Y31125A型滚齿机
- 格式:doc
- 大小:39.00 KB
- 文档页数:1
数控滚齿机操作规程1、操作者必须熟悉本设备结构性能,传动原理以及加工应用程序,经考试合格取得操作证后方可独立操作。
2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。
3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”的规定。
4、操作者要随时按照“巡回检查内容”的要求对设备进行检查。
5、严格按照设备用油要求进行加油,做到润滑“五定”(定时、定点、定量、定质、定人)。
6、严禁移动或损坏机床上的警示标牌。
7、多人操作时,相互间应协调一致。
8、严禁超负荷、超规范使用设备。
9、当设备停机八小时以上,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。
10、工作前必须正确安装刀具。
(1)刀具的内孔、端面与心轴及垫圈的接触面要清洁、配合要适当。
(2)刀具规格、锥度不符不得装卡。
(3)装卡的刀具必须紧固。
11、加工扇形齿轮时必须对工作台进行平衡配重。
12、工作前根据工件材质、技术参数、刀具材料合理选择切削用量,正确编写加工程序,核对无误后方能进行试切及工件加工。
13、多工件堆积切削时,相互接触面要平整清洁,不得有铁屑等杂物。
14、在吊装(卸)工件时必须根据工件的重量和形状选用安全的吊具和方法,不得碰撞机床。
15、装卡工件要紧固牢靠,不得松动。
16、当切削不同螺旋角齿轮时,刀架转度后应紧固牢靠。
17、使用自动对刀时注意降低倍率开关档位,设备运转中禁止变速。
18、禁止使用磨钝了的刀具进行切削。
19、禁止在设备上堆放杂物、工具和附件,严禁用撞击方式进行工件找正。
20、工作中注意防止冷却液混入液压系统,防止棉纱等废弃物掉入机床内部。
21、未经许可禁止打开电控柜。
22、启动程序刚开始工作时,右手作好按程序停止按钮的准备,程序在运行当中手不能离开程序停止按钮,如有紧急情况立即按下程序停止按钮。
YKX3132、YKX3132M数控滚齿工培训教材1、YKX3132、YKX3132M数控滚齿机由重庆机床厂制造,机床的工作原理和主要用途:此机床采用了齿轮滚刀连续分齿的方法圆柱直齿轮、斜齿轮、小锥度齿轮、鼓形齿轮及花键。
此机床是高效型二轴、三轴此机床数控滚齿机。
适用于汽车、拖拉机等大比量加工齿轮的行业使用。
此机床承受重负荷强力切削和高速切削,采用高速钢涂层滚刀滚切,其切削速度可达到V 切=70-120m/ min.机床精度以精滚切齿为准,保证GB10095-2001的6-6-7级精度。
此机床结构简单、钢性好、效率高、操纵简单,具有手动操作和一次、二次方框循环。
2、YKX3132、YKX3132M数控滚齿机操作面板各按钮功能及如何使用;EDIT(或编辑)AUTO:自动MDI:手动数据输入;HNDL:手轮;JOG:手动;ZRN:机床回原点手动手轮进给倍率开关“X10”“X100”3、数控滚齿机各指令功能及使用YKX3132数控滚齿机各指令功能及使用:M03 主电机起动M54向前窜刀M05 主电机停止M10冲屑开M11冲屑关M07 冷却开M56窜刀停止M09 冷却关M02 程序结束M52外支加上升M50 工件夹紧;M53外支架下降M51工件放松YKX3132M数控滚齿机各指令功能及使用:M03 主轴起动M20 外支架下降M05 主轴停止M21外支加上升M07 冷却开M26冲屑开M09 冷却关M27冲屑关M10 工件夹紧;M89排屑开M11工件放松; M89排屑关M33向后窜刀闭M32向前窜刀M35窜刀停止M34自动窜刀M02程序结束4、如何按工艺参数及设备参数正确编制工件加工程序例:某一工件为圆柱斜齿轮,单件产品加工,产品高度50mm;齿数为40齿;机床转速要求320r/min;刀具头数为K=2头,以1.5mm/r进给量加工;切削方式为顺铣。
使用液压夹具。
程序中已知:加工起点:X轴起点为150mm,Z下轴起点为200mm; 加工终点X轴为80mm,以F400速度趋近于工件;Z轴加工终点按产品高度要求计算,串刀时间设置为每一循环后串刀10秒。
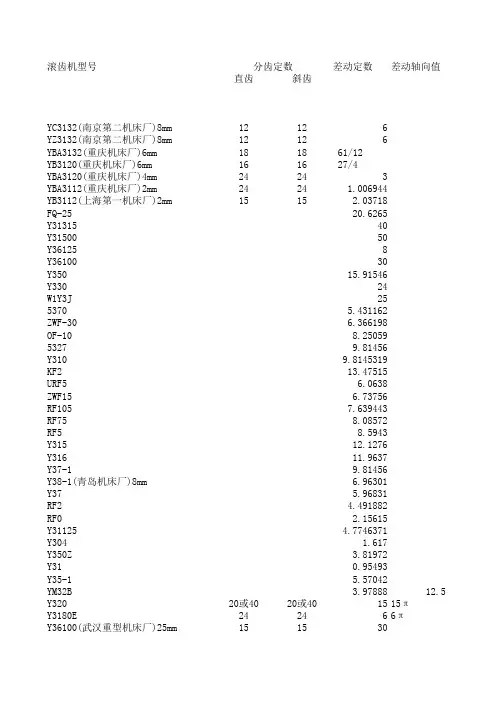
分齿定数滚齿机型号差动定数差动轴向值直齿斜齿YC3132(南京第二机床厂)8mm12126YZ3132(南京第二机床厂)8mm12126YBA3132(重庆机床厂)6mm1818 61/12YB3120(重庆机床厂)6mm1616 27/4YBA3120(重庆机床厂)4mm24243YBA3112(重庆机床厂)2mm2424 1.006944YB3112(上海第一机床厂)2mm1515 2.03718FQ-2520.6265Y3131540Y3150050Y361258Y3610030Y35015.91546Y33024W1Y3J255370 5.431162ZWF-30 6.366198OF-108.2505953279.81456Y3109.8145319KF213.47515URF5 6.0638ZWF15 6.73756RF1057.639443RF758.08572RF58.5943Y31512.1276Y31611.9637Y37-19.81456Y38-1(青岛机床厂)8mm 6.96301Y37 5.96831RF2 4.491882RF0 2.15615Y31125 4.7746371Y304 1.617Y350Z 3.81972Y310.95493Y35-1 5.57042YM32B 3.9788812.5 Y32020或4020或401515πY3180E242466πY36100(武汉重型机床厂)25mm151530Y36100(齐齐哈尔第一机床厂)24mm202025Y3663A(齐齐哈尔第一机床厂)16mm202025YMA3180(重庆机床厂)8mm24246YM3180H(重庆机床厂)10mm36369YM3150E(重庆机床厂)8mm36369YA3180(重庆机床厂)10mm24246Y3180(南京第二机床厂)10mm242499πYB3180H(重庆机床厂)10mm242499πY3180E(上海第一机床厂)10mm242499πY3180E(重庆机床厂)10mm242499πY3150E(重庆机床厂)8mm242499πYB3150E(重庆机床厂)8mm242499πY3150(上海第一机床厂)6mm24488.355615 105/4 Y32b2424 3.97888 25/2Y3824247.9577525苏联Y5322424 5.96831 75/4 YM3180H24或3624或3699πY3180H24或3624或3699πYB3120121299πY3150A242466πY3180B242466πY31125A(南京第二机床厂)16mmY31125E(重庆机床厂)16mm48481010πYM31125E(重庆机床厂)12mm48481010πYGA31125(重庆机床厂)8mm606015YM31200H(重庆机床厂)16mm24247Y31200H(重庆机床厂)20mm242410Y31200G(武汉重型机床厂)20mm202015YQ31315G(武汉重型机床厂)20mm202015YQ31315(武汉重型机床厂)24mm202015Y31315B(武汉重型机床厂)30mm404015Y31500A(武汉重型机床厂)30mm505015Y31800(武汉重型机床厂)30mm505015捷克F061212 5.96831 75/4苏联Y533015或30或6015或30或6015.2788848或24 Y3120024241010πY3131540402424πYG36121616 2.38732 15/2 RWF2卧30或1530或1512.1275838.1西德RFW16卧15153030π有差动滚齿机202095.49296300苏联有差动滚齿机1515285.8649812573/14苏联马拉特(MOPAT)161630.5577596Y35J2424 Y36082424无差动高效立式滚齿机2424无差动机构无差动机构无差动机构无差动机构无差动滚齿机2020YG3780走刀定数出处齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册1齿轮手册M6Φ500 10/3M4Φ200 3/4M8Φ800 32/9M8Φ750 32*π/125或1248*π/3125或2016*π/3125M10Φ800 32*π/125或1248*π/3125或2016*π/3125M10Φ800πM6Φ200 54*π/125M8Φ500无级M10Φ800齿轮手册π/4齿轮手册M16Φ1250π/4齿轮手册M16Φ1250齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册312/119M8Φ800M20Φ1500M20Φ2000M30Φ3150 16/15M1.5Φ125M16Φ1000M30Φ1600 3/2381/1808/540.397M1Φ80。
设 计 与 研 究29回转支承孔专用数控钻的改造设计——基于废置滚齿机谷从余1 李振东1,2 刘 保1(1.安徽环球传动科技有限公司,马鞍山 243002;2.马鞍山市润通重工科技有限公司,马鞍山 243002)摘 要:利用安徽环球传动科技有限公司一废旧滚齿机的床身,按照满足回转支承安装孔加工要求,对其他部件进行重新设计,将其改造为数控钻。
改造的数控钻床有四级运动,机械部分设计包括X轴相关机构设计、Y 轴相关结构设计、Z轴相关结构设计和主轴相关结构设计。
以X轴为例,对其滚珠丝杠参数和基本额定载荷进行了相应设计计算。
关键词:数控钻;改造设计;回转支承;滚珠丝杠Renovation Design of Special CNC Drill for Slewing Bearing Hole——Based on Waste Hobbing MachineGU Congyu1, LI Zhendong1,2, LIU Bao1(1.Anhui Huanqiu Drive Technology Co., Ltd., Ma’anshan 243002;2.Ma’anshan RuntongHeavy Industry Technology Co., Ltd., Ma’anshan 243002)Abstract: Aiming at a waste hobbing machine of Anhui Huangqiu Drive-tec Co., Ltd., its bed is used to redesign other components according to the processing requirements of slewing bearing installation holes, and it is transformed into a CNC drill. The modified CNC drilling machine has four levels of motion. The mechanical part design includes X-axis related mechanism design, Y-axis related structure design, Z-axis related structure design and main shaft related structure design. Taking the X-axis as an example, the ball screw parameters and basic load rating were designed and calculated accordingly.Key words: CNC drilling; renovation design; slewing bearing; ball screw钻孔是机械加工中不可缺少的部分。
济宁晒图厂
我厂是济宁市复制发行图纸最早的唯一国营单位。
设备齐全,技术先进,力量雄厚,图纸质量好,品种齐全,建厂30余年,职工150余人,一体化流水作业。
图纸按照GB国家新标准及国际标准整理绘制,欢迎选购。
产品图纸如下:车床类;铣床类;刨、钻床类;齿轮加工、镗床、拉床类;起重机、建工类;减速机类;粉碎设备;立窑、成球、烘干设备;别离设备;选粉振动筛设备;冷却设备;通风设备;螺旋分级机;搅拌机、搅拌槽、排液装置;矿山机械;除尘、泵类;过滤、浓缩、脱水设备;矿车机械;空气锤、剪板机、压力机;锅炉、铸造设备;塑料、化工、空压机设备;轧钢、炼钢、炼焦设备;木工机械;棉、麻机械类。
备件图册;说明书和各种资料等订购方法:
1 、来人、来电、来函告知所需图纸名称、型号、数量、通信地址、、,通过邮局或银行汇款。
2、也可将汇款凭证,我厂按即可发货。
我公司专业致力于为各厂矿企业单位及个人提供各种机械产品生产施工图纸以及技术资料。
我们本着诚信互惠互利的原那么,竭诚为广阔新老客户效劳。
并郑重承诺:所有产品质量均有保证,不会出现缺页等现象,所有产品在发货前均经过多位专业人士的检查,以保证客户收到的图纸完整无缺。
产品目录预览如下:
网店地址: /
车床类
磨床类
铣床类
刨床类
钻床类
齿轮加工、镗床类、拉床类。
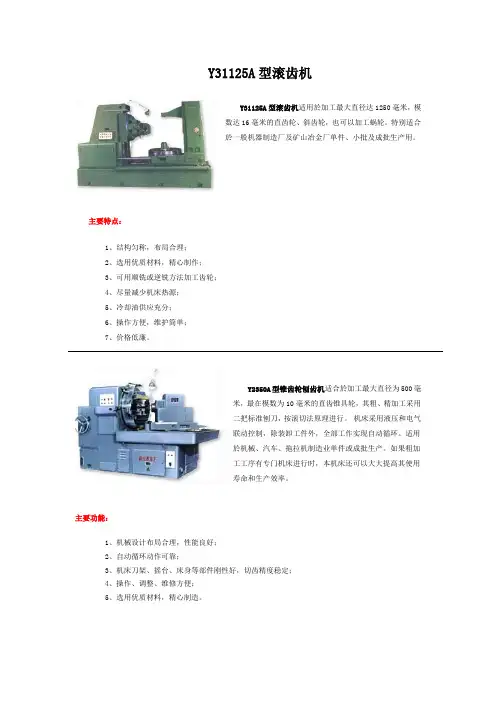
Y31125A型滚齿机
Y31125A型滚齿机适用於加工最大直径达1250毫米,模
数达16毫米的直齿轮、斜齿轮,也可以加工蜗轮。
特别适合
於一般机器制造厂及矿山冶金厂单件、小批及成批生产用。
主要特点:
1、结构匀称,布局合理;
2、选用优质材料,精心制作;
3、可用顺铣或逆铣方法加工齿轮;
4、尽量减少机床热源;
5、冷却油供应充分;
6、操作方便,维护简单;
7、价格低廉。
Y2350A型锥齿轮刨齿机适合於加工最大直径为500毫
米,最在模数为10毫米的直齿锥具轮,其粗、精加工采用
二把标准刨刀,按滚切法原理进行。
机床采用液压和电气
联动控制,除装卸工件外,全部工作实现自动循环。
适用
於机械、汽车、拖拉机制造业单件或成批生产。
如果粗加
工工序有专门机床进行时,本机床还可以大大提高其使用
寿命和生产效率。
主要功能:
1、机械设计布局合理,性能良好;
2、自动循环动作可靠;
3、机床刀架、摇台、床身等部件刚性好,切齿精度稳定;
4、操作、调整、维修方便;
5、选用优质材料,精心制造。
齿轮零件的机械加工工艺过程及进行滚齿加工用的夹具设计第一部份齿轮零件的机械加工工艺过程1、定位基准的选择在零件的加工过程中,合理的选择定位基准对保证零件的尺寸精度和位置度有着决定性的作用。
根据工件加工要求确定工件应限制的自由度数后,某一方向自由度的限制往往会有几个定位基准可选择,则提出了如何正确选择定位基准的问题。
定位基准有粗基准和精基准之分。
1.1. 粗基准的选择原则:(1)尽量选择不要求加工的表面作为粗基准.这样可使加工表面与不加工表面之间的位置误差量最小,同时还可以在一次装夹中加工出更多的表面。
(2)若零件的所有表面都要加工,应选择加工余量和公差最小的表面作为粗基准.这样可保证作为粗基准的表面在加工时,余量均匀。
(3)选择光洁、平整、面积足够大、装夹稳定的表面作为粗基准。
(4)粗基准一般只在第一到工序中用,以后应避免重复使用。
1.2.精基准的选择原则:基准重合的选择原则。
尽可能的用设计基准作为定位基准,这样可避免因定位基准与设计基准不重合而引起的定位误差,以保证加工表面与设计基准间的位置精度。
基准同一原则.一尽可能多的表面加工都用同一个定位基准,这样有利于保证各加工面之间的位置精度。
选择面积大、精度较高、安装稳定的表面作为精基准,而且所选的基准使夹具结构简单,装夹和加工方便。
综合上面的粗基准和精基准的选择原则,为使基准同一和基准重合,齿轮加工时常选内孔和端面作为精基准加工外圆和齿轮,用作精基准的端面和内孔要在一次装夹中加工出来以保证两者之间的垂直度,但是在加工大型齿轮时可用外圆作找正基准,但此时应保证内孔与外圆同轴。
所以加工本设计齿轮用齿轮外圆和端面作为粗基准,用内孔和端面作为精基准。
2.、装夹方法在加工齿轮时在滚齿机上一般用心轴装夹,滚齿心轴夹具3.、加工工艺问题(1)、基准修正齿形表面淬火后,内孔会受到影响而变形:一般的孔直径会缩小0.01-0.05mm,因此淬火后应安排精基准修正工序.修正的方法有推孔和磨孔,也可以用镗孔。
YX3120系列滚齿机修复与再制造方案杜彦斌;杨勇;王洲【摘要】针对齿轮加工企业YX3120系列滚齿机随着服役时间增加而功能丧失、精度下降的问题,提出YX3120系列滚齿机修复与再制造方案;该方案主要包括拆卸、清洗、检测与分类、零部件再加工、再装配与检测等工艺过程,并重点对床身、工作台、大立柱、小立柱及刀架组件等关键零部件实施了修复与再加工;结果表明:再制造YX3120系列滚齿机功能与性能可达到新滚齿机出厂标准,经济及社会效益显著.【期刊名称】《重庆工商大学学报(自然科学版)》【年(卷),期】2018(035)004【总页数】6页(P69-74)【关键词】滚齿机;再制造;修复;重用【作者】杜彦斌;杨勇;王洲【作者单位】重庆工商大学制造装备机构设计与控制重庆市重点实验室,重庆400067;重庆机床(集团)有限责任公司,重庆401336;重庆机床(集团)有限责任公司,重庆401336【正文语种】中文【中图分类】TH170 引言机床行业是制造业的基础与重要组成部分,为制造业提供基本生产设备;机床产品具有耐久性,回收与再制造的价值较大,是贯彻落实《中国制造2025》而制定的《绿色制造工程实施指南》等文件明确支持的再制造产品之一。
目前,机床再制造(Machine tool remanufacturing)受到国内外多个国家的重视与关注,并逐步形成一定的产业规模[1]。
美国的机床再制造产业经历了维修(Repair)、翻新(Retrofits)、数控化改造(NC rebuilding)及再制造(Remanufacturing)等发展阶段,目前约有三百多家公司可提供再制造服务[2-3]。
英国机床再制造产业的规模不大(每年约完成四百五十台),但主要集中于高附加值的机床,营业规模超过四千五百万英镑[4]。
作为制造业大国,我国的机床保有量有八百多万台,但相比于国外发达国家,在役机床装备的加工精度、可靠性等存在差距,而且多数在役机床处于超期服役状态,迫切需要实施再制造与技术升级。
滚齿机操作规程1、操作者必须熟悉本设备结构性能,经考试合格取得操作证后方可独立操作。
2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。
3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”规定。
4、操作者要随时按照“巡回检查内容”的要求对设备进行检查。
5、严格按照设备润滑图表规定进行加油,做到“五定”(定时、定点、定量、定质、定人),注油后应将油杯(池)的盖子盖好。
6、严禁超规范、超负荷使用设备。
7、停车八小时以上再开动设备时,应先低速运转五分钟,确认润滑系统畅通,各部传动正常后再开始工作。
8、工作前必须正确安装刀具:(1)刀具的内孔、端面与心轴及垫圈的接触面要清洁,配合要适当。
(2)刀具不合规格、锥度不对不得装卡。
(3)装卡的刀具必须紧固。
9、开动机床前应先启动润滑油泵。
检查各部润滑正常,指示讯号正确后才能开车。
10、加工扇形齿轮时必须进行平衡配重。
11、工作前应正确计算各挂轮架的齿轮。
挂换的齿轮要锁紧、啮合间隙要适当(一般在0.06mm 左右)。
选用的齿轮其啮合齿面应清洁,无刻痕、毛刺、油污。
挂轮箱内不得有工具和杂物12、工作前根据铣齿宽度调整好行程撞块的位置。
13、工作前应按工件材质、齿轮模数、铣刀耐用度选用合理的切削用量。
并根据加工直齿、斜齿变好差动机构离合器的脱开或接通,以防发生事故。
14、操作者不得自行调整各部间隙。
15、多工件堆积切削时,其接触面要平直清洁,不得有铁屑等杂物。
16、在吊装(卸)工件时必须根据工件的重量和形状选用安全的吊具和方法,不得碰撞机床。
17、装卡工件要紧固牢靠,不得松动。
18、当切削不同螺旋角齿轮时,刀架转度时应注意平衡或用吊车将刀架扶住,避免突然倾斜发生事故;转度后应紧固牢靠。
19、对能加工直径》© 3000的重型滚齿机必须根据工件重量按照说明书要求正确调整工作台卸荷压力,确保工作台手动运转灵活。
YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
Y3150EYM3150E 使用说明书第Ⅰ分册第1 页1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ] 内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
径向进给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:(023 )62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床操作者应充分认识到使用该机床所潜在的危险。
滚齿机作业指导书1.目的与范围:明确工作职责,确保滚齿加工的合理性、正确性及可操作性。
规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。
本文件适用于抽油机减速器齿轮的滚齿加工作业。
2.职责:指导滚齿机床操作者加工操作及设备维护、保养等工作。
3.工作流程3.1作业流程3.1.1查看当班作业计划3.1.2阅读图纸及加工工艺3.1.3按图纸领取齿轮坯3.1.4校对工量具;齿轮坯自检3.1.5加工并自检3.1.6送检3.2.基本作业:3.2.1.开机前对机床进行检查:开机前检查机床各手柄位置及传动部位是否合理,并擦拭各滑动导轨,加施润滑油,各油池、油盒、弹子油盅等按规定进行加油。
3.2.6齿坯的装夹3.2.6.1在滚齿机上安装滚齿夹具时,要擦拭干净并找正调整好。
人字齿轮滚齿夹具的定位工作端面跳动按表1对应值的2/3选取。
目前,左右旋齿轮滚齿夹具定位工作端面由外圈分离的六部组成。
工作时,这六部分要求等高并构成同一平面(滚齿定位工作端面),且其六部分作为滚齿定位工作端面时的端面跳动按表1对应值的2/3选取。
{应制作整体夹具}3.2.6.2在滚齿机上装夹齿轮坯时,应注意标记,将基面向下,使其与支承面贴合,不得垫纸和铜皮等物。
压紧前用千分表检查齿坯外圆径向跳动和基准端面跳动,其跳动公差不得大于表1所规定的数值。
压紧后需再次检查,以防压紧时产生变形。
表1mm齿轮精度等级齿轮分度圆直径≤125<125~4<4~8<8~16<16~25<25~40齿顶圆轴向、径向跳动和定位基准端面跳动公差80.020.0260.0360.05.0630.13.2.6.3齿轮轴的装夹3.2.6.3.1检查主动轴,中间轴有效定位面是否与胎具有效工作面相符。
3.2.6.3.4在滚齿机上装夹齿轮轴时,应用千分表检查齿顶圆母线与刀架垂直移动的平行度,在150mm长度内不得大于0.01mm。
表2mm模数2~5>5跳动公差齿顶园0.0.021基准轴颈0.0250.0303.2.6.4齿坯装夹压紧时,压紧力应通过支承面,不得压在悬空处,压紧力应适当。
YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
作者机构: 中国机床工具工业协会
出版物刊名: 中国对外贸易
页码: 27-27页
主题词: 硬齿面滚齿 圆柱齿轮 硬质合金滚刀 滚齿机 中国机床工具工业协会 自动工作循环圆柱斜齿轮 硬面齿轮 齿轮滚切 切向刀架
摘要: YC31125型硬齿面滚齿机是重庆机床厂研制的。
该机床按连续分度法的原理工作,能滚切圆柱直齿轮、圆柱斜齿轮、链轮和蜗轮。
由于提高了机床的结构刚性,因此能适于采用硬质合金滚刀对高硬度(HRC59)齿面齿轮滚切,可以用滚切工艺进行半精加工或精加工,以滚代磨,提高硬面齿轮的精度和生产效率。
该机床滚切圆柱齿轮时,采用逆铣法、顺铣法均可。
机床可供特殊订货的附件有:切向刀架——能机动切向进给加工蜗轮,对滚切大螺旋角的多头蜗轮或飞刀加蜗轮较方便;机动径向进给机构——加工蜗轮可实现半自动工作循环;经济型数控。
Y31125A型滚齿机
Y31125A型滚齿机适用於加工最大直径达1250毫米,模
数达16毫米的直齿轮、斜齿轮,也可以加工蜗轮。
特别适合
於一般机器制造厂及矿山冶金厂单件、小批及成批生产用。
主要特点:
1、结构匀称,布局合理;
2、选用优质材料,精心制作;
3、可用顺铣或逆铣方法加工齿轮;
4、尽量减少机床热源;
5、冷却油供应充分;
6、操作方便,维护简单;
7、价格低廉。
Y2350A型锥齿轮刨齿机适合於加工最大直径为500毫
米,最在模数为10毫米的直齿锥具轮,其粗、精加工采用
二把标准刨刀,按滚切法原理进行。
机床采用液压和电气
联动控制,除装卸工件外,全部工作实现自动循环。
适用
於机械、汽车、拖拉机制造业单件或成批生产。
如果粗加
工工序有专门机床进行时,本机床还可以大大提高其使用
寿命和生产效率。
主要功能:
1、机械设计布局合理,性能良好;
2、自动循环动作可靠;
3、机床刀架、摇台、床身等部件刚性好,切齿精度稳定;
4、操作、调整、维修方便;
5、选用优质材料,精心制造。