模具各部位的冷却效果一致,避免出现局部过热或过冷的现象。
2.高效性原则:冷却水应尽可能快速地吸收模具上的热量,提高冷却速度,并迅速排出,以提高生产效率。
3.经济性原则:冷却系统的设计应尽量减少冷却水的流量和能耗,降低生产成本。
4.安全性原则:冷却系统的设计应考虑防止冷却水泄漏、烫伤操作人员等安全问题。
二、冷却水路的布置方式1.双水路布置:常用的冷却水路设计方式是双水路布置,即将进水和出水管道分开设置。
进水管道和出水管道应相对布置,使冷却水能够充分覆盖模具的表面,使冷却效果更好。
2.直线布置:冷却水路一般采用直线布置,以迅速传递模具表面的热量,提高冷却效果。
直线布置的冷却水路应尽量减少弯头和弯管,以降低水流阻力。
3.弯头布置:当模具的形状不规则或空间有限时,可以采用弯头布置的冷却水路,使冷却水能够覆盖到模具的各个部位。
但是,弯头布置会增加水流阻力,影响冷却效果,所以应尽量减少弯头的数量。
4.分级布置:对于大型模具或需要长时间注塑的产品,可以采用分级布置的冷却水路,将冷却水路分为多段,以提高冷却效果。
三、冷却水路的设计步骤1.根据产品的形状和结构,确定冷却水路的布置方式,包括进水管道和出水管道的位置和数量。
2.根据模具的尺寸和材料,计算冷却水路的长度和直径,并确定冷却水的流量和压力。
3.选择合适的冷却水路元件,如水管、弯头、分流装置等,并计算和确定它们的尺寸和数量。
4.验算冷却水路的设计是否符合要求,包括冷却水的流速、流量、冷却时间等。
5.根据模具的具体情况,设计冷却水路的进水和出水管道的接口,确保冷却水能够顺利流入和排出。
6.绘制冷却水路的详细图纸,包括冷却水路的布置、元件的尺寸和位置等。
四、注意事项1.冷却水路的布置应尽量远离模具的加热部位,避免冷却水的温度受到影响。
2.冷却水路的材料应选择耐腐蚀的材料,如不锈钢、铜等,以防止冷却水对模具的腐蚀。

第一节 注塑模具冷流道系统设计手册一、注塑模具冷流道浇注系统概述:定义:流道浇注系统是指模具中从注射机射嘴到型腔入口为止的熔体流动通道,或在此通道内冷凝的固体塑料。
流道系统分普通冷流道系统与热流道系统。
冷流道浇注系统由主流道﹑分流道﹑冷料井、浇口、流道排气槽、脱料头装置等部分组成。
冷流道浇注系统配件:法兰、唧嘴(热唧嘴)、流道板(热流道板)、钩针、拉料杆、水口边、机械手、弹料镶件、流道定位梢等。
如下图。
图1:一模出4穴的冷流道浇注系统。
从注射机喷嘴至模具模穴的熔融塑料路径称之为流道,其中,浇口套内塑料流动称之为主流道,其余部分称之为分流道,有第一级分流道、第二级分流道…。
分流道末端通向模穴的节流孔称之为浇口,在分流道不通向模穴的末端设置为冷料井。
在设计冷流道浇注系统时,要考虑: 制品的外观与装配标准要求是什么?最主要的要求是外观还是强度或是尺寸精度,找出最主要的矛盾,设计时,立足主要矛盾,同时,在不与主要矛盾发生冲突的前提下,改善其它次要矛盾,要做到进浇的均匀与顺畅。
二、冷流道浇注系统设计的基本要点:在开始设计前,需要清楚成型胶料的特性,此过程很重要,但大家都忽视,了解以下方面: 2.1)材料流动性:材料熔融指数,即材料粘度,粘度越大,表示材料流动性差;最大流长比。
2.2)材料结晶性与冷却速率:每种材料在特定模具温度下,其冷却速度是不同的,这与成型周期有关联。
一般结晶性材料冷却速度要快,成型周期适当快。
对浇口类型选择很重要。
2.3)材料的热性能:热稳定性如何;模具温度;成型温度及成型温度的范围;干燥温度等。
2.4)材料最大允许剪切速率:每种胶料都有最大允许剪切速度,超过此数据,则胶料在通过浇口时会降解,故每种都有其适合浇口型式及相应的尺寸。
2.5)材料是否有腐蚀性:PVC 、POM 及含卤型阻燃剂的材料腐蚀性较大;PPS 、PC 有轻微的 腐蚀性。
决定加工精度及加工工艺与加工成本;每种胶料有其特定排气槽的设计数据。