PZGLI007-004 模具设计制做进度控制表A2
- 格式:xlsx
- 大小:11.17 KB
- 文档页数:2



汇报日期:汇报人:供应商:零件件号:实际进度:实际时间:
12实际时间:计划进度:
计划进度:计划时间:
计划时间:异常说明:34实际进度:
实际进度:实际进度:异常说明:异常说明:实际时间:实际时间:计划进度:计划进度:计划时间:计划时间:异常说明:异常说明:
异常说明:异常说明:异常说明:
OP40照片照片照片照片
OP30实际进度:
实际进度:实际进度:实际进度:异常说明:异常说明:
计划进度:计划进度:计划时间:计划时间:实际时间:实际时间:照片照片照片计划进度:
计划进度:计划时间:
计划时间:实际时间:
实际时间:计划时间:照片
实际进度:
实际进度:实际进度:实际进度:实际时间:
实际时间:实际时间:实际时间:异常说明:
计划进度:
计划进度:计划进度:计划进度:计划时间:
计划时间:计划时间:OP20照片照片异常说明:异常说明:照片照片
实际进度:
实际进度:实际进度:实际进度:实际时间:
实际时间:实际时间:实际时间:计划进度:
计划进度:计划进度:计划进度:计划时间:
计划时间:计划时间:计划时间:其他OP10照片照片照片照片
异常说明:异常说明:异常说明:XX模具制造进度表(20XX-20XX)
序号工序工序内容进度说明
计划延迟状况风险项上模下模压料板5OP50照片实际时间:
异常说明:实际进度:
照片照片照片
实际进度:实际进度:实际进度:计划时间:
计划时间:计划时间:计划时间:计划进度:
计划进度:计划进度:计划进度:异常说明:异常说明:异常说明:实际时间:实际时间:实际时间:。

303113567891011121314151617181920212223252728301234
123451234512345预计开始日期模具
组
立3模具
加
工送 样
17月2日7月3日序号
工艺分析项 目
责 任 人
持 续时 间41设计担当
模具名称表单编号:
模 具 开 发 进 度 管 理 表
确认人签 名
模具
设
计23排样设计零件绘制送样日期送样数量制表日期
产品名称模具类型组立担当
插片端子
6月5日6月7日6月1日36月11日6月13日46月8日
6月11日
产品编号567预计完
成日期模具编号产品工程25月30日5月31日5月31日实际完成日期
客户名称完 成状 况36月1日6月5日26月3日6月5日模板绘制备料申请
简 图
46月5日模板备料钻铣加工热 处 理大 水 磨
线割加工模具组立6月8日76月16日6月22日26月14日6月15日6月23日6月28日备 注
追 踪 人赖 晨 晓
会签
模 具 设 计模 具 加 工模 具 组 立追 踪 人
批准
审核制表
试 模样品检测6月28日7月1日模具入库1
7月3日
7月4日
7月1日7月2日连续模
工程模。
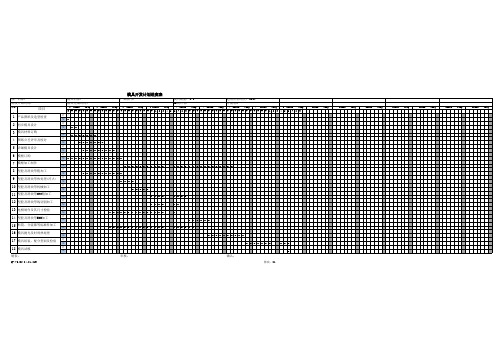

客户名称(Customer)制品名称(Part Name)制品代号(Part Number)试模时间♀1234567891011121314151617181920212223242526272829301234567891011121314151617181920212223242526272829303112345678910111213141516171819202122232425262728293031预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实試模备注(Remarks)母模电极加工公模电极加工滑塊系統加工對合頂出系統冷却系統零配件加工配模\合模組立仕上打光鑽孔CNC 加工放電加工仕上打光热流道板加工公模仁热流道模胚鑽孔CNC 加工放電加工2D 图面完成母模仁备料公模仁备料热流道模胚备料母模仁設計/備料采购母模公模其它母模数模完成公模数模完成公模仁采购6月7月8月表达方式(Express 杭州迅达模塑有限公司正常(In gear):紧张(Strein):实际完成日期(Finished) ▲落后(Draggle):担当人签字:正落紧预实表达方式(Express 日程预含模模工程類別担当人签字:备注: 1)产品事前作风险评估,模流分析,形成式样书, 提出改善计划并成立专案项目小组,排定项目开发计划.2)开发过程中项目工程师须全程跟踪模具进度,以控制时间点.3) 生管须排定模具加工程序,如时间未能达成,分两步处理,①模具厂早晚班进行加工,②同时运用外协来缩短加工时间.4)编程刀路的行径程序制定参考附图.并运用设计来优化减少加工及电火花的时间.或采用外协资源.5) 电火花依作业指导书来加工,并采用标准件治具以石墨电极放电来缩短放电时间.6) CNC 加工完成须送至CMM 来测量确保尺寸的精准,并形成点检报告书.7) 模具组装前所有配件到位.并分早晚两班来组立.一斑两人(一套模具)8)采购须对供应商签定时间节点合同,如模架,热流道, 五金配件,模具材料等等...,包含签定外加工时间节点,以确保.。
模具设计制造流程及其模具车间模具制作进度表需要此表电脑版者请留下你的邮箱,小编有时间时群发模具制造设计加工工艺流程看点01一、模具制造工艺流程如下:审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模—生产。
(1)模架加工:(2)模芯加工(3)模具零件加工打编号A/B板加工面板加工飞边粗磨铣床加工热处理精磨CNC精加工滑块加工压紧块加工分流锥浇口套加工镶件加工顶针固定板加工底板加工钳工加工CNC粗加工电火花加工省模看点02二、模架加工细节(1)打编号要统一,模芯也要打上编号,应与模架上编号一致并且方向一致,装配时对准即可不易出错。
(2)A/B板加工(即动定模框加工)A/B板加工应保证模框的平行度和垂直度为0.02mm铣床加工:螺丝孔,运水孔,顶针孔,机咀孔,倒角钳工加工:攻牙,修毛边(3)面板加工:铣床加工镗机咀孔或加工料嘴孔。
(4)顶针固定板加工:铣床加工:顶针板与B板用回针连结,B 板面向上,由上而下钻顶针孔,顶针沉头需把顶针板反过来底部向上,校正,先用钻头粗加工,再用铣刀精加工到位,倒角。
(5)底板加工:铣床加工:划线,校正,镗孔,倒角。
(注:有些模具需强拉强顶的要加做强拉强顶机构,如在顶针板上加钻螺丝孔)看点03三、模芯加工细节粗加工飞六边:在铣床上加工,保证垂直度和平行度,留磨余量1.2mm粗磨:大水磨加工,先磨大面,用批司夹紧磨小面,保证垂直度和平行度在0.05mm,留余量双边0.6-0.8mm铣床加工:先将铣床机头校正,保证在0.02mm之内,校正压紧工件,先加工螺丝孔,顶针孔,穿丝孔,镶针沉头开粗,机咀或料咀孔,分流锥孔倒角再做运水孔,铣R角钳工加工:攻牙,打字码CNC粗加工发外热处理HRC48-52精磨;大水磨加工至比模框负0.04mm,保证平行度和垂直度在0.02mm之内CNC精加工电火花加工省模,保证光洁度,控制好型腔尺寸加工进浇口,排气,锌合金一般情况下浇口开0.3-0.5mm,排气开0.06-0.1mm,铝合金浇口开0.5-1.2mm排气开0.1-0.2,塑胶排气开0.01-0.02,尽量宽一点,薄一点看点04四、滑块加工工艺首先铣床粗加工六面精磨六面到尺寸要求铣床粗加工挂台挂台精磨到尺寸要求并与模架行位滑配铣床加工斜面,保证斜度与压紧块一致,留余量飞模钻运水和斜导住孔,斜导柱孔比导柱大1毫米,并倒角,斜导柱孔斜度应比滑块斜面斜度小2度。