连铸坯的宏观偏析及控制
- 格式:doc
- 大小:140.00 KB
- 文档页数:6
目录摘要 (1)ABSTRACT (2)引言 (3)1 连铸坯的形状质量控制 (4)1.1鼓肚变形 (4)1.1.1 鼓肚产生的原因 (4)1.1.2 采取的措施 (4)1.2菱形变形(脱方) (4)1.2.1 脱方成因 (5)1.2.2 减少脱方的措施 (5)1.3圆铸坯变形 (6)1.3.1 椭圆形变形 (6)1.3.2 不规则变形 (6)2 连铸坯的表面质量控制 (7)2.1振动痕迹 (7)2.2表面裂纹 (7)2.2.1 表面纵裂纹 (7)2.2.2 表面横裂纹 (8)2.3表面夹渣 (10)2.3.1 表面夹渣形成的原因 (10)2.3.2 解决表面夹渣的方法[5] (11)2.4保护渣性能对连铸圆坯表面质量的影响[7] (11)3 连铸坯的内部质量控制 (13)3.1连铸坯的中心裂纹 (13)3.1.1内部裂纹产生的原因及预防措施 (13)3.2连铸坯的内部夹杂物 (14)3.2.1夹杂物的分类 (15)3.2.2 夹杂物的来源[9] (15)3.2.3 连铸坯中夹杂物的控制方法[10] (16)结论 (18)致谢 (19)参考文献 (20)摘要连铸坯质量决定着最终产品的质量。
从广义来说所谓的连铸坯质量是得到严格产品所允许范围以内,叫合格产品。
连铸坯质量是从一下几个方面进行评价的:1. 连铸坯的外观形状:是指连铸坯的几何尺寸是否符合规定的要求。
与结晶器内腔尺寸和表面状态及冷却的均匀程度有关。
2. 连铸坯的表面质量:主要是指连铸坯表面是否存在裂纹,夹渣等缺陷。
连铸坯这些表面缺陷主要是钢液在结晶器内坯壳形成生长过程中产生的,与浇注温度,拉坯速度,保护渣性能,浸入式水口的设计,结晶式的内腔形状,水缝均匀情况,结晶器振动以及结晶器液面的稳定因素有关。
3. 连铸坯的内部质量:是指连铸坯是否具有正确的凝固结构,以及裂纹,偏析,疏松等缺陷程度。
二冷区冷却水的合理分配,支撑系统的严格对中是保证铸坯质量的关键。
控制连铸板坯中心偏析的实践黄成红,陈国威,刘光明(武汉钢铁股份有限责任公司炼钢总厂二分厂,湖北武汉430083)摘 要:中心偏析是连铸板坯常见的内部缺陷之一。
近几年来,武汉钢铁股份有限公司炼钢总厂二分厂通过坚持日常的铸坯低倍组织分析,采用轻压下技术和电磁搅拌工艺,控制好铸机辊缝精度,完善二冷配水制度,维护好二冷设备等措施,消除了铸坯A类偏析,并将B类偏析发生率控制在5%以下。
关键词:板坯;中心偏析;实践中图分类号:T F777.1 文献标识码:B 文章编号:1002-1043(2009)03-0025-04Practice in controlling center segregation of continuons casting slabH UANG Cheng-ho ng,CH EN Guo-w ei,LIU Guang-ming(No.2Steel-m aking Plant of WISCO,Wuhan430083,China)Abstract:Center seg reg ation is the com mon inner defect of slab.By insisting on day to day macrog raphic analy sis o n the structures o f the co ntinuons casting slab,adopting the soft reduction techno logy and the EM S pro cess,prope rly contro lling the ro ller gap,im-proving the secondary co oling schedule and maintaining w ell the secondary co oling e-quipments in the recent y ears the g rade A seg regatio n has been eliminated and the rate of g rade B seg reg atio n co ntro lled within the limit of5%below in the No.2Steel-making Plant o f WISCO.Key words:slab;center seg reg atio n;practice 连铸板坯中心偏析是指位于铸坯中心部位的C、P、S等元素含量明显高于其它部位的宏观偏析现象。
连铸坯的工艺和质量控制碳含量小于或等于0.12%时,碳当量应采用CE(Pcm)公式计算:CE(Pcm)=C+Si/30+Mn/20+Cn/20+Ni/60+Cr/20+Mo/15+V/10+5B当碳含量大于0.12%时,碳当量应采用CE(IIW)公式计算:C E(I I W)=C+M n/6+(C r+M o+V)/5+(N i+C u)/15各国碳当量计算公式文字1、碳(C):钢中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。
碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀;此外,碳能增加钢的冷脆性和时效敏感性。
2、硅(Si):在炼钢过程中加硅作为还原剂和脱氧剂,所以镇静钢含有0.15-0.30%的硅。
如果钢中含硅量超过0.50-0.60%,硅就算合金元素。
硅能显著提高钢的弹性极限,屈服点和抗拉强度,故广泛用于作弹簧钢。
在调质结构钢中加入 1.0-1.2%的硅,强度可提高15-20%。
硅和钼、钨、铬等结合,有提高抗腐蚀性和抗氧化的作用,可制造耐热钢。
含硅1-4%的低碳钢,具有极高的导磁率,用于电器工业做矽钢片。
硅量增加,会降低钢的焊接性能。
3、锰(Mn):在炼钢过程中,锰是良好的脱氧剂和脱硫剂,一般钢中含锰0.30-0.50%。
在碳素钢中加入0.70%以上时就算“锰钢”,较一般钢量的钢不但有足够的韧性,且有较高的强度和硬度,提高钢的淬性,改善钢的热加工性能,如16Mn钢比A3屈服点高40%。
含锰11-14%的钢有极高的耐磨性,用于挖土机铲斗,球磨机衬板等。
锰量增高,减弱钢的抗腐蚀能力,降低焊接性能。
4、磷(P):在一般情况下,磷是钢中有害元素,增加钢的冷脆性,使焊接性能变坏,降低塑性,使冷弯性能变坏。
因此通常要求钢中含磷量小于0.045%,优质钢要求更低些。
5、硫(S):硫在通常情况下也是有害元素。
收稿日期:2011-03-28; 修订日期:2011-04-12作者简介:陈淑英(1974- ),女,辽宁锦州人,副教授,博士.主要从事凝固过程与控制研究工作.Email :j inzhouchenshuyin g @V ol .32N o .8A ug .2011铸造技术F O UN D RY T ECH NO LOG Y废杂铜再生水平连铸黄铜铸坯的宏观偏析陈淑英,岳旭东,常国威(辽宁工业大学材料科学与工程学院,辽宁锦州121001)摘要:以废杂铜再生生产的水平连铸黄铜铸坯为研究对象,研究铸坯中元素的宏观偏析,以及铸坯直径对宏观偏析的影响。
结果表明,铸坯下表面处铜含量最低,从下到上其含量逐渐增加,在距离铸坯底部约30mm 处,铜含量有一个明显的增加,而后一直到铸坯的顶部,其变化幅度很小。
铸坯下表面处铅含量最高,而后呈快速下降的变化规律,在20mm 内下降了约1.1%,再向铸坯的顶部变化时,总体上分布比较均匀,在130mm 内,最大波动约为0.21%。
在同样的连铸条件下,减小铸坯直径,可以部分的降低宏观偏析的幅度,但是宏观偏析区域所占比例不会明显的减小。
铜的分布不均匀主要是由于铅的分布不均匀造成的,并提出了解决铅偏析的方法。
关键词:水平连铸;废杂铜;宏观偏析;凝固过程中图分类号:TG245 文献标识码:A 文章编号:1000-8365(2011)08-1115-05Macro Segregation of Horizontal Continuous Casting Brass Blanks Produced Using Recycled Copper ScrapCHEN Shu -ying ,YUE Xu -dong ,CHANG Guo -wei(School of Materials Science and Engineering ,Liaoning University of Technology ,Jinzhou 121001,C hina )Abstra ct :Th e macro segre gation and the effect of diameter of castin g blan k on th e macrosegregation in horizontal contin uou s brass casting blan k produced u sin g copper scrap as raw material were studied .The results sh ow that copper content is the lowest on the bottom surface of castin g blank ,and the con tent gradu ally increases from bottom to top .The copper content sharply increases at abou t 30mm distan ce from the bottom of castin g blank ,and then th e variation amplitude is very small up to the top of castin g blan k .Lead conten t is the highest on the bottom surface of castin g blank and then rapidly decreases 1.1%within 20mm distance from the bottom ,an d then lead distribu tion is relatively u niform from that position to the top .The biggest fluctuation of lea d elem en t is 0.21%.U nder th e same con tin uously casting con dition ,th e macro se gregation can be partly decreased throu gh reducing th e diameter of castin g blank ,but the m acro segre gation re gion will not be significantly redu ced .The u neven distribution of copper is mainly ca used by the u neven distribu tion of lead ,an d several methods for solving lead se gre gation are suggested .Key words :H orizon tal continu ous castin g ;Copper scrap ;Macro segre gation ;Solidification process 与传统的生产方式相比,水平连铸技术由于具有工序简单、节约能源等优势而在生产企业中得到了日益广泛的应用。
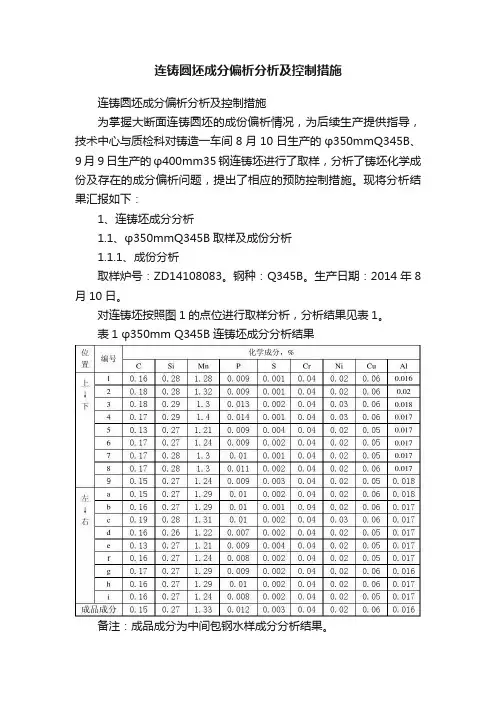
连铸圆坯成分偏析分析及控制措施连铸圆坯成分偏析分析及控制措施为掌握大断面连铸圆坯的成份偏析情况,为后续生产提供指导,技术中心与质检科对铸造一车间8月10日生产的φ350mmQ345B、9月9日生产的φ400mm35钢连铸坯进行了取样,分析了铸坯化学成份及存在的成分偏析问题,提出了相应的预防控制措施。
现将分析结果汇报如下:1、连铸坯成分分析1.1、φ350mmQ345B取样及成份分析1.1.1、成份分析取样炉号:ZD14108083。
钢种:Q345B。
生产日期:2014年8月10日。
对连铸坯按照图1的点位进行取样分析,分析结果见表1。
表1 φ350mm Q345B连铸坯成分分析结果备注:成品成分为中间包钢水样成分分析结果。
图1 φ350mm Q345连铸坯成分分析点分布1.1.2、偏析度分析偏析度计算:Cc/C0=[(1#+2#+3#+4#+5#+6#+7#+8#+9#)/9]/5#。
碳偏析度:上下=0.164/0.13=1.262,左右=0.16/0.13=1.231;硅偏析度:上下=0.279/0.27=1.033,左右=0.27/0.27=1.000;锰偏析度:上下=1.288/1.21=1.064;左右=1.26/1.21=1.041;磷偏析度:上下=0.0103/0.009=1.144;左右=0.009/0.009=1.000;硫偏析度:上下=0.004/0.0019=2.105;左右=0.004/0.0021=1.905。
1.1.3、偏析规律从偏析分析结果看,此炉φ350mmQ345B连铸坯成份偏析存在以下规律:⑴、偏析度从大到小依次为硫、碳、磷、锰、硅,偏析最大元素为硫元素。
成份偏析中,C的最大偏差为+0.06%,Si的最大偏差为+0.02%,Mn的最大偏差为+0.19%,P的最大偏差为+0.005%,S的最大偏差为+0.003%,其中C、Si、Mn、P元素为负偏析,S元素为正偏析,⑵、成分偏析的部位主要是二分之一半径及铸坯中心部位,即2、3、5、7、8、c、e、g点,外其他部位的成分比较接近,且能代表整个铸坯的平均成分。
高强钢连铸板坯中心偏析的分析及改善措施摘要:高强度钢一般含有高碳含量和锰质量分数。
连铸坯在凝固过程中容易形成碳、锰等元素的枝晶偏析,导致中厚板中心出现严重的带状组织缺陷。
带钢结构对钢板的力学性能、成形性和断裂性能有着重要的影响。
对于冷轧钢板,带钢结构的存在会使材料表现出很强的各向异性能,导致材料在深加工过程中发生不均匀变形,即沿板宽方向的纵向纤维拉伸不一致,导致二次变形。
即使是在应力集中时裂纹的萌生也会影响最终产品的性能。
如何减少和消除连铸坯在凝固过程中产生的偏析,是连铸生产亟待解决的问题。
基于此,本文对高强钢连铸板坯中心偏析的分析及改善措施进行分析。
关键词:连铸坯;中心偏析;改善措施1连铸坯中心偏析的成因导致连铸坯出现中心偏析的原因主要包括两个方面,一方面是枝晶搭桥形成了小钢锭,另一方面是发生了铸坯鼓肚的问题。
在连铸坯凝固过程中,液芯末端会存在一个固液两相混合组成的糊状区。
凝固过程中,钢液会收缩向坯壳和拉坯方向,最终形成小孔。
位于弯月面的钢液受到地心引力会注入到收缩形成的孔洞当中,通过这种方式可以有效防止疏松和偏析问题的出现。
上述为理想状态,但是在实际铸造过程中,由于出现了小钢锭,钢液难以及时形成収缩孔或者难以注入收缩控制红,最终导致偏析问题出现在铸坯中心部位。
通过偏析问题出现的过程分析可知,拉坯方向液芯中心线附近的钢液会在钢液凝固过程中出现一定的变化,前沿温度梯度不同是造成凝固波动的主要原因。
2板坯中心偏析的形成机制及控制措施对板坯偏析的形成机理进行了大量的研究。
可以看出,板坯的中心偏析是由凝固过程中溶质元素的分离和结晶和凝固结束附近富集的偏析元素的液流引起的。
凝固结束时的钢液流动是由壳体的鼓包和凝固过程中钢液的体积收缩引起的。
板坯的中心偏析与钢成分、热性能、几何形状、工艺参数和设备条件密切相关。
不同冷却条件下坯料枝晶间的应力对坯料的中心偏析也有重要影响。
因此,根据不同的情况,我们需要分析中心偏析的原因。
连铸坯微观及宏观偏析数学模型的研究进展冯 科 徐楚韶 陈登福 孙海峰(重庆大学材料科学与工程学院,重庆400044)摘 要 对连铸坯微观和宏观偏析模型及树枝晶间液相流动的研究进展进行了评述,采用近平衡凝固过程溶质再分配理论并结合连铸传热数学模型对连铸坯微观及宏观偏析的定量解析方法进行了分析。
关键词 连铸坯 枝晶凝固 微观偏析 宏观偏析Advance in Research on Mathematic Model of Micro -andMacrosegregation in Concasting BilletFeng Ke,Xu Chushao,Chen Dengfu and Sun Haifeng(College of Material Science and Engineeri ng ,Chongqing Uni versity,Chongqing 400044)Abstract The advance i n research on mathematic model of micro -and macrosegregation and interdendri tic flowing of liquid phase has been reviewed.And the quantitative resolution method in concasting billet is analyzed by solute redistribu -tion theory during near -equilibriu m solidification and concas ting heat transfer model.M aterial Index Concasting Billet,Dendritic Solidification,M icrosegregation,Macrosegregation连铸坯中典型的宏观偏析是平衡溶质分配因数k<1的溶质元素在铸坯中心线上的富集(即中心正偏析),这已为大量实验和生产实践所证明[1~4]。
连铸坯的宏观检验分析柏才媛摘要:简要介绍了生产中连铸坯宏观检验常用的试验方法,总结了试验室设计中需要注意的难点问题,并对快速硫印试验的应用及设备技术特点作了简要分析。
关键词:连铸坯;宏观检验;酸浸试验;快速硫印试验1 前言连铸生产工艺实质上是钢水从液态向固态的凝固转变过程,该过程是在过冷条件下进行的,经历了形核和核长大,最后才完成结晶。
由于浇注温度、拉坯速度、冷却速度、夹杂物及成分偏析等的影响,产生表面和内部缺陷的机会较多。
评价连铸坯质量,主要应考虑以下几个方面的问题:1) 连铸坯的外观形状和表面质量,主要指连铸坯形状、表面裂纹、夹杂及皮下气泡等缺陷;2) 连铸坯的纯净度,指钢中夹杂物(如氧化物、硫化物等)的含量、形态和分布;3) 连铸坯的内部质量,指连铸坯是否具有正确的凝固结构、以及裂纹、偏析、疏松等缺陷的程度。
根据连铸坯生产中的主要质量问题,应采用不同的检验方法进行评定。
对于连铸坯表面的质量缺陷,如表面裂纹、夹杂物、气泡等,一般用肉眼即可进行观察判断;而对于内部质量,如成分偏析、内部夹杂物及内部裂纹等质量缺陷则需要截取某个特定的断面进行宏观检验,研究成分偏析、夹杂物及缺陷的种类、数量、大小、分布和形状等,才能判定连铸坯质量的好坏。
宏观检验是用肉眼或在不大于十倍的放大镜下,观察试样表面或断面的情况,用以检验钢材组织的不均匀性及宏观缺陷的形式和分布,也称为低倍检验。
宏观检验包括酸浸试验、断口检验、塔形车削发纹试验及硫印试验等,通常是进行试样检验或直接在钢件上检查,其特点是检验面积大,易检查出分散缺陷。
生产中最常用的连铸坯质量评定方法是酸浸试验和硫印试验。
2 酸浸试验酸浸试验是宏观检验中最常用的一种方法。
在钢材质量检验中,按顺序酸浸试验被列为检验项目的第一位。
如果一批钢材在酸浸检验中显示出不允许有的或超过允许程度的缺陷,则其它检验可以不必进行。
酸浸试验用以检查偏析、疏松、夹杂及裂缝等缺陷,可分为热酸浸蚀试验法、冷酸浸蚀试验法和电解酸蚀法三种。
控制宏观偏析的方法和效果宏观偏析亦称为“区域偏析”,指金属铸锭(铸件)中各宏观区域化学成分不均匀的现象。
包括正常偏析、反常偏析和比重偏析。
宏观偏析造成铸锭(铸件)组织和性能的不均匀性。
它和材料本性、浇铸条件、冷却条件等许多因素有关,虽然无法绝对避免,但应当控制在一定范围之内。
宏观偏析的形成原因:铸件过厚、浇注温度过高、凝固时冷却速度过慢,易使凝固温度范围宽的合金产生区域偏析。
合金吸气较严重时,会加重区域偏析,偏析使铸件的力学性能降低,易导致热裂和冷裂,降低铸件的耐蚀性,严重时会导致铸件因性能不合格或断裂而报废或失效。
区域偏析可通过扩散退火、热变形加工和热等静压处理减轻。
减少宏观偏析的措施:1. 保证合金成分,使凝固过程中液体密度差别最小。
2. 适当的铸件或铸锭高度。
3. 采用加入孕育剂、振动、搅拌等细化晶粒的措施,减少枝晶间液体金属流动。
4. 加大冷却速度,缩短固液相区的凝固时间。
电磁振荡对半连铸7075址合金的宏观偏析的抑制作用。
电磁振荡对抑制溶质元素的宏观偏析,大致可归结为以下几个方面原因。
(1)初凝壳高度影响因素。
熔体形成凸起的弯液面,与结晶器壁间的接触高度和接触压力变小,次冷却强度降低。
此外,洛仑兹力的搅拌作用,强化了晶粒从结晶器壁的瓣离,因而初凝壳高度减小,形成位置点降低,消除了这部分以结晶器壁为基底的晶粒在长大过程中凼颈缩和“搭桥”而封闭富集溶质的熔体,以及发生再熔化逆偏析,形成表面偏析瘤.造成溶质元素在铸锭表面含量偏高的现象,抑制了宏观偏析。
(2)液穴因素。
液穴深度变浅,降低了各溶质元素四密度不恻在液穴内部分布不均匀而造成的密度偏析,有利于溶质元素在截面尺度范围内的均衡分布和扩散,降低了宏观偏析的程度。
(3)温暖场和浓度场因素。
极大地均匀了液穴中温度场和浓度场,抑制了枝晶的生长,从而避免了枝晶臂彼此接触“搭桥”,在晶间及二次枝晶臂根部封闭充盈富集溶质元素的熔体,而导致的溶质宏观偏析。
连铸坯的中心偏析及控制
摘要:对连铸坯的中心偏析进行研究分析,并且分析影响中心偏析的因素,主要有过热度和鼓肚等因素,从而采用一些措施来降低中心偏析,主要有稳定和降低过热度,控制钢液中碳磷硫的含量,二次冷却工艺,稳定拉速,采用电磁搅拌等措施.
关键字:连铸坯, 过冷度, 中心偏析, 鼓肚成因
1 连铸坯的偏析
铸坯凝固过程中, 表层因激冷生成细小枝晶(激冷层), 随着表层凝固厚度增加, 铸坯内部向外传热能力降低, 铸坯开始呈现定向凝固, 形成由外向内的长条状树枝晶(柱状晶)。
由于选分结晶的原因, 溶质元素向熔池(液相区)积聚, 当柱状晶增长而生成搭桥现象时, 富集溶质元素的钢液被封闭而不能与其它液体交换, 在该处形成C S等元素的正偏析同时, 上部钢液不能补充此处的凝固收缩, 从而伴随有残余缩孔。
图1为铸坯凝固过程此形成中心偏析的示意。
图1铸坯凝固形成宏观偏析示意
2 连铸坯的中心偏析形成的机理
1)钢锭中心凝固理论
该理论认为当浇注钢液碳含量超过0.45%(质量分数) 时,即使是中等过热
度的钢液也有柱状晶强烈增长的趋势,在凝固后期由于铸坯断面中心柱状晶的搭桥,当桥下面的钢液继续凝固时,得不到上部钢液的补充,下部区域就形成缩孔、疏松及中心偏析。
2)溶质元素析出与富集理论
该理论认为铸坯从表壳到中心结晶过程中由于钢中一些溶质元素( 如碳、锰、硼、硫或磷) 在固液边界上溶解并平衡移动,从柱状晶析出的溶质元素扩散到尚未凝固的中心,即产生铸坯的中心偏析。
3 影响中心偏析的因素
1)钢水的过热度
过热度是决定等轴晶率大小的一个重要参数。
过热度越低,断面上产生的等轴晶率就越大,从而偏析程度就越小,经过统计大量的试验数据表明等轴晶率与过热度的关系如图1所示
图2 等轴晶率与过热度的关系
过热度低时,能提供大量的等轴晶核,生成等轴晶,阻止凝固前期柱状晶的形成,并生成由细小等轴晶组成的大面积等轴晶区。
若过热度高,柱状晶区便扩大,甚至产生柱状晶搭桥现象,从而形成中心疏松或缩孔,随之产生严重的中心偏析。
2)电磁搅拌
实践证明,通过搅拌可以有效增加等轴晶区域宽度,不同的搅拌方式在同等过热度情况下等轴晶区域宽度明显不一样。
通过搅拌使钢液产生运动,一方面
溶解了凝固前沿的枝晶,使得液相穴底部变得宽大和圆滑,阻止了柱状晶生长和防止形成凝固桥,,从而减少了小钢锭结构的形成,降低了中心偏析。
另一方面通过增加钢液流动,提高了凝固相间的热传递,改善了传热效率,有利于降低过热度,减少凝固前沿的温度梯度,抑制了柱状晶的定向增大,因而促进了等轴晶的生成。
3)冷却强度
适当提高二次冷却强度除了能细化组织晶粒外,还能缩短液相深度,增加坯壳厚度。
但是,二冷区冷却强度过大,造成断面上温度梯度过大,会促进柱状晶的生成,减少等轴晶的比例,铸坯的角部裂纹严重,同时将加快铸坯中心树枝晶搭桥现象,使中心偏析更加严重。
一般采用弱冷。
但是,冷却过弱,会造成凝固壳太薄,铸坯表面温度过高,铸坯在高温度下强度低,在钢水静压力作用下,坯壳会发生鼓肚。
4)拉速
一般来说,适当降低拉速对铸坯质量有利,尤其对大方坯连铸,可使铸坯在离开结晶器时,其坯壳有足够的厚度以承受内部钢液的静压力。
否则,容易产生鼓肚。
对于断面和成分确定的铸坯来说,若增大拉速会使液相穴延伸,从而增加了搭桥和形成小钢锭结构的几率,致使铸坯中心组织粗大,并带有缩孔和轴向偏析。
所以一般均希望得到较浅的液相穴,并使钢液易于补缩。
为此也需要限制拉速。
然而,过度限制拉速,又会影响铸机效率,因此应予综合考虑。
5)辊子间距,刚性及对中精度
鼓肚与辊子间距,刚性及对中精度有很大的关系,间距越大越容易产生鼓肚,为了减轻鼓肚,辊子要保持良好的刚性,不容易发生变形,并且对中要好,保持较高的精度。
因此,缩小辊子间距,特别是调整辊列系统的对中精度和保持夹棍的刚性,,对减轻鼓肚都十分有利。
4防止连铸坯中心偏析的对策
如图3显示,为防止连铸坯中心偏析,采用以下措施:
图3 采取措施示意图
1)包钢水过热度的控制
过热度高有利于柱状晶生长,中心等轴晶区小,中心偏析加重,控制低过热度,抑制柱状晶生长,扩大中心等轴晶区,是减轻铸坯中心偏析的有效措施。
2)碳、磷、硫的控制
碳、磷、硫3 种元素的偏析系数均较高。
钢中硫含量高,会降低钢的延展性,增加钢的热脆,容易引起铸坯的中心偏析和内部裂纹。
大幅度降低硫含量,既减轻了钢的热脆性,也有利于减少中心偏析和内部裂纹等缺陷。
3)二次工艺冷却
加大二冷区冷却强度,会增大铸坯断面内的温度梯度, 增加中心偏析和热裂倾向。
因此, 采用弱的二冷配水工艺, 且保证二冷配水均匀, 以达到减少中心偏析和裂纹的目的。
4)稳定拉速
控制升降拉速幅度,做到升降平稳,提高浇铸稳定性。
保证合适的结晶器水口浸入深度,结晶器液面自控系统稳定,避免结晶器液面紊乱,保证结晶器液面稳定。
制定合适的温度拉速制度,通过降低钢水过热度,稳定拉坯速度,缩短并稳定液相穴长度,减轻因拉速不稳定造成连铸坯液相穴钢液补缩不充分,生产中对控制中心偏析效果明显。
5)采用电磁搅拌
采用电磁搅拌,消除凝固桥,折断树枝晶,增加铸坯中心等轴晶区,中心
偏析明显改善甚至消失。
电磁搅拌装置可以分别安装在结晶器(M--EMS),二冷区(S--EMS)和凝固末端(F--EMS),可以单独搅拌,也可组合搅拌,不搅拌,中心偏析度的平均值偏差都很大;进行S--EMS搅拌,平均值偏差有所改善;进行M—EMS进行搅拌,平均值偏差大为;进行M+S、M+F、M+F+S组合搅拌,平均值改善更明显。
所以对于浇小断面中高碳钢,为得到致密的由心结构,消除或减轻中心偏析,采用电磁搅拌是行之有效的。
采用电磁搅拌,改善中心偏析的效果主要是由于抑制了柱状晶的生长,增加了中心等轴晶区宽度,使偏析元素均匀分布在等轴晶之间,避免了溶质元素的集聚。
6)采用轻压下技术
连铸生产中应用最早的液芯压下技术为热轻压下技术( TSR, 也称软冷
却) 。
其机理为通过铸坯表面温降速度,补偿中心热收缩,减轻因为热收缩引起的钢水逆流,从而减轻中心偏析和中心疏松。
热轻压下技术主要在常规厚板坯和方坯机上采用。
目前所说的轻压下技术一般指机械轻压下技术( MSR) 。
轻压下技术的采用,有效地改善了铸坯中心的质量,降低了中心偏析与中心疏松;
并且有利于结晶器与铸坯的厚度匹配,扩大了结晶器厚度的可选择范围; 另外,还有节省能源。
用轻压下时注意铸坯内产生的应力不能超过铸坯固液相处的高温强度,以免铸坯出现内裂。
7)凝固末端强冷技术
铸坯中心偏析与液相穴末端糊状区的体积有关。
在凝固末端设置强冷区,能压实铸坯芯部,防止潜热骤然放出使坯壳鼓胀而导致液体流动,改善中心偏析。
参考文献
1)张家雯, 李正邦, 薛正良. 高碳钢连铸方坯中心偏析[ J] . 炼钢,2000,
16 ( 1 ) : 56.
2)史宸兴. 连铸钢坯质量. 北京: 冶金工业出版社, 1980. 7
3)卢盛意. 连铸坯质量(第2 版) [M] . 北京: 冶金工业出版社, 2000 4)宋维锡. 金属学( 修订版) [ M] . 北京: 冶金工业出版社, 1995. 5)钱刚. 阮小江. 蔡燮鳌. 连铸轴承钢大方坯中心偏析的成因及对策[ J] . 钢铁, 2002, 37 ( 5) : 16.。