钢铁的磷化处理
- 格式:docx
- 大小:127.98 KB
- 文档页数:5
1 / 5
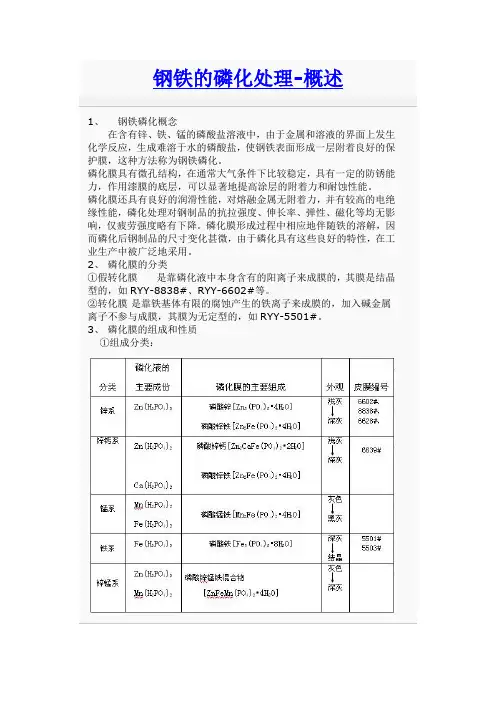
钢铁的磷化处理
摘要:金属磷化处理工艺可以改变金属表面原有的性质,从而提供新的物理特性
或物理化学特性,因而广泛应用于金属的表面处理领域中。本文主要介绍钢铁的中温与高温磷化,通过实验来研究两种磷化膜的性质,对它们的原理、配方和生产工艺进行了简要的介绍。
关键词:机理,中温,高温,工艺
1.引言
磷化处理是指钢铁零件在含有锌、锰、钙、铁或碱金属的磷酸盐的溶液中
进行化学处理,在其表面上形成一层不溶于水的磷酸盐膜的过程。磷化是钢铁表面处理的常用手段,磷化膜厚度一般为 5 μm-20 μm,为微孔结构,与基体结合牢固,具有良好的吸附性、润滑性、耐蚀性、不粘附熔融金属性及较高的电绝缘性等。磷化膜主要用作涂料的底层、金属冷加工时的润滑层、金属表面保护层以及用作电机硅钢片的绝缘处理、压铸模具的防粘处理等。磷化处理所需设备简单,操作方便,成本低,生产效率高,被广泛应用于汽车、船舶、航空航天、机械制造及家电等工业生产中[1]。
2.磷化膜的形成机理[2]
磷化处理是在含有锌、锰、铁的磷酸二氢盐与磷酸组成的溶液中进行的。金属的磷酸二氢盐可用通式M(H2PO4)2表示,M为金属。下面主要介绍磷化膜形成的电化学机理。
从电化学的观点来看,磷化膜的形成可认为是微电池作用的结果。在微电池的阴极上发生氢离子的还原反应,有氢气析出:
2H+ + 2e = H2
在微电池的阳极上,铁被氧化为离子进入溶液,并与H2PO4-发生反应。由于M2+的数量不断增加,pH值逐渐升高,促使反应向右进行,最终生成不溶性的正磷酸盐晶核,并逐渐长大。下面是阳极反应:
M - 2e = M2+
M2++2H2PO4-= M(H2PO4)2
M(H2PO4)2= MHPO4+H3PO4 2 / 5
3MHPO4=M3(PO4)2↓+ H3PO4
3.实验工艺与配方
工艺流程:化学脱脂(碱性除油)→热水洗→冷水洗→酸洗→热水洗→磷化→冷水洗→磷化后处理。
3.1配方与溶液配制
一、碱性除油液:
碱性化学除油溶液配方
组成 NaOH Na2CO3 Na3PO4 Na2SiO3 OP乳化剂
配方 30 g/L 30 g/L 35 g/L 5 g/L 2ml/L
二、酸洗除锈液:3%的稀盐酸
三、测定总酸度和游离酸: 0.1 mol/L的NaOH溶液,酚酞,甲基橙
高温磷化酸比值控制在7-8,中温磷化控制在10-15。
四、磷化液
1)中温磷化工艺配方:硝酸锌80-100 g/L, 磷酸二氢锌25-40 g/L
镀液配制过程:
(1)先称取硝酸锌和磷酸二氢锌,结果重量分别为23.0000g和9.000g;
(2)接着将它们分别用少量水调和,调成糊状的磷酸二氢锌在不断搅拌下融入10Lm磷酸中,然后将硝酸锌加入,最后加水至250Lm;
(3)进行酸度检验并补救
2)高温磷化工艺配方 :氧化锌9 g/L ,磷酸 23LmL/
镀液配制过程:
(1)先称取氧化锌和磷酸,结果重量分别为2.25g和5.75 mL;
(2)将氧化锌用水调成糊状,将磷酸加入,最后加水搅拌至250 Lm;
(3)进行酸度检验并补救;
五、填充液:重铬酸钾和碳酸钠
(1)称取重铬酸钾和碳酸钠分别为20.000 g和1.500 g;
(2)将其混合,加水搅拌至500 mL。
3.2具体实验步骤
步骤一 在圆片状的样品上接近边缘处打一圆孔 3 / 5
步骤二 碱性除油
将配置好的除油液加热到50-60 ℃,将工件加入到混合液中,不断搅拌,时间为3至5 min。
检验除油效果:
水膜法 (1)除油水洗后的工件(禁止手拿),直立,让水自然留下
(2) 30秒后,观察工件表面
(3)工件表面应被水均匀覆盖,不得有断流、水珠、或无水膜现象(工件上部已干燥的部分除外)。
步骤三 热水洗与冷水洗
热水洗:加热蒸馏水或自来水到70 ℃左右进行清洗。
冷水洗:把样品放在自来水下直接冲洗,直至冲洗干净为止。
步骤四 酸洗除锈
将工件放入3%的稀盐酸中活化30 s左右
步骤五 磷化处理
1)中温磷化
将活化后的工件热水洗后立即加入到60-70 ℃的磷化液中,50min后取出。
2)高温磷化
将活化后的工件热水洗后立即加入到加热到85-95 ℃的磷化液中,20min后取出。
步骤六 磷化后处理
磷化后对磷化膜进行填充和封闭处理。将磷化后的工件加入到90 ℃的填充液中,15 min后取出,填充后,在润滑油中进行封闭。
4.实验结果分析
4.1表面形貌
分析:磷化膜由于基体材料及磷化工艺的不同可由深灰到黑灰色,特殊工艺可实现纯黑色、红色及彩色。磷酸盐转化膜外观呈灰色或黑色,是有一系列大小不同的晶体所组成,在晶体的联结点上形成细小裂缝的多孔结构。经过填充、浸油或涂漆处理后,在大气条件下具有较好的抗蚀性。图1和图2分别为中温磷化和高温磷化工件的表面磷化膜形貌。由图可以看出磷化膜有微孔、镀层不均匀、4 / 5
有的地方甚至没镀上。这可能是工件的预处理没有做好,酸洗时间过长,活化后未立即放入镀液中。镀液的游离酸过高、零件表面有残酸等都会导致磷化膜结晶粗糙多孔。
图1 中温磷化100倍 图2 高温磷化100倍
4.1磷化膜厚度
锯开→镶嵌→砂轮磨→砂纸磨→抛光→腐蚀(3%硝酸酒精溶液)→酒精洗→烘干→金相显微镜观察→测镀层厚度→拍照片
图3中温磷化厚度400倍 图5 高温磷化厚度100倍
中温磷化厚度:0.013×0.5=0.0065mm(400倍下2格)
高温磷化厚度:0.013×1=0.013mm(100倍下1格)
分析:零件的材料和表面状态、镀液的总酸度、游离酸度、温度等都对磷化膜的厚度有影响。高、中碳钢和低合金钢容易磷化,磷化膜黑而厚实。提高总酸度能加快磷化反应,使膜层薄而细致。过高,常常使膜层过薄,过低,磷化速度缓慢,层厚而粗糙。游离酸度过低使磷化膜薄甚至没有磷化膜。温度高能加快磷化速度,提高附着力,硬度、耐蚀性。 5 / 5
5.中温磷化与高温磷化比较
中温磷化的溶液稳定,磷化速度快,生产效率高,但溶液成分复杂,难配置。高温磷化的耐腐蚀性、结合力、硬度和耐热性都比中温高,沉积速度也比中温快,磷化膜粗细均匀。但高温磷化溶液加热时间长,挥发量大,成分变化快,磷化膜易夹杂沉淀,沉淀物难清理。
6.结束语
磷化处理后钢铁表面的磷化层具有很好耐腐蚀性,可防止钢铁的腐蚀。作为组长的我带领组员完成了这次实验,我们不仅掌握了高温与中温磷化处理的原理、工艺、试剂配置、镶嵌操作过程等,还意识到团队合作的重要性。虽然在实验过程中遇到了一些困难,但在我们共同努力以及老师的指导下都得到了解决。
致谢:感谢王兰老师与纪嘉明老师的指导与帮助。
参考文献
[1]孙国新,钢铁磷化技术及其发展〔J〕.山东化工,1994,2:26-31.
[2]钱苗根,姚寿山,张少宗.现代表面技术[M].北京:机械工业出版社,2002.5.