压装过盈量对CRH3动车组车轮轮对强度的影响分析
- 格式:pdf
- 大小:653.80 KB
- 文档页数:11
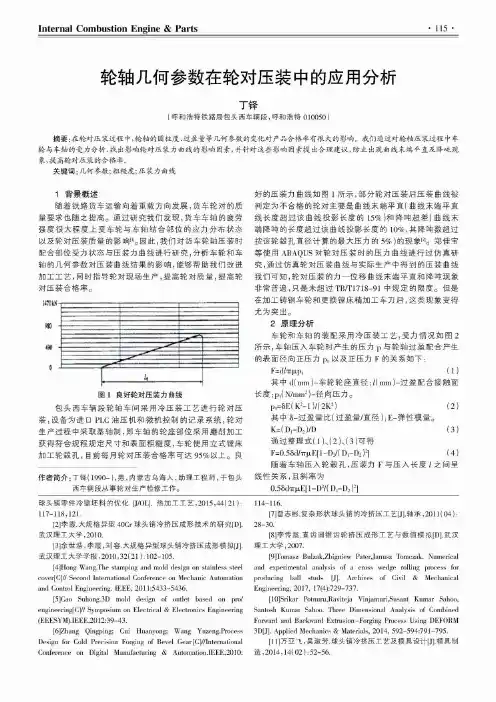
Internal Combustion Engine & Parts• 115 •轮轴几何参数在轮对压装中的应用分析丁铎(呼和浩特铁路局包头西车辆段,呼和浩特010050 )摘要:在轮对压装过程中,轮轴的圆柱度、过盈量等几何参数的变化对产品合格率有很大的影响。
我们通过对轮轴压装过程中车轮与车轴的受力分析,找出影响轮对压装力曲线的影响因素,并针对这些影响因素提出合理建议,防止出现曲线末端平直及降吨现 象,提高轮对压装的合格率。
关键词:几何参数;粗糙度;压装力曲线1背景概述随着铁路货车运输向着重载方向发展,货车轮对的质 量要求也随之提高。
通过研究我们发现,货车车轴的疲劳 强度很大程度上受车轮与车轴结合部位的应力分布状态 以及轮对压装质量的影响[|」。
因此,我们对货车轮轴压装时 配合部位受力状态与压装力曲线进行研究,分析车轮和车 轴的几何参数对压装曲线结果的影响,能够帮助我们改进 加工工艺,同时指导轮对现场生产,提高轮对质量,提高轮 对压装合格率。
包头西车辆段轮轴车间采用冷压装工艺进行轮对压 装,设备为进□ PLC 油压机和微机控制的记录系统,轮对生产过程中采取基轴制,即车轴的轮座部位采用磨削加工 获得符合规程规定尺寸和表面粗糙度,车轮使用立式镗床 加工轮毂孔,目前每月轮对压装合格率可达95%以上。
良作者简介:丁铎(1990-),男,内蒙古乌海人,助理工程师,于包头西车辆段从事轮对生产检修工作。
球头销零件冷镦坯料的优化[J /O L ].热加工工艺,2015,44(21): 117-118,121.[2」李霞.大规格异型40Cr 球头销冷挤压成形技术的研究[D 」. 武汉理工大学,2010.[3]余世浩,李霞,刘容.大规格异型球头销冷挤压成形模拟[J ]. 武汉理工大学学报,2010,32(21 ): 102-105.[4」H ong W ang.The stam ping and m old design o n stainless steel cover [C 」// Second International Conference o n M echanic A utom ation and C ontrol Engineering . IEEE , 2011:5433-5436.[5] C ao Suhong .3D m old design of outlet based on pro / engineering [C ]// Sym posium o n Electrical & Electronics Engineering (EEESYM ).IEEE ,2012:39-43.[6] Zhang Q ingping ; Cui H uanyong ; W ang Yuzeng.Process Design for Cold Precision Forging of Bevel Gear [C ]//InternationalConference o n D igital M anufacturing & A utom ation .IEEE ,2010:好的压装力曲线如图1所示,部分轮对压装后压装曲线被 判定为不合格的轮对主要是曲线末端平直(曲线末端平直线长度超过该曲线投影长度的15%)和降吨超差(曲线末 端降吨的长度超过该曲线投影长度的10%,其降吨数超过 按该轮毂孔直径计算的最大压力的5%)的现象[2]。
轮对一次压装的浅析与对策发布时间:2022-09-02T01:38:38.300Z 来源:《科学与技术》2022年4月8期(下)作者:思晓花[导读] 统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,思晓花中国铁路青藏集团有限公司青海省西宁市 810006摘要:统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,制订相应措施,使得各型轮对压装合格率明显提高。
关键词:轮对;加工;压装;粗糙度;圆柱度;过盈量。
轮对一次压装是按厂修技术标准将加工选配好的车轮、车轴经同温后利用轮对压装机过盈冷压,通过压装压力曲线来判断轮对是否压装合格。
一、轮对一次压装合格率的数据统计西宁东车辆段承担着青藏集团公司客货车轮对的组装工作,具有10种轮对的厂修资质,而现场仅有一条轮对组装流水线,承担8种客车轮对、2种货车轮对组装工作,无法同时组装客、货车轮对。
经统计2017年至2020年共计压装轮对10625条,其中客车轮对压装1508条,共计压装1637次,其一次压装合格率平均为92%;货车轮对压装共计9117条,共计压装9422次,其一次压装合格率平均为为96%。
其中RDAM96轮对的一次压装合格率,最低仅为65%。
二、轮对一次压装的过程分析由以上数据可以看出,西宁东车辆段厂轮轮对一次压装合格率偏低。
进而分析2020年度压装不合格曲线,主要有降吨、超吨、平直、轮位差(盘位差)超限及中间凹下等原因。
对轮对一次压装过程进行分析如下:1.人员素质。
由于从2016年才开始从事轮对压装工作,业务技能及经验掌握有一定差距,加之10种轮对组装之间换型频繁,导致作业人员对标准易混淆。
比如2017至2020年厂轮共计压装RDAM96轮对188条,分11次完成,平均每次17条,实际生产中最多一次压32条,最少一月仅有2条,无法对轮座、轮毂孔、盘座、盘毂孔的粗糙度、圆柱度及过盈量等因素调整到最佳配合,缺乏经验值。
高速列车轮轴过盈配合性能分析卢萍;崔大宾;王宁【摘要】根据我国新建高速铁路列车轮轴几何尺寸,建立了轮轴过盈配合三维有限元模型,计算了列车在高速运行情况下的轮轴连接性能.计算分析了不同速度下的轮轴接触压力,配合面处等效应力等,并比较了最大与最小过盈量下轮轴的配合性能.结果表明,车轮的旋转速度对轮轴的接触压力有较大影响,合理的过盈量设置既可以保证静止状态下轮轴材料不出现塑性变形,又能使列车高速行驶时有足够的接触压力传递有效转矩.【期刊名称】《机械设计与制造》【年(卷),期】2010(000)008【总页数】3页(P196-198)【关键词】高速列车;过盈配合;轮轴;接触【作者】卢萍;崔大宾;王宁【作者单位】西南科技大学土木工程与建筑学院,绵阳,621010;西南交通大学机械工程学院,成都,610031;西南科技大学土木工程与建筑学院,绵阳,621010【正文语种】中文【中图分类】TH16;U270.331 引言目前我国高速铁路正在大规模兴建,京津线已完工通车,试验阶段列车最高时速394.3km/h,正常运行最高时速达350km/h。
京沪线已与2008 年4 月18 日开始动工,预计将予2012 年投入运营,设计时速350km/h,运行时速300km/h。
随着列车速度的提高,运行安全性显得越来越重要。
疲劳裂纹是列车轮轴失效的常见形式,轮轴配合面上产生的微动磨蚀对轮座的疲劳强度影响很大,该部位产生的微裂纹对车轴的安全性起着决定性的作用[1-4]。
但轮轴采取过盈配合的连接方式,配合处的应力大小及分布情况无法通过实测得到。
轮轴过盈量对连接性能影响很大,过盈量太小,轮轴高速旋转时将发生松脱;过盈量大,压装过程中易产生材料伤损,且装配后轮轴接触应力可能超出需用范围。
目前我国轮轴过盈量的选取大多采用经验值,即控制在轮毂孔直径的(1.2~1.5)‰之间。
陈胜利[5]采用有限元方法分析了不同过盈量下的轮轴配合面上的接触应力及腹板力,研究了过盈量对装配性能的影响,但在计算中没有考虑旋转状态下离心应力对过盈量的影响。
CRH3型动车组轮对检修发布时间:2021-05-18T02:58:10.178Z 来源:《中国电业》(发电)》2021年第2期作者:庞小红苏军军刘瑞杰[导读] 易造成动车组车体配件松弛与裂纹,使滚动轴承的使用寿命缩短。
中东唐山机车车辆有限公司摘要:随着我国经济的快速发展,铁路运输网有着关键的运输作用,我国地缘辽阔,铁路运输行业已经成为中流砥柱。
动车组转向架作为整个动车组的核心部件,经常处于高强度、高密度的环境下运行,它本身不可避免的存在各种故障。
而轮对作为转向架中直接与钢轨接触的部件,受力及其复杂,因此极易出现诸如轮缘磨耗、轮径差、踏面剥离等损伤。
本文主要首先介绍了CRH3型动车组轮对基础知识概述,包括轮对的组成、轮对的结构特点以及轮对的分类等。
关键字:CRH3型动车组;轮对;检修;压第一章绪论高速动车组的运行环境和传统低速机车车辆模式的客车有较大区别,它动力更强、速度更快,极大地提高了铁路客运的效率,适合在长大距离下的高强度、高密度运行。
高速列车的走行部尤其是轮对,在静止时要承担车辆的全部重量,而在轨道上高速运行时,轮对承受着从车体、钢轨面两方面传递来的垂向力,特别是通过道岔时,由于轨面水平的突然变化,会在轮对踏面和水平突变点产生打击力,而在紧急制动时,踏面和轨面有相对挤压作用,这些合成因素容易造成踏面的擦伤与剥离,而在轮对通过弯道时,轮对轮缘还要承受较大的横向力,且高速动车组速度较快,其横向力也很大,这就容易造成轮缘的磨耗,这些损伤会产生振动和噪声,并降低旅客乘座舒适性,尤其是踏面擦伤,它造成了轮对不能圆滑滚动,产生较大的冲击力和强烈振动,易造成动车组车体配件松弛与裂纹,使滚动轴承的使用寿命缩短。
1.1 国内外研究现状日本是世界上首次开行高速动车组的国家,其在1964年东京奥运会开幕前夕,举行了世界上首条时速200km/h等级的高速铁路一东海道新干线的通车仪式,东海新干线列车为动力分散型列车,电机牵引动力分布于每节车厢每个轮对,单电机功率为200-300KW。
轮对压配合时的压装与分解发表时间:2018-08-06T14:11:57.477Z 来源:《基层建设》2018年第18期作者:黄兵亮张尧包继文[导读] 摘要:轮对是转向架的重要组成部分。
通过了解轮对压装的基本工艺的基础上,并进一步分析圆柱度,过盈量,压入速度和润滑剂等关键因素对轮对压装质量的影响。
中车兰州机车有限公司甘肃兰州 730050摘要:轮对是转向架的重要组成部分。
通过了解轮对压装的基本工艺的基础上,并进一步分析圆柱度,过盈量,压入速度和润滑剂等关键因素对轮对压装质量的影响。
通过分析关键因素的影响,有助于提高轮对压装质量,从而为转向架安全工作提供重要保障。
关键词:转向架;轮对压装;关键因素1前言轮对本身的结构并不复杂,但是由于它承担的任务多且重要,因此它的加工制造以及组装要求都非常高。
尤其是轮对的组装对于转向架的运行表现起到关键性的作用,组装稍有差错容易引发列车停车,甚至脱轨等重大事故。
通过对轮对组装过程的分析,可以更好地保证轮对正常使用,保障列车行驶安全。
2轮对压装工艺简介轮对本身结构较为简单,但是其对压装的要求却十分严格。
目前常见压装根据压装方式不同可以分为普通压装和注油压装两种方式。
其中普通压装根据压装温度不同可以分为热压装和冷压装。
热压装是将车轮内孔进行加热使其膨胀后再进行压装,其主要是针对过盈量较大的情况下使用。
热压装工艺设备一般较为复杂,一次投入成本较高,压装合格率较高,可提高车轴的使用寿命,止推试验效率低。
冷压装是直接通过压装机将车轮压到车轴上的方式,其主要是针对过盈量较小的情况下使用。
冷压装设备较为简单,一次性投入成本较低,但压装合格率一般,对操作要求较高,操作不当容易“戗轴”,对车轴寿命有一定影响,止推试验效率高。
而注油压装是在车轮上开注油孔,在压装过程中通过注入高压油,在车轮和车轴接触面之间形成一层油膜进行压装,其主要是针对车轴表面要求较高时使用。
注油压装设备较为复杂,操作难度较大,加工难度大,但压装过程允许停顿且不限时间,可以在一定范围内自由调整车轮位置。

影响轮对压装质量因素及对策发表时间:2020-12-22T08:30:34.811Z 来源:《中国电业》(发电)》2020年第19期作者:王俊杰[导读] 因此在轮对压装时研究材料对它的影响是必不可少的环境,下面就对此因素分析如下:中车铺镇车辆有限公司摘要轮对压装常见问题主要有:压装末端抖吨现象、终止压装力小于最小压装力及试制中轮对压装试制周期较长。
本文的主要要目的是通过车轴车轮材质、过盈量、压装配合表面的几何形状及粗糙度等方面分析以解决压装末端抖吨、终止压装力小于最小压装力及试制中轮对压装试制周期较长现象关键字:轮对压装 , 车轴车轮材质 ,过盈量, 轮轴锥度, 粗糙度一、轮轴材料对轮对压装的影响及对策1.1轮轴材料的影响原理及现有项目数据统计分析材料是代表轮轴加工特性、疲劳特性等,因此在轮对压装时研究材料对它的影响是必不可少的环境,下面就对此因素分析如下:不同项目轮对的材质不同,立式车床所加工的粗糙度不同,因为粗糙度是跟材料的性能及立式车床的进给量有关系的,因此不同项目所给的进给量是不一样的.上述原因为压装不合格提供了可能性,现就轮对压装问题进行理论分析:(1)单位接触面的压力P压装力F= N 因此影响压装质量的因素有一方面是动摩擦系数是与粗糙度有直接关系,因此粗糙度的值直接影响压装质量;另一方面是材料的弹性系数的大小也影响压装质量,这两方面因素都是由不同材料决定的。
现对于现场立车车轮加工时不同材料、不同项目、不同进给量、糙度、压装力统计如下:上述统计表明:①材料ER7刚性强度相对较大,加工得出的粗糙度较高。
因为影响粗糙度的原因有进给量、材料的刚度等.②同一车轮材料所匹配的轴的材料不同,所要求的粗糙度不一样,因为不同材料的摩擦粘着力不一样。
总结如下:材料为ER9车轮在分别配上EA1N及EA4T的轴时;即使轴加工后的粗糙度相差不大,但是由于轴的材料特性及加工时由于915rad/mind 转速带来的轴表面的加工硬化不同,从上表来看EA1N加工硬化程度明显要比EA4T加工硬化程度要高,因此只需要较小的粗糙度就能达到压装力范围。
考虑轮轴、盘轴过盈装配的车轴应力分析肖乾;徐红霞;李清华;黄碧坤【期刊名称】《机械强度》【年(卷),期】2014(36)1【摘要】列车车轴的强度直接关系着列车的安全、舒适和稳定,因此,准确分析车轴的应力及强度显得十分重要。
针对我国尚未制订高速列车车轴强度设计方法的现状,遵循日本JIS-E-4501规范标准中的加载方式,采用有限元软件Abaqus的非线性功能完成CRH2动车组非动力车轴的有限元分析,重点考虑了轮轴、盘轴的过盈配合量对车轴应力分布及静强度的影响。
分析结果表明:轮轴、盘轴过盈量相同,过盈量取值不大于0.30 mm时,车轴强度满足静强度要求;过盈量越大,各截面的von Mises应力越大;在轮轴、盘轴配合处的两端,存在较大的应力集中,过盈量越大,应力集中情况越明显,对车轴静强度的影响越大;轮轴、盘轴过盈量取值不同时,在过盈配合处的两端von Mises应力相互之间几乎没有影响。
【总页数】5页(P67-71)【关键词】CRH2动车组;轮轴;盘轴过盈配合;非动力车轴;应力分析【作者】肖乾;徐红霞;李清华;黄碧坤【作者单位】华东交通大学载运工具与装备教育部重点实验室【正文语种】中文【中图分类】TH117.1【相关文献】1.基于SolidWorks的CRH2轮轴过盈装配有限元分析 [J], 谢红太;谭春梅;武振锋2.接触网综合作业车轴装制动盘过盈量的分析研究 [J], 廉超;金文伟;翟财周3.车辆轮轴过盈配合装配应力的一种非线性接触有限元分析 [J], 张大鹏;罗布次仁;刘兴萍;刘丽4.机车车辆轮轴不同过盈量装配应力研究 [J], 武振锋;谢红太5.低压涡轮轴-轴盘调姿装配系统设计与研究 [J], 刘小臣;何卫东;张迎辉;姚世选;崔泽因版权原因,仅展示原文概要,查看原文内容请购买。
轮对压装过程中几个关键工艺参数的分析摘要:铁路客车轮对承受着车辆的全部载荷,并在负重的条件下沿轨道作高速运转,轮对压装作为重要工序之一,其参数直接影响着行车安全。
本文分析了轮对压装的工艺过程中的几个关键参数,阐述了压装过程中易产生的问题,分析了产生这些问题的原因。
关键词:轮对;工艺;参数轮对是铁路客车最主要的零部件之一,而轮对组装的质量是保证车辆在高速运行中安全的至关重要的环节,车轴、车轮经过几道工序的加工,最后冷压组装,轮轴的加工质量好坏直接影响到轮轴压装环节的合格与否。
通过对压装环节主要质量问题的分析,我们找到了引起这些问题的原因,并在相应生产工序中采取措施,加强了工艺管理。
1. 影响轮对一次压装合格率的因素轮轴压装合格与否是用压装曲线来判别的,所以压装曲线记录仪的灵敏度也直接影响着轮对一次压装合格率。
同时,为了保证所需的联接强度及防止轮对联接部分的应力过高,必须正确选择过盈量。
但在实践中只满足过盈量的选取值,并不能取得理想的压力曲线和终止压装力,它还受到配合表面几何形状误差等因素的制约。
1.1 轮座、轮毂孔锥度对压装合格率的影响通常,在车轮轮毂孔上加工0.04的正向锥度,车轴轮座上加工0.10的正向锥度,以保证曲线形状及终止压装力合格。
在轮对压装过程中,由于轮座、轮毂孔锥度不一致,轮轴配合表面各部位的尺寸(沿径向方向)都不相等,因而沿轴向方向每一横截面的过盈量也不相等。
如果轮座与轮毂孔圆锥度较大且方向一致时,在开始压装时,会出现压力小或没压力,而压装一定量的长度时随过盈量的增加压力迅速增大,造成曲线的长度不够。
1.2 测量误差对轮对压装合格率的影响由于外径干分尺和百分表本身的不确定度(外径千分±0.006 mm,百分表±0.O25mm),再加上选配时测量部位和测量温度及湿度的影响,对过盈量的选取值形成累积误差,不能反映轮轴尺寸的真实值,直接影响过盈量选取的准确性,导致轮对一次压装合格率下降。
影响车辆轮对组装质量的因素齐建新(河南新郑451100)关键词:铁路机车车辆工程轮对组装质量压装曲线压装曲线轮对是窄轨车辆的重要部件,其质量的好坏,直接影响到行车安全。
作为轮对生产的重要环节——轮对的组装应引起我们的高度重视。
轮对组装采用车轴和轮毂孔的过盈配合来实现,中国地方铁路《窄轨车辆检修规则》规定:轮与轴的配合过盈量为0.14—0.25mm。
利用压力组装法通过油压机的压力,将车轴的轮座压装于车轮毂中,靠金属的弹性变形的特点,采用较合理的配合过盈量,使轮对的轮毂孔做紧密的夹固接合。
其配合不产生塑性变形,不松动。
鉴于车辆轮对受力复杂,使用年限长,加之轮对在制动时闸瓦和车轮磨擦产生的高热传导的轮毂会引起轮毂孔的膨胀,轴颈运转热传导到轮座会引起轮座膨胀等情况《窄轨车辆检修规则》规定压装的最终压力按轮毂孔直径计算,每100mm最小不得低于30吨,最大不得超过50吨;压力机应同时具备压力表及自动记录仪器,保持作用良好,曲线与压力表吨数差不超过5吨;正常合格的压装曲线,在压装全过程中其压力应当是均匀增长。
由于压装力的大小及压力曲线的开头直接关系到轮对的压装质量,而影响压装力和压力曲线形状的因素又较多,现仅就实际工作中易产生的几个因素加以分析。
一、轮座与轮毂孔压旋削加工时的几个形位公差对压装力的影响。
(一)配合表面粗糙度对压装力的影响机床转速的快慢,进刀量的多少对工件表面粗糙度都有一定的影响,而在测量轮座、轮毂孔尺寸时,测点均系表面波峰值,在压装过程中,波峰值被擦平,对过盈量会产生一定的影响,使得配合的结合力减小,影响压装质量,因此在组装工艺中规定:轮毂孔加工后粗糙度为Ra1.6um,轮座的粗糙度为Ra1.6um,Ra值的过大或过小,都会导致压装过程中出现跳“吨”现象。
(二)圆锥度对压装力的影响为保证压装曲线逐渐上升,组装过程中沿轴线接触面的过盈值应相对稳定或趋于上升,过盈值的选取应以测量压装接触长度的中点的数值为宜,因此,如果轮座与轮毂孔圆锥度较大且方向一致时,在开始压装时,会出现压力小或没压力,而压装一定量的长度时随过盈量的增加压力迅速增大,造成曲线的长度不够;如果前端过盈量大,在压装开始时,压力上升迅速,末端过盈量小,不能继续“长吨”甚至出现“降吨”,同样造成压力曲线不合格。
地铁车辆轮轴拉伤问题原因分析及改善摘要本文主要针对地铁车辆轮轴压装过程中出现的轮轴拉伤问题,结合轮轴拉伤状态,通过对轮轴材质、结构、轮轴压装过程使用的工装、设备、压装曲线等方面进行分析,找出影响轮轴压装质量的因素,制定针对性的改善措施,从而避免轮轴拉伤,减少内部成本损失。
关键字地铁轮轴压装拉伤一、前言轮对是地铁车辆的重要部分,其质量的好坏直接影响到地铁的行车安全,轮轴压装作为地铁车辆制造的重要工序,应当引起我们的高度重视,目前在地铁车辆轮轴压装过程中,经常出现轮轴拉伤现象,直接导致轮轴的报废,影响了生产进度,并造成大量的成本损失。
如何降低轮轴压装报废率,提高压装质量,确保行车安全成为了重中之重。
二、问题聚焦经过对现场存在拉伤现象的轮轴状态进行确认,对轮轴材质、结构、轮轴压装过程使用的工装、设备、压装曲线等方面进行分析,找出了影响轮轴压装质量的主导因素:2.1 设备、工装问题2.1.1轮轴压装机轮轴压装机较为陈旧,且压装机长期进行压装及拆解作业,导致设备磨损较大,定位精度较低,难以保证车轴轴线与车轮轮毂内侧端面垂直度,易造成压装过程轮轴受力不均。
2.1.2压装导向套现场使用压装导向套内孔与车轴轴径间隙量过大,难以保证压装过程中车轮内孔与车轴轮座的同轴度。
2.2轮轴结构问题2.2.1车轮注油槽分析之前拉伤的车轴、车轮的拉伤位置及压装曲线,认为部分产品在压装过程中,在车轮的注油槽进入压装的交接部位产生部分曲线异常见,经对注油槽进行分析,认为在现尺寸条件下,R6圆弧与R25圆弧切点处非圆滑过渡,切点距离毂孔0.23mm的距离,由于本身过盈量就接近0.3mm,注油孔的加工也有偏差,加上装配时车轮、车轴也会有稍稍的偏差,在油压未建立前车轮油槽切点处已与车轴轮座圆柱面接触,有可能影响压装的成功率。
2.2.2车轮圆弧倒角车轮内侧面轮毂端面至毂孔原有圆弧倒角为R2,在工件上R2圆弧过小,根本无法起到导向作用。
2.3车轴加工问题车轴轮座的导向圆弧为6°X5的倒角,倒角需在精车工序进行加工,根据图纸要求倒角需要滚压,如果先进行磨削工序,之后进行滚压,可能会造成滚压之后轮座与滚压的交界出产生高点,易造成压装不良。
CRH3型动车组车轮故障原因分析及预防控制措施摘要:针对crh3型动车组一级修时车轮踏面存在的缺陷进行了统计分析,重点讨论了车轮踏面剥离原因、缺陷处理并提出了预防控制措施。
关键词:crh3型动车组;车轮故障;原因分析;缺陷处理;预防措施中图分类号:u264 文献标识码:a 文章编号:1674-7712 (2013)04-0147-02一、故障概况crh3型动车组投入运用以来,多次发生车轮踏面故障。
crh380b-6435l动车组进行一级检修时发现00车1轴轮对(轮对号:m12291)上行左侧车轮踏面存在15×7×1mm的缺陷,如图1所示。
对该故障轮对车轮进行镟修,镟修前测量轮径值为917.69mm,第一次进刀镟修完成后,轮径值为915.27mm,镟修发现该故障轮对踏面出现8处缺陷,如图2所示。
对该故障轮对车轮第二次进刀镟修,镟修后轮径值为911.97mm,但该故障轮对踏面仍有2处缺陷未消除如图3。
对该故障轮对车轮进行第三次进刀镟修,镟修后轮径值为908.97mm,还剩一处缺陷,缺陷长18mm,深不到1mm。
对该故障轮对车轮进行第四次进刀镟修,镟修后轮径值为906.86mm,至此,总共镟修了10.83mm轮径,缺陷才消除。
二、原因分析车轮踏面剥离是车辆在运用过程中出现的惯性质量问题,剥离是指车轮在运用过程中制动热作用或轮轨接触疲劳作用而在踏面圆周或部分圆周呈现出的金属掉块剥离损伤和鱼磷状或龟纹状热裂纹现象。
车轮踏面剥离可能发生在不同型号的机车车辆上,在同一车辆上不同轮对之间可能存在差别。
随着车辆向高速化方向发展,剥离现象已成为车轮失效的主要类型,车轮发生剥离后必须进行落轮旋修或打磨等处理措施,剥离严重时还需要更换轮对。
剥离还影响车辆的行车安全,使列车在运行过程中产生大的振动和冲击,轮轨接触面间发出具大噪声,影响乘客乘座舒适性,加速其它走行部件的磨耗损坏,严重时还会破坏轴承,引发燃轴事故。
基于有限元软件 Solidworks 的轮对压装过盈量优选
霍锋锋;贺妍
【期刊名称】《科技风》
【年(卷),期】2012(000)011
【摘要】外贸轮对压装过程中,压装过盈量一般由生产商在图纸要求范围内进行自由选配。
但在实际操作时,不同的过盈量会出现压装吨位无法满足图纸要求或压装吨位超出图纸要求的现象。
本文基于有限元理论建立轮对过盈配合模型,并通过动态模拟压装过程生成仿真压装曲线,为轮对过盈量的优选提供理论参考
【总页数】2页(P112-113)
【作者】霍锋锋;贺妍
【作者单位】智奇铁路设备有限公司,山西太原030032;智奇铁路设备有限公司,山西太原030032
【正文语种】中文
【相关文献】
1.热装组合式冷轧支承辊热装过盈量范围研究 [J], 董永刚;宋宏军;史卫;宋和川;张岩岩
2.压装过盈量对CRH3动车组车轮轮对强度的影响分析 [J], 柴威;王全先;孙建军;吴卫红;;;;
3.过盈量对轮轴压装过程的影响 [J], Liu Xiaodong;Zhang Jun;Ma He;Feng Quanbao
4.安装过盈量和介质压力对旋转轴唇形橡胶密封圈密封性能的影响 [J], 李苗苗;陈
蔚芳;崔惠婷;李卓
5.影响SS4型机车车轮轮箍镶装过盈量的因素及相应解决措施 [J], 赵和东
因版权原因,仅展示原文概要,查看原文内容请购买。
影响地铁轮对压装合格的因素发布时间:2022-07-28T08:53:43.528Z 来源:《福光技术》2022年16期作者:王小林赵秋[导读] 压装方法采用的是过盈配合、冷压压装。
影响压装的因素主要可分为过盈量、形位公差、粗糙度、温度、压装前清理以及压装操作的工艺完善等因素:中车南京浦镇车辆有限公司江苏南京 211800摘要:随着城市轨道交通的发展,城市轨道交通地铁车辆数量的增加,以及轮对运用磨耗及运行公里数的不断增加,轮对换轮维修生产需求数量迅速增加。
轮对压装是轮对换轮维修流程中最为关键的工序,其维修水平直接影响轮对换轮维修的质量。
地铁轮对检修是转向架厂城轨车检修的主要项目之一,其中轮对压装工序属于城轨车检修中最为关键的工序,压装质量将直接影响城轨车整体检修质量。
本文就是从影响压装质量的各种因素入手,阐述提高压装质量的方法。
关键词:提高;轮对;压装质量地铁车轮压装是转向架厂检修的关键工序,其质量直接影响段车辆日常行驶安全,关系到旅客人身安危,可以说压装质量就是重中之重。
如何提升地铁轮对压装质量?首先要找出影响压装质量的因素,之后针对影响压装质量的各个因素,逐一分析出提高质量的方法。
转向架厂负责的地铁检修项目有地铁一号线,地铁二号线,地铁十号线,由于结构原理相似,本文仅以地铁二号线进行阐述。
车间使用的压装设备为卧式液压轮轴压装机Y92-250OkN(公称压力为2500kN,压装最大轮径为900mm,最大直径为350mm,塞柱最大行程为450mm),压装方法采用的是过盈配合、冷压压装。
影响压装的因素主要可分为过盈量、形位公差、粗糙度、温度、压装前清理以及压装操作的工艺完善等因素:图1 轮对压装机1影响因素之———过盈量过盈量是影响压力曲线的重要因素,地铁二号线车轮轮毂孔与车轴轮座采用的过盈量为0.15-0.282mm,加工采用的基轴制加工方法,即轮毂孔的加工尺寸是以实际车轴轮座尺寸减去过盈量进行计算得出的。
文章编号:1002-7602(2011)04-0040-03关于动车组轮对压装曲线分析判定及建议景彪(铁道部驻太原机车车辆验收室,山西太原030009)摘要:针对动车组轮对压装出现的不合格F-S曲线,分析了EN标准动车组轮对压装F-S曲线的正确判定方法,并提出了建议。
关键词:动车组;轮对压装;F-S曲线;判定方法;建议中图分类号:U279.3+3文献标识码:B目前,国内动车组轮对的生产制造依据的是欧洲技术标准(EN13260:20095铁路应用轮对和转向架轮对产品要求6、EN13261:20095铁路应用轮对和转向架车轴产品要求6、EN13262:2004+A1:20085铁路应用轮对和转向架车轮产品要求6),通过引进、消化、创新,动车组轮对已完全实现了国产化。
在动车组轮对的验收过程中,发现一些典型的不合格压装F-S 曲线被误判为合格曲线。
压装曲线是鉴定轮对组装质量的唯一标准,压装曲线及终点压力需要符合标准要求才能确认轮轴联结程度的可靠性,而压装质量关系到动车组的行车安全。
1动车组轮对压装F-S曲线典型实例分析图1是2010年8月25日压装的一条CRH3) 380型动车轮对左侧车轮压装曲线。
图2是2010年3月19日压装的一条CRH3型拖车轮对左侧制动盘压装曲线。
上述2条曲线被误判为合格曲线进行交验。
目前动车组轮对压装曲线的判定依据是EN标准及该型轮对的压装力要求,并通过对曲线进行目测观察做出判定,而肉眼的分辨力有限,因此给出了错误的结论。
收稿日期:2010-06-18;修订日期:2011-01-29作者简介:景彪(1965-),男,高级工程师。
图1CRH3)380型动车轮对左侧车轮压装曲线图2C RH3型拖车轮对左侧制动盘压装曲线通过检查压装机电脑中存贮的Log界面(压装过程记录日志),发现图1中压装曲线的AB段降吨4516kN,降吨位移为28mm;图2中压装曲线过油槽部的B点压装力与A点压装力相同,但A B段位移为28mm,这说明过油槽25mm处没有恢复到油槽前的最大压装力。
高铁轮对压装过程中几个关键问题的分析动车轮对除了承受一定的装配力,还要承受复杂的静载荷、动载荷以及在制动时由闸瓦的摩擦产生的热应力,随着车速的提高,这种动载荷的影响会越来越大。
为提高行车安全,对轮对的制造工艺提出了很高的要求。
本文从影响轮对压装过程的几个关键问题进行研究分析,提出了轮对压装解决方案。
标签:轮对;轮;轴;压装曲线;压装动车轮对是动车组关键重要的零部件之一,而轮对的压装质量是保证车辆在安全运行过程中重要的环节。
其中车轴和车轮是轮对压装的主要零部件。
通过对车轴、车轮加工和压装前轮轴处理过程的跟踪分析,我们找到几个影响轮对压装的关键问题,并重点分析加强控制,提出了合理的压装方案。
1 影响压装的几个关键原因轮对压装质量是通过压装曲线来判定是否合格,压装曲线的判定合格要求具体为:①在轮座压入轮毂孔长度30mm范围内,必须起吨,但起始吨位不得超过车轴轮座直径公称尺寸的1.3倍;②在车轮的注油槽部位,压装力允许下降,但在下降后的25mm内压装力恢复上升,且25mm处的压力值不小于压装曲线下降前的最大压力值;③最后25mm的位移中,压装力允许下降,但压力下降值不得超过50kN。
④最终压装力及最大压装力须介于最大最小压装力之间。
影响压装曲线的的因素:主要是过盈量、轮轴压装表面的粗糙度、润滑剂的涂抹、表面形状误差、压装速度、温湿度、材料的机械性能等因素。
我们取其中关键的几点因素进行具体分析。
1.1 过盈量压装过程中车轮和车轴配合面处的應力应变状态会发生改变,在轮对的微小结构特征处如圆角、倒角和过渡圆弧等会有应力集中的现象,它是轮对微动损伤和疲劳裂纹形成的主要源头,为了保证所需要的连接强度及防止轮对联接部分应力过高,必须正确选择过盈量。
例如复兴号标准动车组的过盈量配合最小0.238mm最大0.313mm。
1.2 轮轴压装表面的粗糙度压装面的粗糙度对压装力的影响较大。
工件表面的粗糙度与加工时的刀具速度,进给量的大小有直接关系。