镁合金焊接技术总结
- 格式:docx
- 大小:20.81 KB
- 文档页数:5

科技成果——镁合金先进焊接技术主要研究内容
镁合金重量轻,有较高的比强度和比弹性模量,良好的降噪音和减震性能,得到了越来越广泛的应用。
但镁合金具有熔点低、线膨胀系数及导热系数高等特点,导致镁合金在焊接过程中容易出现氧化燃烧、裂纹及热影响区过宽等问题,难以获得与母材性能匹配的焊接接头。
几年来对各类镁合金的焊接工艺进行了系统研究,主要采用的焊接方法有搅拌摩擦焊接、氩气保护电弧焊接和电阻点焊。
研究了搅拌摩擦焊的温度场分布、接头的塑性流动、弧焊时的缺陷产生原因及消除措施、接头组织与性能等基础问题。
飞机发动机镁合金构件焊接及修补照片
列车用镁合金构件照片
主要成果及应用
该技术已经在飞机发动机厚板焊接与修补、轻量化列车卧铺车厢构件焊接中得到应用,接头强度超过母材的90%,除交通领域外,还可在自行车、家电等行业推广应用。
焊接工艺的镁合金焊接技术要点镁合金是一种重要的结构材料,在航空航天、汽车、电子等领域有着广泛的应用。
然而,镁合金的高活性和低熔点给其焊接过程带来了一定的挑战。
为了实现镁合金的可焊接性,提高焊接接头的强度和可靠性,必须掌握镁合金的焊接技术要点。
本文将介绍镁合金焊接的关键技术和注意事项。
一、镁合金焊接方法1. 氩弧焊(TIG焊)氩弧焊是一种常用的镁合金焊接方法。
在氩气保护下,通过高温电弧将金属材料加热到熔化状态,使其与填充材料相结合。
氩弧焊可以实现高质量的焊缝和卓越的机械性能。
然而,由于镁合金的氧化性质,氩弧焊时必须使用镁合金专用的推杆以及预先清洁和除氧的材料。
2. 激光焊接激光焊接是一种高效、精确的焊接方法,特别适合焊接镁合金。
激光束的高能密度可以在短时间内完成焊接过程,并实现熔化区域的快速凝固。
激光焊接具有低热输入和小热影响区的优势,可以避免镁合金的热裂纹和变形问题。
二、镁合金焊接前的准备工作1. 材料准备镁合金焊接前,首先需要准备优质的镁合金材料。
材料的质量和化学成分对焊接接头的性能至关重要。
合理选择合金成分和材料特性相匹配的填充材料,可以提高焊缝的强度和耐蚀性。
2. 表面处理镁合金的表面容易氧化,焊接前必须进行表面清洁和除氧处理。
可以使用碱洗、溶剂清洗或机械去除等方法,彻底除去铝、锌、铁等杂质,以提高焊接接头的可靠性。
三、焊接参数的控制1. 焊接电流和电压在焊接过程中,合理控制焊接电流和电压可以实现优质的焊缝形态和合金成分分布。
电流过大会导致气孔和焊接接头强度降低,电流过小则会使焊缝未能完全熔化。
2. 焊接速度焊接速度是决定焊缝形态和晶粒细化程度的重要因素。
过快的焊接速度会导致焊缝开裂和材料变形,而过慢则会使熔化区域过大,影响焊接接头的力学性能。
四、焊接后的处理1. 热处理镁合金焊接后,可以通过热处理进一步提高焊接接头的强度和耐蚀性。
常用的热处理方法包括时效处理和固溶处理。
时效处理可以有效提高镁合金的硬度和强度,而固溶处理则可提高镁合金的塑性。
镁合金工作的年终总结
在过去的一年里,我有幸参与了镁合金工作的各个方面,获得了许多宝贵的经验和知识。
在这篇年终总结中,我想分享一下我的观察和感悟。
首先,我们团队在镁合金制造方面取得了令人瞩目的进展。
我们成功地开发出了一种新型的镁合金材料,其强度和耐腐蚀性能超过了以往的产品。
这一创新不仅提高了我们的产品竞争力,也在市场上获得了良好的口碑。
其次,我们在镁合金加工技术方面进行了一系列的探索和研究。
通过引入先进的加工设备和工艺,我们成功地提高了生产效率和产品质量。
同时,我们也优化了工艺流程,减少了生产中的废品率,提高了资源利用率。
此外,我们还加大了对镁合金材料的市场推广力度。
通过参加行业展览和宣传活动,我们成功地将我们的产品推广到了更广泛的客户群体中。
我们也与一些重要的客户建立了长期合作关系,为未来的发展奠定了良好的基础。
然而,在我们的工作中仍然存在一些挑战和问题。
首先,镁合金材料的成本仍然较高,限制了其在一些领域的应用。
我们需要继续研究和改进材料制备方法,降低生产成本。
其次,镁合金的加工难度较大,需要高水平的技术和资质。
我们需要加强对员工的培训和技术支持,提高他们的专业水平。
综上所述,过去一年是我们镁合金工作取得了令人满意的成果。
我们在产品创新、工艺改进和市场推广方面都取得了可喜的进展。
虽然我们仍然面临一些挑战,但我相信在全体团队的努力下,我们将能够克服困难,迎接新的挑战,并为镁合金行业的发展做出更大的贡献。
感谢团队的努力和支持,期待在新的一年里继续共同成长。
镁合金焊接技术要点及注意事项简介镁合金具有优异的力学性能和热导性能,因此在航空、航天、汽车等领域被广泛应用。
然而,镁合金的焊接技术相对较为复杂,需要注意一些关键的要点和注意事项。
本文将介绍镁合金焊接的一些关键要点和注意事项。
要点1. 清理和预热在焊接镁合金之前,必须彻底清理焊接表面,去除油污、氧化物等杂质,以确保焊缝的质量。
此外,在进行镁合金焊接之前,要适当地进行预热,以降低材料的热应力和冷裂敏感性。
2. 选择合适的焊接方法常用的镁合金焊接方法包括气焊、电弧焊、激光焊等。
选择合适的焊接方法要根据具体的应用需求和焊接材料的类型来确定。
3. 控制焊接参数在进行镁合金焊接时,需要合理控制焊接电流、电压、焊接速度等参数,以确保焊接的稳定性和质量。
4. 使用合适的焊接材料和填充金属选择合适的焊接材料和填充金属对于镁合金焊接的成功至关重要。
应根据具体的镁合金材料和焊接要求来选择合适的材料。
5. 进行后续处理完成焊接后,还需要进行后续处理,如去除焊渣、退火、表面处理等,以提高焊接接头的性能和外观质量。
注意事项1. 防止氧化镁合金焊接过程中容易受到氧化的影响,因此要在焊接过程中采取措施防止氧化,如使用惰性气体保护焊接区域。
2. 防止热裂纹镁合金具有较高的热导性能和热膨胀系数,容易产生热裂纹。
因此,在焊接过程中应注意控制焊接温度和速度,避免产生热裂纹。
3. 注意防护措施焊接镁合金时,要注意采取适当的防护措施,避免镁合金烟尘对人体和环境的影响,如佩戴防尘口罩、做好通风等。
4. 进行试验和检测在进行镁合金焊接之后,需要进行试验和检测,以验证焊接接头的质量和性能是否符合要求。
5. 持续研究和改进镁合金焊接技术是一个不断发展和改进的领域,因此,要保持持续研究和关注新的焊接技术和方法,以提高焊接质量和效率。
结论镁合金焊接技术是一项重要且复杂的技术,掌握焊接要点和注意事项对于保证焊接质量和提高工作效率至关重要。
通过遵循上述要点和注意事项,能够更好地实施镁合金焊接,从而推动相关领域的发展和应用。

镁合金搅拌摩擦焊镁合金是一种轻质高强度的金属材料,常用于航空、汽车等领域。
而搅拌摩擦焊是一种新型的焊接技术,被广泛应用于镁合金的加工中。
本文将从步骤、优点等方面来阐述镁合金搅拌摩擦焊的相关知识。
一、步骤1. 镁合金的预处理在进行搅拌摩擦焊之前,需要对镁合金进行预处理。
一般通过机械加工、化学蚀刻等方法进行表面处理,以获得洁净平整的焊接表面。
2. 焊接工艺参数设置在进行搅拌摩擦焊时,需要对一些重要的工艺参数进行设置,如转速、下压力、摩擦时间等。
这些参数的合理设置与焊接质量密切相关。
3. 搅拌摩擦焊搅拌摩擦焊是将合金板材加热到熔点以上,通过机械挤压,再通过高速旋转的搅拌头进行搅拌,最终使得材料焊接在一起。
整个过程数据化,过程稳定。
4. 残余应力消除镁合金焊接后容易产生残余应力,这会对焊接接头的性能造成一定的影响。
因此,在焊接完成后,需要采取一定的措施对残余应力进行消除。
二、优点1.焊接接头强度高搅拌摩擦焊是一种无焊料,无补充材料的新型焊接方式,焊接接头强度高,耐疲劳性能好。
2.焊接接头美观搅拌摩擦焊将焊接接头的形状与原材料完美结合起来,焊接接头美观,不会出现明显的熔渣和飞溅现象。
3.生成误差和热影响小与传统熔焊相比,搅拌摩擦焊的加工过程不会出现熔融物,并且能够有效避免热影响,生成误差小。
4.环保节能搅拌摩擦焊不需要额外的焊接材料,消耗较少的能源,对环境影响小。
由此,被称为一种环保节能的焊接方式。
三、结论综上所述,镁合金搅拌摩擦焊是一种常用于航空、汽车等领域的焊接方式。
该焊接方式无需额外的焊接材料,生成误差小,热影响小,环保节能,压缩焊接周期。
因此,搅拌摩擦焊成为了镁合金加工领域中的重要焊接方式。

镁合金焊接技术研究2010年02月25日0 前言近10年来,由于受到能源节约以及环境保护的巨大推动,镁合金及其焊接技术的发展比任何时期都快,从焊接方法、焊接材料到焊接设备等方面都不断有新的突破,为镁合金焊接生产向优质、高效、低成本的方向发展提供了前所未有的良好条件,并大大促进了镁合金的产业化进程。
镁合金由于其自身的物理化学特点,导致其焊接有很大困难,满意的焊接质量不易获得。
镁合金的结晶温度区大,易于产生热裂纹;镁的沸点低,温度进一步升高后,其蒸气压比在相同温度下的铝合金要高4-5倍,因而焊接时温度一旦过高,镁会气化,产生爆炸形成飞溅;镁对氧的亲和力大,其氧化物密度较大,而容易形成夹杂;镁在接近熔化温度时,能与空气中的氮强烈化合生成脆性的镁的氮化物,显著降低接头力学性能;因此,实现镁合金优质焊接是比较困难的,在焊接时容易产生裂纹、气孔、飞溅等缺陷。
但是由于工业的迫切需要,许多科学工作者做出了很大的努力,并取得了一些重要成果。
本文介绍大连理工大学近年来开展的镁合金同种及其与异质材料的焊接研究工作,并展望了镁合金焊接技术在镁合金新型结构件产品上的应用。
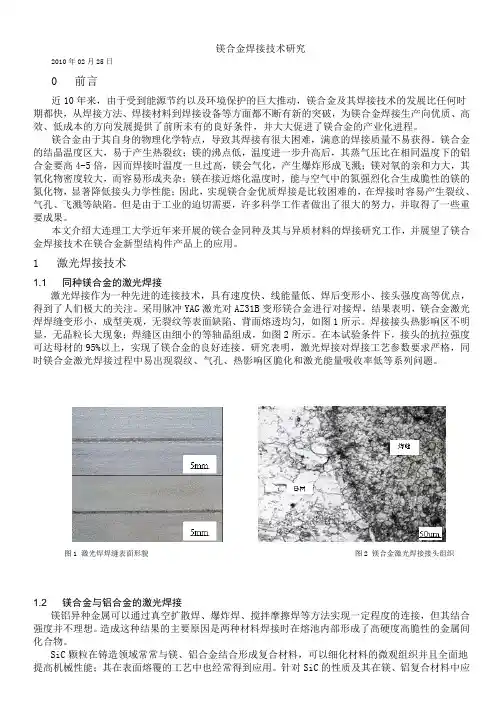
1 激光焊接技术1.1同种镁合金的激光焊接激光焊接作为一种先进的连接技术,具有速度快、线能量低、焊后变形小、接头强度高等优点,得到了人们极大的关注。
采用脉冲YAG激光对AZ31B变形镁合金进行对接焊,结果表明,镁合金激光焊焊缝变形小,成型美观,无裂纹等表面缺陷、背面熔透均匀,如图1所示。
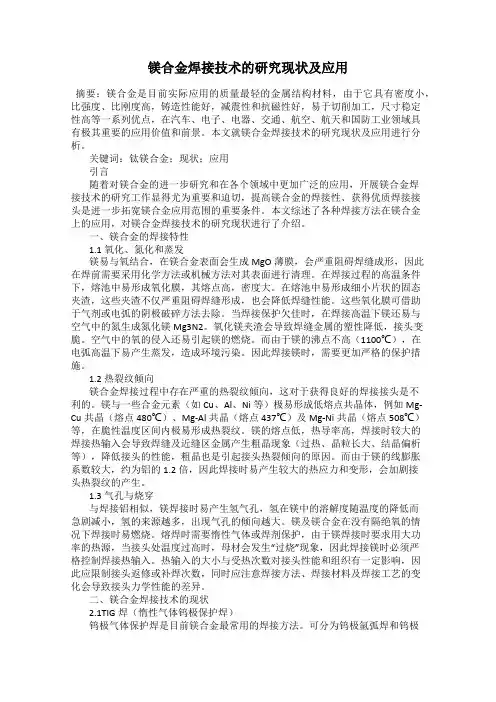
焊接接头热影响区不明显,无晶粒长大现象;焊缝区由细小的等轴晶组成,如图2所示。
在本试验条件下,接头的抗拉强度可达母材的95%以上,实现了镁合金的良好连接。
研究表明,激光焊接对焊接工艺参数要求严格,同时镁合金激光焊接过程中易出现裂纹、气孔、热影响区脆化和激光能量吸收率低等系列问题。
图1 激光焊焊缝表面形貌图2 镁合金激光焊接接头组织1.2镁合金与铝合金的激光焊接镁铝异种金属可以通过真空扩散焊、爆炸焊、搅拌摩擦焊等方法实现一定程度的连接,但其结合强度并不理想。
镁合金焊接技术的研究现状及应用摘要:镁合金是目前实际应用的质量最轻的金属结构材料,由于它具有密度小,比强度、比刚度高,铸造性能好,减震性和抗磁性好,易于切削加工,尺寸稳定性高等一系列优点,在汽车、电子、电器、交通、航空、航天和国防工业领域具有极其重要的应用价值和前景。
本文就镁合金焊接技术的研究现状及应用进行分析。
关键词:钛镁合金;现状;应用引言随着对镁合金的进一步研究和在各个领域中更加广泛的应用,开展镁合金焊接技术的研究工作显得尤为重要和迫切,提高镁合金的焊接性、获得优质焊接接头是进一步拓宽镁合金应用范围的重要条件。
本文综述了各种焊接方法在镁合金上的应用,对镁合金焊接技术的研究现状进行了介绍。
一、镁合金的焊接特性1.1 氧化、氮化和蒸发镁易与氧结合,在镁合金表面会生成MgO薄膜,会严重阻碍焊缝成形,因此在焊前需要采用化学方法或机械方法对其表面进行清理。
在焊接过程的高温条件下,熔池中易形成氧化膜,其熔点高,密度大。
在熔池中易形成细小片状的固态夹渣,这些夹渣不仅严重阻碍焊缝形成,也会降低焊缝性能。
这些氧化膜可借助于气剂或电弧的阴极破碎方法去除。
当焊接保护欠佳时,在焊接高温下镁还易与空气中的氮生成氮化镁Mg3N2。
氧化镁夹渣会导致焊缝金属的塑性降低,接头变脆。
空气中的氧的侵入还易引起镁的燃烧。
而由于镁的沸点不高(1100℃),在电弧高温下易产生蒸发,造成环境污染。
因此焊接镁时,需要更加严格的保护措施。
1.2 热裂纹倾向镁合金焊接过程中存在严重的热裂纹倾向,这对于获得良好的焊接接头是不利的。
镁与一些合金元素(如Cu、Al、Ni等)极易形成低熔点共晶体,例如Mg-Cu共晶(熔点480℃)、Mg-Al共晶(熔点437℃)及Mg-Ni共晶(熔点508℃)等,在脆性温度区间内极易形成热裂纹。
镁的熔点低,热导率高,焊接时较大的焊接热输入会导致焊缝及近缝区金属产生粗晶现象(过热、晶粒长大、结晶偏析等),降低接头的性能,粗晶也是引起接头热裂倾向的原因。
镁合金焊接技术的研究现状镁合金是一种优质轻金属材料,具有优异的力学性能和热导率,因此被广泛应用于航空航天、汽车制造和电子设备等领域。
焊接是将镁合金连接在一起的常用方法之一。
然而,由于镁合金的高熔点和易氧化性,镁合金焊接技术一直是一个具有挑战性的问题。
本文将介绍镁合金焊接技术的研究现状,并探讨一些解决方案。
镁合金焊接技术主要包括传统焊接方法和先进焊接方法两种。
传统焊接方法主要包括气体保护焊、电弧焊和激光焊。
气体保护焊是最常用的一种焊接方法,通过在焊接过程中提供惰性气体保护,减少镁合金与氧气的接触,从而降低氧化速度。
电弧焊利用电弧产生高温熔融镁合金,再通过填充材料将两个焊接件连接在一起。
激光焊利用高能激光束将焊接部位熔化并快速冷却,实现焊接。
然而,传统焊接方法存在一些问题。
首先,气体保护焊需要使用气体保护设备,增加了成本和复杂性。
其次,电弧焊和激光焊容易引起镁合金的热裂纹和气孔等缺陷。
此外,传统焊接方法对镁合金的焊接性能有一定的局限性。
为了克服这些问题,研究人员提出了一些先进的焊接方法。
其中之一是摩擦搅拌焊(Friction Stir Welding,FSW)。
FSW是一种将工具在焊缝中旋转并施加下压力的焊接方法。
通过摩擦热和机械搅拌作用,将镁合金材料加热到可塑性状态,并在搅拌下形成均匀的焊缝。
与传统焊接方法相比,FSW具有较低的熔化温度、较小的热影响区和较高的焊接强度。
除了FSW,还有其他一些先进的焊接方法,如激光搅拌焊(Laser Stir Welding,LSW)、磁脉冲焊(Magnetic Pulse Welding,MPW)和激光扫描焊(Laser Scanning Welding,LSW)。
LSW利用激光束进行加热和搅拌,实现高效的焊接。
MPW利用磁脉冲产生的高速冲击波将两个焊接件连接在一起。
LSW利用激光束进行扫描焊接,实现高精度的焊接。
除了焊接方法的改进,材料配方也是提高镁合金焊接性能的关键。
镁铝合金焊接工艺概述及解释说明1. 引言1.1 概述镁铝合金焊接工艺是一项研究焊接镁铝合金的技术,通过将镁和铝两种金属进行焊接,可以制备出具有良好性能和广泛应用前景的新型材料。
随着航空航天、汽车制造、电子设备等产业的快速发展,对高强度、轻质材料的需求日益增加,镁铝合金作为一种重要的轻质结构材料被广泛关注和应用。
1.2 文章结构本文主要包括以下几个部分:引言、镁铝合金焊接工艺解释说明、镁铝合金焊接工艺概述以及镁铝合金焊接工艺的发展趋势和结论。
其中,第二部分将详细介绍镁铝合金及其应用领域、基本原理以及相关的工艺参数与方法;第三部分将对不同的工艺分类及特点进行概述,并讨论各种工艺对焊缝性能的影响以及相应解决方案;第四部分将探讨该领域未来的发展方向,包括新型焊接材料与技术的引入、自动化与智能化焊接设备的发展以及焊接过程监测与控制技术的前景展望;最后,第五部分将总结主要观点和研究结果,并对未来镁铝合金焊接工艺的发展进行展望,并提出对焊接工程实践的启示和建议。
1.3 目的本文旨在全面介绍镁铝合金焊接工艺,包括其应用领域、基本原理、相关参数与方法,并概述不同工艺分类及其特点,重点讨论各种工艺对焊缝性能的影响及解决方案。
同时,还将探讨镁铝合金焊接工艺未来的发展趋势,包括新型材料与技术的引入、自动化与智能化设备的发展以及焊接过程监测与控制技术的前景展望。
通过本文的撰写,旨在为相关领域研究人员和从业者提供有关镁铝合金焊接工艺方面的综合参考和指导。
2. 镁铝合金焊接工艺解释说明2.1 镁铝合金的应用领域与重要性镁铝合金是一种具有轻质高强度和优异耐腐蚀性的材料,因此在航空航天、汽车制造、高速列车等行业得到了广泛的应用。
由于其较低的密度和较高的比强度,镁铝合金可以减轻结构重量并提高燃油效率。
此外,镁铝合金还具有良好的导热性能,可用于制造散热器等需要散热的零部件。
2.2 镁铝合金焊接的基本原理镁铝合金焊接过程中,通过加热和加压使焊接区域达到熔点,并利用填充材料与基材形成均匀且牢固的连接。
镁合金工作总结
镁合金是一种轻质高强度的金属材料,具有良好的机械性能和耐腐蚀性能,因
此在航空航天、汽车制造、电子产品等领域得到了广泛的应用。
在镁合金工作中,我们需要充分了解其特性和加工工艺,以确保产品质量和生产效率。
首先,镁合金具有较高的比强度和比刚度,同时具有良好的耐热性和耐腐蚀性,因此适用于制造高强度、轻质的零部件。
在工作中,我们需要根据具体的应用需求选择合适的镁合金材料,并结合其特性进行合理的设计和加工。
其次,镁合金的加工工艺相对复杂,需要特殊的设备和工艺技术。
在镁合金工
作中,我们需要严格控制加工温度、速度和润滑条件,以避免材料的变形和表面质量的损坏。
此外,还需要注意防止镁合金在加工过程中产生火花和粉尘,以确保工作环境的安全和卫生。
另外,镁合金的焊接和表面处理也是工作中需要重点关注的问题。
由于镁合金
的化学性质较活泼,容易与氧化物反应,因此在焊接和表面处理过程中需要采取特殊的措施,以保证接头的质量和表面的光洁度。
总的来说,镁合金工作需要我们对材料特性和加工工艺有深入的了解,以确保
产品质量和生产效率。
只有不断学习和实践,我们才能更好地应用镁合金材料,为各个领域的发展做出更大的贡献。
镁铝合金焊接方法摘要:一、镁铝合金的特点二、镁铝合金焊接方法的分类1.氩弧焊接2.激光焊接3.电子束焊接4.搅拌摩擦焊接三、焊接参数的选择四、焊接过程中的问题与解决方案五、应用案例正文:镁铝合金作为一种轻质、高强度的金属材料,在家电、汽车、航空航天等领域得到了广泛的应用。
然而,镁铝合金的焊接性能较差,对此,本文将介绍几种常见的镁铝合金焊接方法,以及焊接过程中的参数选择和问题解决。
一、镁铝合金的特点镁铝合金具有以下特点:1.密度低:镁铝合金的密度约为铝的1/2,具有显著的轻量化优势。
2.强度高:镁铝合金具有较高的强度,可满足结构件的使用要求。
3.耐腐蚀性好:镁铝合金在表面形成一层致密的氧化膜,具有良好的耐腐蚀性能。
4.焊接性能差:镁铝合金的焊接性能相对较差,容易出现焊缝成型不良、气孔、裂纹等问题。
二、镁铝合金焊接方法的分类1.氩弧焊接:氩弧焊接是一种常用的镁铝合金焊接方法,适用于薄板焊接,具有焊缝成型好、熔敷速度快的优点。
2.激光焊接:激光焊接具有高能量密度、瞬间熔化等特点,适用于厚板焊接和高强度镁铝合金焊接。
3.电子束焊接:电子束焊接具有焊接速度快、熔池小、焊缝成型好等优点,适用于高质量焊接要求。
4.搅拌摩擦焊接:搅拌摩擦焊接是一种固相焊接方法,适用于厚板焊接,具有焊接速度快、焊缝成型好、无熔敷等优点。
三、焊接参数的选择焊接参数的选择是影响镁铝合金焊接质量的关键因素。
主要包括:1.焊接电流:焊接电流过大容易导致焊缝成型不良、焊穿等问题,电流过小则焊接速度慢,熔敷效率低。
2.焊接电压:焊接电压与焊接速度相匹配,保证焊缝成型良好。
3.氩气流量:氩气流量要适当,过大容易产生气泡,过小则保护效果不佳。
4.焊接速度:焊接速度过快容易导致焊缝成型不良,过慢则熔敷速度慢,焊接效率低。
四、焊接过程中的问题与解决方案1.气孔问题:增大氩气流量、降低焊接速度、适当延长焊接时间,可减少气孔产生。
2.焊缝成型不良:调整焊接参数,如焊接电流、电压、速度等,可改善焊缝成型。
镁合金焊接技术研究现状1. 研究目标镁合金作为一种重要的结构材料,在航空航天、汽车、电子设备等领域具有广泛应用前景。
然而,由于镁合金的低熔点和高反应活性,其焊接性能较差,导致在实际生产中难以实现焊接工艺的稳定和可靠。
因此,本研究的目标是探索和优化镁合金焊接技术,提高焊接接头的强度和可靠性。
2. 研究方法2.1. 实验材料选择本研究选择常用的AZ31镁合金作为焊接材料,通过对其力学性能和化学成分分析,确定最适合的焊接工艺参数。
2.2. 焊接工艺优化在选择合适的焊接设备和材料的基础上,采用常规焊接方法进行初步焊接试验,通过不同的工艺参数(焊接温度、电流、焊接速度等)的调整,优化焊接工艺参数,实现焊接接头的最佳性能。
2.3. 显微组织分析利用金相显微镜和扫描电子显微镜(SEM)对焊接接头的显微组织进行观察和分析,研究焊接过程中的组织演变规律和界面特征,为焊接参数优化提供科学依据。
2.4. 力学性能测试通过拉伸试验、硬度测试等方法,对焊接接头的力学性能(强度、延伸率等)进行测试和评价,探究焊接参数对接头性能的影响。
3. 研究发现通过上述研究方法的实施,本研究取得了以下主要发现:3.1. 焊接工艺优化通过比较不同焊接温度、电流和焊接速度的试验结果,发现在一定范围内,焊接温度和电流的增加可以显著提高焊缝的强度和韧性,而焊接速度的增加则会导致焊缝的强度下降。
3.2. 显微组织特征分析显微组织分析结果显示,焊接接头的组织由原始的α-Mg相演变为包含β相或γ相的组织结构,焊接过程中形成了多种相之间的界面结构。
此外,在焊接接头的热影响区存在晶粒生长和析出相的现象。
3.3. 力学性能评价拉伸试验结果表明,焊接接头的强度和延伸率受焊接温度和电流的影响较大,通过合理调整焊接参数,可以获得理想的力学性能。
此外,焊接接头的硬度也随焊接参数的变化而变化。
4. 结论通过对镁合金焊接技术的深入研究,本研究得出以下结论:•通过优化焊接工艺参数,可以显著改善镁合金焊接接头的强度和韧性。
镁合金焊接技术的研究现状引言:镁合金作为一种轻质高强度材料,具有良好的机械性能和导热性能,广泛应用于航空、汽车、电子等领域。
然而,由于其低熔点和高活性,镁合金的焊接困难度较大。
因此,针对镁合金焊接技术的研究一直是材料科学领域的热点之一。
本文将介绍当前镁合金焊接技术的研究现状。
一、镁合金焊接技术的分类根据焊接方式的不同,镁合金焊接技术可以分为熔化极气体保护焊接(GTAW)、电弧焊(GMAW)、激光焊接、摩擦焊接和爆炸焊接等多种方法。
每种焊接方法都有其特点和适用范围,需要根据具体情况选择合适的焊接技术。
二、熔化极气体保护焊接技术熔化极气体保护焊接技术是目前应用最广泛的镁合金焊接方法之一。
该方法通过在焊接过程中使用惰性气体保护焊缝,防止氧化和热裂纹的生成。
同时,还可通过调节焊接电流和电弧稳定性来控制焊接质量。
然而,由于镁合金具有高热导率和低熔点,焊接过程中易产生飞溅和气孔等缺陷。
因此,如何提高焊接质量仍然是熔化极气体保护焊接技术研究的重点。
三、电弧焊技术电弧焊技术是一种常用的镁合金焊接方法。
通过在焊接过程中使用电弧加热,将填充材料熔化并与基材相融合。
电弧焊技术具有高效、快速的优点,适用于大批量生产。
然而,由于镁合金容易氧化和热裂纹,需要在焊接过程中采用合适的保护措施,如惰性气体保护和预热等。
四、激光焊接技术激光焊接技术是一种高能量密度焊接方法,适用于焊接镁合金薄板。
激光束的高能量密度可以快速加热和冷却焊接材料,从而实现高质量的焊接。
此外,激光焊接还具有无接触、焊缝精细、热影响区小等优点。
然而,激光焊接设备价格昂贵,不适用于大规模生产。
五、摩擦焊接技术摩擦焊接技术是一种固态焊接方法,适用于焊接镁合金板材和异种金属。
该技术通过加热和挤压来实现焊接接头的形成。
摩擦焊接具有焊缝无裂纹、无气孔、无热影响区等优点,适用于高强度和高密度的焊接。
然而,摩擦焊接设备复杂,操作要求高,需要进一步研究和改进。
六、爆炸焊接技术爆炸焊接技术是一种高能量焊接方法,适用于焊接厚板和复杂形状的零件。
镁合金焊接方法镁合金是一种重要的结构材料,具有优异的机械性能和物理性能,因此在航空航天、汽车制造和电子设备等行业得到广泛应用。
然而,由于镁合金的特殊性质,其焊接过程相对复杂。
本文将介绍常见的镁合金焊接方法及其特点。
一、氩弧焊氩弧焊是目前最常用的镁合金焊接方法之一。
在氩气保护下,通过电弧加热将焊条和工件熔化,形成焊缝。
氩弧焊适用于各种镁合金,焊接接头强度高、成形性好,适用于薄板、铸件和型材的焊接。
二、电阻点焊电阻点焊适用于薄板和薄壁材料的焊接。
通过电阻加热,将焊接接头瞬间加热至熔化状态,然后施加一定的压力使接头连接。
电阻点焊具有焊接速度快、热影响区小的优点,但只适用于特定形状的接头。
三、激光焊接激光焊接是一种高能量密度焊接方法,适用于镁合金薄板的焊接。
激光束聚焦在焊接接头上,瞬间加热并熔化焊接材料,形成焊缝。
激光焊接具有焊接速度快、热影响区小、焊接接头强度高的优点,但设备复杂、成本高。
四、摩擦搅拌焊接摩擦搅拌焊接是一种无焊接材料熔化的固态焊接方法。
通过在接头间施加一定的轴向力和旋转摩擦,使接头发生塑性变形并连接在一起。
摩擦搅拌焊接适用于各种形状的镁合金接头,焊接接头强度高、成形性好,但设备复杂、成本高。
五、等离子焊接等离子焊接是一种高能量密度焊接方法,适用于厚板和复杂形状的镁合金焊接。
通过等离子弧加热将焊接接头熔化,形成焊缝。
等离子焊接具有焊接速度快、焊接接头强度高的优点,但设备复杂、成本高。
六、爆炸焊接爆炸焊接是一种利用爆炸冲击波将金属接头连接在一起的焊接方法。
在爆炸药的驱动下,两个接头以极高的速度相撞并形成焊缝。
爆炸焊接适用于特殊工况下的焊接,如在水下、高温和高压环境中。
但安全性要求高,操作复杂。
以上是常见的几种镁合金焊接方法,每种方法都有其适用范围和特点。
在实际应用中,需要根据具体情况选择合适的焊接方法,并采取相应的焊接工艺控制,以确保焊接质量和接头性能。
同时,镁合金焊接过程中还需要注意保护措施,避免氧化和热裂敏感性等问题的发生。
镁合金焊接技术的研究及发展
余福庆
(机械学院材料成型及控制工程 201007110)
摘要:镁合金在航空航天、汽车、电子等领域具有广阔的应用前景, 焊接技术已经成为制约其应用的技术关键。
介绍了镁合金的物理特性及应用特点。
通过对国内焊接的研究现状及成果进行分析,简述了镁合金的应用情况及其焊接特点,介绍了镁合金的钨极氩弧焊,电子束焊及电阻点焊,搅拌摩擦焊,激光焊等常用的几种焊接方法及其研究。
总结了各类焊接方法的特点,并指出镁合金焊接研究中存在的问题,并对镁合金焊接研究及应用进行了展望。
关键词:镁合金焊接研究现状
Research and development of magnesium alloy welding technology
Yu Fuqing
Mechanical College Material Forming and Control Engineering 201007110 Abstrac:Magnesium alloy has a broad application prospects in the field of aerospace, automotive, electronics, welding technology has become a key technology for restricting its application. The physical properties of magnesium alloy and application characteristics. Through the analysis of the research status and achievements of domestic welding, briefly the application of its welding characteristics of magnesium alloy, magnesium alloy gas tungsten arc welding, electron beam welding and resistance spot welding, friction stir welding, laser welding etc. several commonly used welding method and its research status. Summarizes the characteristics of the
various types of welding methods, and pointed out that the problem exists in the magnesium alloy welding research, and magnesium alloy welding research and application prospects.
Key words: magnesium alloy; welding; research status
一,镁合金物理化学特性与焊接特性
镁合金的密度小,约为1178 g/ cm3 ,是铝的2/ 3 ,钢的1/ 4 。
同时,镁合金还具有高的比强度、比刚度、减震性和导热性,较好的可切削性和可回收性,因而被称为21 世纪的“绿色”工程材料。
随着镁合金的冶炼技术不断提高和人们对能源、环保的高度重视,镁合金成为迅速崛起的一种工程材料,采用镁合金结构件可以大大减轻结构重量,降低生产成本。
因此它在汽车、摩托车、航空航天等领域具有巨大的应用前景。
镁合金作为一种新型高性
能结构材料,在实际应用中不可避免地采用连接结构,而焊接无疑是优先选择的连接方法之一。
由于镁合金的熔点低,线膨胀系数和导热率高,与氧、氮的亲和力强,焊后易形成夹杂和脆性相,易产生焊接变形和热裂纹,使焊接接头的力学性能下降,因此,焊接已成为制约镁合
金结构件广泛应用的障碍之一。
针对镁合金焊接的特点和难点,应采用能量密度大、焊接热输入小、焊接速度快的高效焊接方法。
近些年来出现的新工艺,如钨极氩弧焊,电子束焊
及电阻点焊,搅拌摩擦焊,激光焊等常用的几种焊接方法。
二,镁合金新工艺焊接方法分析及对比
1 钨极氩弧焊
钨极氩弧焊(TIG)是最早用于镁合金材料焊接的方法之一,目前,也是镁合金最常用的焊接方法。
由于镁合金的特点,其氩弧焊一般采用交流电源,以去除氧化膜。
由于镁合金热
膨胀系数大,易产生焊接裂纹、焊后变形等缺陷,需要采用夹具系统固定、坡口预处理、
焊前焊后热处理等措施,以保证获得性能良好的焊接接头。
镁合金TIG 过程中主要存在气孔、夹杂和热裂纹等缺陷,利用活性焊接可以改善镁合金TIG 时存在的熔深浅的缺点。
2 电子束焊
镁合金因具有较低的熔点、较高的化学活性及高的热导率,镁合金焊件接头强度一般低于母材,因此高能量、焊剂保护及真空环境下进行镁合金的焊接尤为必要。
电子束焊(EBW)是一种能量密度高、焊接效果好、适应范围广的焊接方法,焊接过程在真空状态下不受氧气等气体的影响,在真空状态下热损失很小,加热速度快。
电子束精确可调,无论是对镁合金薄件还是厚件均可一次焊透。
EBW冷却速度快,元素的扩散时间及扩散距离短,相易于形核,焊缝晶粒细小,有利于改善接头性能。
与氩弧焊相比,EBW接头的力学性能更高,并且高于母材和其它方法焊接的焊缝,这主要与焊缝区晶粒非常细小,热影响区很窄有关。
3 电阻点焊
电阻点焊(RSW)是汽车生产中最常用的焊接工艺之一,也是镁合金众多连接方法中具
有较大潜力的一种。
RSW作为一种焊接镁合金薄板的有效焊接方法,开始受到人们的普遍重视。
镁合金的点焊工艺与铝合金点焊相似。
镁合金RSW接头主要由焊核区和热影响区组成。
焊核区含有两种不同的组织结构,焊核中心为等轴晶结构,焊核边沿为胞状- 树枝晶结构,焊核区这种组织结构的过渡是由于焊核中心与边沿凝固条件不同所致。
焊核区裂纹敏感性
较高。
热影响区内出现晶界熔化及粗化现象。
4 搅拌摩擦焊
搅拌摩擦焊(FSW)是由英国焊接研究所开发的一种新型固相连接技术,与传统的焊接方法相比,具有优质、高效、低耗、焊接变形小、无污染等特点,在薄板焊接中具有其它焊
接方法不可比拟的优势,特别适合于铝、镁等合金结构的连接。
由于镁的塑性变形能力差,目前大多数镁合金产品都是铸造件,很少采用锻压、扎制、挤压等方法加工。
这使得镁合
金的应用受到很大限制,也相应制约了镁合金FSW的研究。
5 惯性摩擦焊
惯性摩擦焊(通常称摩擦焊)是利用两个工件相互接触并高速旋转, 在接触面上产生大量的摩擦热使其达到锻造温度, 然后施加一个轴向顶锻力而完成两工件的固相连接。
金属工件表面的氧化膜和油污会在初始的摩擦中得以去除, 所以不会影响到接头的质量。
摩擦焊接中的产热很少, 接头的形成在金属的熔点以下, 属于固相连接, 因此气孔、裂纹等缺陷不易形成。
由于摩擦焊操作简单, 生产效率高, 并且可以获得高质量的接头, 由于摩擦焊接过程中接头的形成并非通过金属的熔化而形成, 原理上更接近于扩散, 所以可以焊接异种金属。
6 激光焊接
激光焊接的焊速高, 质量好, 无变形, 无需真空条件, 且容易实现自动化焊接。
在焊接过程中,激光束照射到金属表面时, 材料将瞬时汽化并在束流压力和蒸汽压力的共同作用下形成一个细长的小孔, 小孔中的汽化金属被电离并将摄入的能量完全吸收, 然后将热量传递给周围材料使之熔化, 在小孔附近形成熔池。
激光焊可以得到极小的熔化区和热影响区并能净化焊缝, 减少焊缝中的内应力、裂纹和气孔等缺陷。
激光焊接时, 焊缝的背面成形受热输入和气体保护流量的影响, 在恰当的焊接工艺条件下可以得到很好的表面成型和高质量的接头, 从外观上看, 焊缝连续, 狭窄, 变形很小, 且无表面缺陷。
三,镁合金焊接技术前程展望
在现有的镁合金焊接方法中,传统的TIG焊焊接质量良好,应用范围相当广,适合各种接头的焊接,但由于能量密度不高,熔深比较浅,热影响区较宽,而活性TIG焊则弥补了许多不足,值得深入研究;激光焊热影响区较小,焊缝美观,但易产生气孔,成本较高;搅拌摩擦焊焊缝晶粒细小,接头力学性能优良,但是接头形式受限制,成本较高。
在镁合金焊接的研究中,有几方向研究得很少。
但很有潜在意义: (1)镁合金的活性TIG焊的研究;(2)镁合金的复合焊研
究; (3)镁合金熔焊过程中温度场模型的建立,对凝固过程了解很重要; (4)镁合金搅拌摩擦焊的焊核成型过程模型的建立和完善。
(5)镁合金与钢、铝合金等异种金属的焊接问题。
参考文献
【1】刘正,张奎,曾小勤. 镁基轻质合金理论基础及其应
用. 北京:机械工业出版社, 2002: 16~38
【2】顾鲸熹. 特种工程材料焊接. 沈阳:辽宁科学技术出
版社, 1998: 254~278
【3】徐杰,刘子利,沈以赴,刘仕福镁合金焊接的研究与发展【4】黄万群,谷立娟,王新镁合金焊接技术的研究现状
【5】曾荣昌,柯伟,徐永波,等.镁合金的最新发展和应用前景
[J].金属学报, 2001, 37(7): 673- 685.
【6】丁文斌,蒋海燕,曾小勤,姚寿山镁合金焊接技术研究进展(上海交通大学材料科学与工程学院,上海200030)
【7】冯吉才, 王亚荣, 张忠典镁合金焊接技术的研究现状及应用①(哈尔滨工业大学现代焊接生产技术国家重点实验室, 哈尔滨150001)。