WRC 107_Local Stresses in Spherical and Cylindrical Shells due to External Loadings_2002 _部分4
- 格式:pdf
- 大小:6.53 MB
- 文档页数:8

Material behaviourBallistic and numerical simulation of impacting goods on conveyor belt rubberW.Molnar a,*,S.Nugent a,M.Lindroos b,M.Apostol b,M.Varga aa AC2T research GmbH,Viktor-Kaplan-Straße2C,2700Wiener Neustadt,Austriab Tampere Wear Center,Department of Materials Science,Tampere University of Technology,P.O.Box589,33101Tampere,Finlanda r t i c l e i n f oArticle history:Received27October2014 Accepted2December2014 Available online11December2014Keywords:RubberBallistic impactSimulationTribologyConveyor belt a b s t r a c tImpact loading is an important process in the transport industry as it causes wear and failure of critical components.Conveyor belts are of particular importance as they are used in practically every industry where large quantities of goods are moved over short(<10m) or long distances(>1km).To investigate stress levels inside the material during impact loading,a gas gun was utilized to shoot9mm spherical steel balls onto the surface of a rubber conveyor belt.A high speed video recording system was employed in order to determine penetration depth and dissipated energy of the steel ball.Maximal penetration depths of up to3.9mm and maximal dissipated energies of up to86.8%were measured. Additionally,a numerical simulation using smooth particle applied mechanics was con-ducted and compared to the experimental results obtained with the gas gun.The calcu-lated von Mises stresses affected the conveyor belts up to a maximum depth of8.8mm with at least20MPa.Maximum von Mises stresses were calculated to reach60MPa.©2014Elsevier Ltd.All rights reserved.1.IntroductionWear and failure of critical components are major con-cerns in every industry.Therefore,preventing or slowing down wear is one of the most important,but also most challenging,aspects of design.In this case,the loading process of rubber based conveyor belts is of particular in-terest.Depending on the application,conveyor belts can be loaded with hundreds of tons of goods every hour,which causes elastic,as well as plastic,deformation of the mate-rial and,over time,wear.The belt can make up to70%of the total costs of a transport system(calculated as cost per lifetime)[1],emphasising the importance of its wear resistance.To tackle this problem,one mustfirst understand the process of loading and impacting.One option is to run a large number of tests and experimentally simulate every possible outcome.Unfortunately,this is very time-consuming and expensive and,in most cases,impracti-cable.An elegant solution is a numerical simulation,which can quickly deliver values for set parameters once a suitable model has been chosen and corresponding code written. Such simulation can also give insight on phenomena that are not directly accessible via practical experiments,such as stress inside the material,change of contact geometry or tribo-chemical effects[2].Of course,there is still a need for experimentally acquired results to validate the chosen model.Over the years,different experimental setups have been designed to test materials for their impact related proper-ties,generating data that can be used to compare with data from numerical simulations.Wang et al.[3]used a high-speed crash system,where a trolley was accelerated by an elastic rope onto a rigid wall.A numerical simulation with a finite element model provided validation of data.Another possible setup includes a gas gun to simulate single particle impact,which was reported by Apostol et al.[4].Currently,*Corresponding author.E-mail address:molnar@ac2t.at(W.Molnar).Contents lists available at ScienceDirect Polymer Testingjou rn al homepage:/l ocate/polytest/10.1016/j.polymertesting.2014.12.0010142-9418/©2014Elsevier Ltd.All rights reserved.Polymer Testing42(2015)1e7impact simulations are used to predict impact-related wear due to erosion[5,6],blast resistance[7]and ballistics[8].In literature,numerical simulations,whether they are based on continuum,discrete or statistical methods,are often utilized in modelling tribological phenomena to enhance understanding of problems that are not accessible through experimental approaches alone[9].It is also possible to model such phenomena with a particle-based method:the smoothed particle applied mechanics (SPAM),as described recently by Sun et al.[10].This method relies on particles shifting around a defined grid according to equations of motion.The physical properties being investigated are gained through interpolation between these mass-carrying particles.Since the interpolation is a summation of the influence by neighbouring particles,theydo not carry volume elements,but parts of it,and summa-tion gives the quantity investigated.SPAM-related models have been used successfully in the past by Johnson et al.[11] to simulate pared to simulation methods like finite elements,SPAM can deal more efficiently with large deformations,which are expected when investigating rub-ber,and offer better accuracy in such situations.Depending on the kinetic energy of the impacting ball, wear and damage mechanisms can differ greatly.Thus,the model must be adjusted to the specific material pairing and kinetic energy.A visco-elastic model is needed in this case, as the objects being investigated are rubber conveyor belts.A couple of models have been used in literature to simulate visco-elastic impact[12].For modelling linear visco-elasticity,the well-established Kelvin-Voigt model and the Maxwell model can be used as a basis.This work will utilize the Kelvin-Voigt model,which includes a purely viscous dampener and a purely elastic spring.The SPAM model will contain a purely elastic material together with a viscous term,representing spring and dampener.Therefore,this work will focus on understanding the impact situation,with an emphasis on the stresses present during the loading process of rubber conveyor belts.In contrast to other works,which concentrate on homoge-nous materials to reduce the number of interpretable pa-rameters,this work tries to take the influence of the carcass into account,which more accurately reflects the practical usage of conveyor belts.2.Experimental2.1.MaterialsA basic schematic is shown in Fig.1,illustrating the complex makeup and material combination of a state of the art conveyor belt,which is composed of:A4mm thick rubber top layer and three layers of an interwoven polyester(warp)-polyamide(weft)carcass with skim layers (made of soft rubber)between them to improve the tensile strength of the belt.A2mm rubber bottom layer completes the conveyor belt and provides sufficient friction to the drive pulley during service.Two commercially available Styrene-Butadien-Rubber (SBR)based conveyor belts,Semperit Multiply D(Sample A)and Transconti NQ(Sample B),were chosen for these experiments.Additionally,Semperit N17was selected (Sample C).This particular belt is also SBR based and fea-tures additionally a deformingfleece for better processing. Shore A hardness was measured for all three samples and revealed values of65,63and71for Samples A,B,and C, respectively.Square plates,with lateral dimensions of180Â180mm and a total thickness of10mm,were sawn from of the original conveyor belts.These samples were thenfixed to a tiltable table using steel clamps.2.2.Impact testingThe impact tests at high velocity were performed using a High Velocity Particle Impactor(HVPI).A schematic drawing of the device is presented in Fig.2.The HVPI consists of a smooth bore barrel connected to a pressurised air tank so that9mm balls of various materials can be launched onto prepared samples.To monitor the velocity at impact,a speed measurement device was placed just before the target assembly.The target assembly is angled at 45 and consists of the samplesfixed onto a steel support with clamps.The impact was monitored by a high speed camera and evaluated for subsequent analysis.The HVPI device uses pressurized air to launch spherical projectiles in a controlled manner against a piece of conveyor belt placed at1m distance from the end of the barrel.A stainless steel ball of9mm in diameter and2.98g in weight was used as a projectile.The projectile balls were fired against the samples at a constant velocity of37m/s, which corresponds to a kinetic energy prior the impact of 2.04J.The incident velocity of the projectile was measured by a commercial timing device placed in front of the target assembly.The impact tests were performed at an angle of 45 with a precision of±1 .Each sample was impacted ten times to observe effects of hysteresis or damage caused by previous impacts and to ensure statistical significance.The fractions of dissipated energy of the initial kinetic energies,maximum penetration depths and reflected an-gles were determined by analysing several overlapping high speed images.Fig.3illustrates the overlapping tech-nique,where the yellow dash-dot line defines the impact surface(zero line)and the blue circles highlight the surface of the impacting steel ball.To calculate the exit velocity,the distance travelled(D s) between frames after the impact event was calculated by tracking a specific point,such as the centroid of theball.Fig.1.Schematic cross-section of a state of the art conveyor belt.W.Molnar et al./Polymer Testing42(2015)1e7 2The exit velocity is then used to calculate the dissipated energy (E d )fractions.E d ¼m p Àv 2i Àv 2eÁ2;(1)where m p ,v i ,v e ,represent the mass of the particle,themeasured incident velocity and the calculated exit velocity of the particle,respectively.The maximum penetration depths (D p )were also quanti fied via image analysis by determining the maximum de flection of the rubber surface with respect to the original surface (zero line)during the impact event.In addition,the projectile velocity and deceleration were calculated as functions of time by using all captured high speed images in order to analyze changes in material properties throughout the experiment.2.3.Simulation e SPAMThe simulations were done with the scheme of Smoothed Particle Applied Mechanics close to theformulation of Nugent et al.[14].Any continuum or field function f(r,v)at a location r with a velocity v is represented as a weighted sum of the contributions from the neigh-bouring particles [15]:〈f ðr ;v Þ〉¼mX N j ¼11r ðr j Þf ðr j ;v j Þw ðj r Àr j j ;h Þ(2)So,N particles each carry the same mass m and con-tinuum values,such as density r j .If one applies the gradient to this function,it only applies to r ,so only the gradient of the kernel has to be considered.The kernel.w ij ¼w ðj r i Àr j j ;h Þ(3)is usually an even function with a finite carrier of radius h ,called the smoothing length.We use the Lucy kernel in this work [14,16],which vanishes smoothly at radius r !h .For simulation of solids,the equations have to be modi fied regarding the representation of the stress-strain relation s -ε[17].With the density being integrated from the continuity relation,the SPAM equations of motion (equations (4)e (8))become:d r ðr i Þ¼m X N j ¼1ðv i Àv j ÞV i w ij(4)dr idt¼v i (5)d v i dt ¼m X N j ¼1s i i þs ij !$V i w ij þF v þF e(6)d εi dt¼Àm 2X Nj ¼11ffiffiffiffir i p r j ÀÀv i Àv j Á5V w ij þð…Þt Á(7)d s i dt ¼l tr d εi dtþ2m d εidt(8)For the force due to viscosity F v ,we use the arti ficial viscosity described by Monaghan [15],with a beingaFig.2.Schematic of the high velocity particle impactor (HVPI)[13].Fig.3.Five stages of the impact event recorded with a high speed cameraduring HVPI testing,showing the analysed values [13].W.Molnar et al./Polymer Testing 42(2015)1e 73viscous parameter and h ¼a r hc/20being the viscosity,where c is the velocity of sound.F e represents external forces,for instance boundary forces.Boundary conditions are modelled by mirror particles [18],ideal plasticity by multiplying the stress with a reduction factor,which compares the yield with the von Mises stress [17],and tangential plasticity with a tangential adjustment of the yield.The whole simulated area equals an isotropic plate with dimensions of 28Â28Â10mm (LxWxH)with an incompressible layer placed on the bottom (the opposite side from the impact).3.Results3.1.Experimental impact simulationThe penetration depth and dissipated energy acquired during the experiments with the HVPI gas gun can be observed in Fig.4.As expected,the majority of the steel ball's kinetic energy was dissipated by the impact on the conveyor belt surface (Fig.4a,b).From the original kinetic energy of 2J,the ball lost between 86.1%(Sample A)and 86.8%(Samples B and C).All three samples show practically the same amount of dissi-pated energy (which is why only a very narrow range is shown in Fig.4b)and also feature very similar evolution of dissipated energy during impact.It can,therefore,be concluded that the dissipated energy shows no relation to Shore A hardness,which is different for the samples.The penetration depths (Fig.4c,d)reached a maximum of 3.9mm for Sample A,3.6mm for Sample B and 3.1mm for Sample C.It is also not surprising that the deforming fleece in Sample C causes the lowest penetration depth,as the textile fibres distribute the force of the impact more ef ficiently and stiffen the rubber because of the fibres'higher elastic modulus.It is widely accepted that there are no universal equa-tions for calculating a rubber's visco-elastic properties from its mechanical properties,and mathematical models only apply for a very limited set of parameters [19].Further-more,at such high penetration depths,the carcass and skim layers are starting to interact with the impacting steel ball.Hence,it is not surprising that the penetration depths do not correlate with the Shore A hardness of the rubber covers,which is used more for its historical importance than its applicability [20].Another interesting detail is that the dissipation of the energy takes roughly 0.25ms,while it takes 0.45ms for the penetration depth to revert to 0mm.It seems that the energy is only dissipated in considerable amounts when certain penetration depths are reached.The steel ball loses most of its speed in an interval of 0.15ms,so only within three data-points.It can be concluded that the recording speed of 20.000fps (one frame every 0.05ms)was probably too low to investigate certain details of the impact.However,the image quality (reduced resolution)deteriorated at higher recording speeds and reduced the accuracy of the optical analysis.Ten impacts were performed per sample and used to calculate the standard deviations in Figs.4b,d.RubbermayFig.4.Dissipated energy during HVPI testing as functions of time (a)and as maximum values (b)for Samples A,B and C.Analogously,penetration depths functions of time (c)and maximum penetration depths (d)for the three samples are shown.W.Molnar et al./Polymer Testing 42(2015)1e 74show a hysteresis depending on its loading process history [19],but no signs of hysteresis were observed at HVPI testing.Also,no signs of wear were observed in the impact zone after the investigation.The standard deviations overlap for the maximum dissipated energy,therefore their absolute values can be considered equal,although the maximum penetration depths show clear differences.Consequently,the results from Fig.4show very similar results for all three samples regarding dissipated energy.Samples A and B are again similar,as their standard de-viations overlap.Sample C,on the other hand,clearly exhibits a lower value than the other two.This is probably due to the deforming fleece worked into the top layer of Sample C.3.2.Numerical impact simulationAll of the experimentally acquired values were used as a foundation for a numerical simulation using SPAM.Fig.5shows the results of the SPAM simulation as described above.As exact values are unknonwn,the simulations were conducted in the form of a parameter variation study,where the E-modulus and the viscosity parameter a were varied to determine the curves closest to the experimental values.Calculations were made for E-moduli of 0.01,0.05and 0.1GPa,as rubber can be expected to exhibit values in this region.Also,values of 0.3,0.5and 0.7were taken for the viscosity parameter a ,which is the standard range for elastomers.An E-modulus of 0.01GPa and a ¼0.3in the SPAM simulation produced yield results that best fit the experi-mental curves and,therefore,best describe the behaviourof the investigated rubber conveyor belts.The penetration depth (Fig.5a)reached maximum values of 3mm,which is in good agreement with the experimental values varying from 3.1mm to 3.4mm.The calculated time for the dura-tion of impact,on the other hand,does not fit the experi-mental values so well:0.45and 0.50ms were measured during the experiments,while calculated values reach 0.7ms.The evolution of the ball's dissipated energy (Fig.5b)most closely replicates the experimental results when E is set to 0.10GPa and a is set to 0.5.As before,a large differ-ence can be seen between the duration of the impact calculated numerically (0.2ms)and measured experi-mentally (0.45ms).A minimum was observed in the function of the ball's energy over time,which corresponds to the point where the steel ball had its lowest velocity.Then,the energy rises slightly,as the stored energy in the rubber is partly retransferred to the steel ball.This effect was not observable in the experiments,as the recording speed was too low to investigate such details.Clearly,the numerical simulation offers improved insight into impact behaviour.Fig.6shows the distribution of the von Mises stresses and a 3D illustration of the rubber material during different stages of the impact calculated with the SPAM simulation.The simulation of the von Mises stresses revealed that the highest concentration of stress can be expected along the impact direction of the steel ball and reaches values up to 60MPa.Although the rubber is affected by stress practically over the entire thickness during the impact,the impact region near the trailing edge is affected muchless.Fig.5.Penetration depth (a)and dissipated energy of the ball (b)calculated by adjusting the E-modulus (E)and the viscosity parameter (a )in SPAM simulations.W.Molnar et al./Polymer Testing 42(2015)1e 754.DiscussionContrary to the simulation with a sliding ball on rubber conducted by Fukahori et al.[21],there was no second high stress concentration at the trailing edge.This shows that these two kinds of motion cannot be compared directly,as the stress distribution takes a different form.Consequently,impact on rubber cannot be investigated correctly by sliding experiments or simulations.Other,more impact-related,works in literature concentrate on military appli-cations,such as the propagation of shockwaves and dam-age caused by bullets (Leavy et al.[8]),involving too much kinetic energy to be considered realistic for impacts on conveyor belt transport systems.Further interesting in-vestigations were conducted by Cenna et al.[22],who used a similar gas gun to study the impact on ductile materials.Due to the ductility,the deformation remained intact,allowing greater insight into the development of the deformation and how the material was affected.Cenna et al.also observed two zones.The first zone,situated in the impact direction of a spherical particle,featured high stress and deformation.The second zone represented the defor-mation of the bulk and was shaped more symmetrically around the impact.The numerical simulation conducted in this work con firmed the observations made by Cenna et al.,as the same stress distribution was calculated.Fig.7shows the affected depth,which is de fined here as the depth of the sample affected by stresses of 20MPa or more,and the depth where the highest stress concentra-tion was found (depth of highest stress).The dotted line illustrates the thickness of the top layer,i .e .the part of the rubber that is intended to absorb the impact.The values were calculated from the simulation depicted in Fig.6.At 0.07ms,the early state of impact with only 1.6mm penetration depth,the affected depth already reaches 4.7mm and in fluences the carcass.At its maximum,the affected depth reaches a value of 8.8mm e far beyond the thickness of the 4mm top layer and,theoretically,already reaching into the bottom layer beyond the carcass.The depths of highest stress,on the other hand,do not exceed 4mm and remain concentrated slightly above the carcass.Therefore,the carcass already crucially in fluences the impact behaviour of rubber conveyor belts at relatively low energy levels.As the calculations were conducted without taking a carcass into consideration,the simulated impact behaviour does not match with that observed during ex-periments perfectly.Nonetheless,useful insight into sur-face wear and destruction-related phenomena was gained by this investigation:Affected depths already exceed the top layer thickness by far at 2.04J impact.For high-impact environments,thick top layers should be considered in order to guarantee long life cycles of conveyor belts.The next step for understanding the complex conveyor belt structure and tailoring wear resistant solutions should involve consideration of the carcass as well,despite its complex model,dif ficult reproduction and increased de-mand in computing capability.5.ConclusionsThe results from the ballistic experiments with a gas gun served as a basis for the SPAM-based numerical simulation.The kinetic energy of the steel ball and the penetration depth was recorded throughout the test and then compared to the simulated values.While fitting the kinetic energies and penetration depths was done satis-factorily,the calculated time until impact was always about 25%shorter than in the experiments.Also,different pa-rameters for E and a were necessary to ensure the best fit for each quantity.Therefore,it can be deduced that the chosen model lacks some details.It would be necessary to apply a more complex model that takes into account the in fluence and behaviour of the carcass and skim layers,as the penetration depths are high enough to make consid-ering the in fluence of these parts necessary.Nonetheless,the stress distribution was calculated satisfactorily.The maximum affected depth during the impacts reaches 8.8mm,proving that not only the top layer is affected,but also the carcass.Hence,thick top layers are worth consid-ering for application,depending on kinetic energy and size of the impacting particles.AcknowledgmentsThis work was funded by the “Austrian Comet-Pro-gram ”(governmental funding program forpre-competitiveFig.6.Von Mises stress distribution and 3D illustration of the rubber ma-terial during different stages of the impact with parameter:E ¼0.01GPa and a ¼0.3.Fig.7.Affected stress and the depth of the highest stress concentration calculated from the numerical simulation.Parameters:E ¼0.01GPa;a ¼0.3.W.Molnar et al./Polymer Testing 42(2015)1e 76research;Project XTribology,no.824187)via the Austrian Research Promotion Agency(FFG)and was carried out at the“Austrian Center of Competence for Tribology”(AC2T research GmbH)and at Tampere Wear Center,Department of Materials Science,Tampere University of Technology. The authors thank Marcela Petrica for the research idea and for enabling this work.References[1]R.Hartlieb,v.Wallthor,Beitr€a ge zu einer betriebssicherenGestaltung von Gurtf€o rderanlagen im Steinkohlebergbau unter Tage,Berg-und Hüttenm€a nnische Monatshefte120(8)(1975) 371e380.[2]M.Renouf,F.Massi,N.Fillot,A.Saulot,Numerical tribology of a drycontact,Tribology International44(2011)834e844.[3]Z.Wang,H.Tian,Z.Lu,W.Zhou,High-speed axial impact ofaluminium honeycomb e Experiments and simulations,Compos-ites:Part B56(2014)1e8.[4] E.Sarlin,M.Apostol,M.Lindroos,V.-T.Kuokkala,J.Vuorinen,T.Lepist€o,M.Vippola,Impact properties of novel corrosion resistant hybrid structures,Composite Structures108(2014)886e893. [5]H.Ashrafizadeh, F.Ashrafizadeh,A numerical3D simulation forprediction of wear caused by solid particle impact,Wear276e277 (2012)75e84.[6]M.Varga,Ch.Goniva,K.Adam,E.Badisch,Combined experimentaland numerical approach for wear prediction in feed pipes,Tribology International65(2013)200e206.[7]V.A.Phadnis,P.Kumar,A.Shukla,A.Roy,V.V.Silberschmidt,Opti-mising curvature of carbonfibre-reinforced polymer composite panel for improved blast resistance:finite-element analysis,Mate-rials and Design57(2014)719e727.[8]R.B.Leavy,J.D.Clayton,O.E.Strack,R.M.Brannon,E.Strassburger,Edge on impact simulations and experiments,Procedia Engineering 58(2013)445e452.[9]Editorial,Numerical Simulation Methods in Tribology:possibilitiesand limitations,Tribology International40(2007)915.[10]X.Sun,M.Sakai,Y.Yamada,Three-dimensional simulation of asolid e liquidflow by the DEM e SPH method,Journal of Computa-tional Physics248(2013)147e176.[11]G.R.Johnson,S.R.Beissel,Normalized smoothing functions for SPHimpact computations,International Journal of numerical methods in Engineering39(1993)2725e2741.[12]I.I.Argatov,Mathematical modeling of linear viscoelastic impact:application to drop impact testing of articular cartilage,Tribology International63(2013)213e225.[13]M.Apostol,V.-T.Kuokkala,ukkanen,R.Waudby,K.Holmberg,M.Lindroos.High velocity particle impactor e modeling and experimental verification of impact wear tests.WTC2013,5th World Tribology Congress8.-13.9.2013,Torino,Italy.[14]S.Nugent,H.A.Posch,Liquid drops and surface tension withsmoothed particle applied mechanics,Physical Review E62(2000) 4968e4975.[15]J.J.Monaghan,Smoothed particle hydrodynamics,Reports onProgress in Physics68(2005)1703e1759.[16]L.B.Lucy,A numerical approach to the testing of thefission hy-pothesis,The Astronomical Journal82(1977)1013e1024.[17]M.D.Fuller,The Application of Smooth Particle Hydrodynamics tothe Modelling of Solid Materials,PhD thesis,University of Leicester, 2010.[18]W.G.Hoover,in:Smoothed Particle Applied Mechanics,AdvancedSeries in Nonlinear Dynamics,vol.25,World Scientific,2006. [19]N.M.Vriend,A.P.Kren,Determination of the viscoelastic propertiesof elastomeric materials by the dynamic indentation method, Polymer Testing23(2004)369e375.[20] A.C.Bassi,F.Casa,Shore A hardness and thickness,Polymer Testing7(1987)165e175.[21]Y.Fukahori,P.Gabriel,J.J.C.Busfield,How does rubber truly slidebetween Schallamach waves and stick e slip motion?Wear266 (2009)288e296.[22] A.A.Cenna,N.W.Page,E.Kisi,M.G.Jones,Single particle impact testsusing gas gun and analysis of high strain-rate impact events in ductile materials,Wear271(2011)1497e1503.W.Molnar et al./Polymer Testing42(2015)1e77。

The Neutral Grounding Resistor Sizing Using an Analytical Method Based on Nonlinear Transformer Model for Inrush Current MitigationGholamabas M.H.Hajivar Shahid Chamran University,Ahvaz, Iranhajivar@S.S.MortazaviShahid Chamran University,Ahvaz, IranMortazavi_s@scu.ac.irMohsen SanieiShahid Chamran University,Ahvaz, IranMohsen.saniei@Abstract-It was found that a neutral resistor together with 'simultaneous' switching didn't have any effect on either the magnitudes or the time constant of inrush currents. The pre-insertion resistors were recommended as the most effective means of controlling inrush currents. Through simulations, it was found that the neutral resistor had little effect on reducing the inrush current peak or even the rate of decay as compared to the cases without a neutral resistor. The use of neutral impedances was concluded to be ineffective compared to the use of pre-insertion resistors. This finding was explained by the low neutral current value as compared to that of high phase currents during inrush. The inrush currents could be mitigated by using a neutral resistor when sequential switching is implemented. From the sequential energizing scheme performance, the neutral resistor size plays the significant role in the scheme effectiveness. Through simulation, it was found that a few ohms neutral grounding resistor can effectively achieve inrush currents reduction. If the neutral resistor is directly selected to minimize the peak of the actual inrush current, a much lower resistor value could be found.This paper presents an analytical method to select optimal neutral grounding resistor for mitigation of inrush current. In this method nonlinearity and core loss of the transformer has been modeled and derived analytical equations.Index Terms--Inrush current, neutral grounding resistor, transformerI.I NTRODUCTIONThe energizing of transformers produces high inrush currents. The nature of inrush currents have rich in harmonics coupled with relatively a long duration, leads to adverse effects on the residual life of the transformer, malfunction of the protection system [1] and power quality [2]. In the power-system industry, two different strategies have been implemented to tackle the problem of transformer inrush currents. The first strategy focuses on adapting to the effects of inrush currents by desensitizing the protection elements. Other approaches go further by 'over-sizing' the magnetic core to achieve higher saturation flux levels. These partial countermeasures impose downgrades on the system's operational reliability, considerable increases unit cost, high mechanical stresses on the transformer and lead to a lower power quality. The second strategy focuses on reducing the inrush current magnitude itself during the energizing process. Minimizing the inrush current will extend the transformer's lifetime and increase the reliability of operation and lower maintenance and down-time costs. Meanwhile, the problem of protection-system malfunction is eliminated during transformer energizing. The available inrush current mitigation consist "closing resistor"[3], "control closing of circuit breaker"[4],[5], "reduction of residual flux"[6], "neutral resistor with sequential switching"[7],[8],[9].The sequential energizing technique presents inrush-reduction scheme due to transformer energizing. This scheme involves the sequential energizing of the three phases transformer together with the insertion of a properly sized resistor at the neutral point of the transformer energizing side [7] ,[8],[9] (Fig. 1).The neutral resistor based scheme acts to minimize the induced voltage across the energized windings during sequential switching of each phase and, hence, minimizes the integral of the applied voltage across the windings.The scheme has the main advantage of being a simpler, more reliable and more cost effective than the synchronous switching and pre-insertion resistor schemes. The scheme has no requirements for the speed of the circuit breaker or the determination of the residual flux. Sequential switching of the three phases can be implemented through either introducing a mechanical delay between each pole in the case of three phase breakers or simply through adjusting the breaker trip-coil time delay for single pole breakers.A further study of the scheme revealed that a much lower resistor size is equally effective. The steady-state theory developed for neutral resistor sizing [8] is unable to explain this phenomenon. This phenomenon must be understood using transient analysis.Fig. 1. The sequential phase energizing schemeUPEC201031st Aug - 3rd Sept 2010The rise of neutral voltage is the main limitation of the scheme. Two methods present to control the neutral voltage rise: the use of surge arrestors and saturated reactors connected to the neutral point. The use of surge arresters was found to be more effective in overcoming the neutral voltage rise limitation [9].The main objective of this paper is to derive an analytical relationship between the peak of the inrush current and the size of the resistor. This paper presents a robust analytical study of the transformer energizing phenomenon. The results reveal a good deal of information on inrush currents and the characteristics of the sequential energizing scheme.II. SCHEME PERFORMANCESince the scheme adopts sequential switching, each switching stage can be investigated separately. For first-phase switching, the scheme's performance is straightforward. The neutral resistor is in series with the energized phase and this resistor's effect is similar to a pre-insertion resistor.The second- phase energizing is one of the most difficult to analyze. Fortunately, from simulation studies, it was found that the inrush current due to second-phase energizing is lower than that due to first-phase energizing for the same value of n R [9]. This result is true for the region where the inrush current of the first-phase is decreasing rapidly as n R increases. As a result, when developing a neutral-resistor-sizing criterion, the focus should be directed towards the analysis of the first-phase energizing.III. A NALYSIS OF F IRST -P HASE E NERGIZING The following analysis focuses on deriving an inrush current waveform expression covering both the unsaturatedand saturated modes of operation respectively. The presented analysis is based on a single saturated core element, but is suitable for analytical modelling of the single-phase transformers and for the single-phase switching of three-phase transformers. As shown in Fig. 2, the transformer's energized phase was modeled as a two segmented saturated magnetizing inductance in series with the transformer's winding resistance, leakage inductance and neutral resistance. The iron core non-l inear inductance as function of the operating flux linkages is represented as a linear inductor inunsaturated ‘‘m l ’’ and saturated ‘‘s l ’’ modes of operation respectively. (a)(b)Fig. 2. (a) Transformer electrical equivalent circuit (per-phase) referred to the primary side. (b) Simplified, two slope saturation curve.For the first-phase switching stage, the equivalent circuit represented in Fig. 2(a) can accurately represent behaviour of the transformer for any connection or core type by using only the positive sequence Flux-Current characteristics. Based on the transformer connection and core structure type, the phases are coupled either through the electrical circuit (3 single phase units in Yg-D connection) or through the Magnetic circuit (Core type transformers with Yg-Y connection) or through both, (the condition of Yg-D connection in an E-Core or a multi limb transformer). The coupling introduced between the windings will result in flux flowing through the limbs or magnetic circuits of un-energized phases. For the sequential switching application, the magnetic coupling will result in an increased reluctance (decreased reactance) for zero sequence flux path if present. The approach presented here is based on deriving an analytical expression relating the amount of inrush current reduction directly to the neutral resistor size. Investigation in this field has been done and some formulas were given to predict the general wave shape or the maximum peak current.A. Expression for magnitude of inrush currentIn Fig. 2(a), p r and p l present the total primary side resistance and leakage reactance. c R shows the total transformer core loss. Secondary side resistance sp r and leakage reactance sp l as referred to primary side are also shown. P V and s V represent the primary and secondary phase to ground terminal voltages, respectively.During first phase energizing, the differential equation describing behaviour of the transformer with saturated ironcore can be written as follows:()())sin((2) (1)φω+⋅⋅=⋅+⋅+⋅+=+⋅+⋅+=t V (t)V dtdi di d λdt di l (t)i R r (t)V dt d λdt di l (t)i R r (t)V m P ll p pp n p P p p p n p PAs the rate of change of the flux linkages with magnetizing current dt d /λcan be represented as an inductance equal to the slope of the i −λcurve, (2) can be re-written as follows;()(3) )()()(dtdi L dt di l t i R r t V lcore p p P n p P ⋅+⋅+⋅+=λ (4) )()(L core l p c l i i R dtdi−⋅=⋅λ⎩⎨⎧==sml core L L di d L λλ)(s s λλλλ>≤The general solution of the differential equations (3),(4) has the following form;⎪⎩⎪⎨⎧>−⋅⋅+−⋅+−−⋅+≤−⋅⋅+−⋅+−⋅=(5) )sin(//)()( )sin(//)(s s 22222221211112121111λλψωττλλψωττt B t e A t t e i A t B t e A t e A t i s s pSubscripts 11,12 and 21,22 denote un-saturated and saturated operation respectively. The parameters given in the equation (5) are given by;() )(/12221σ⋅++⎟⎟⎠⎞⎜⎜⎝⎛⋅−++⋅=m p c p m n p c m m x x R x x R r R x V B()2222)(/1σ⋅++⎟⎟⎠⎞⎜⎜⎝⎛⋅−++⋅=s p c p s n p c s m x x R x x R r R x V B⎟⎟⎟⎟⎟⎠⎞⎜⎜⎜⎜⎜⎝⎛⋅−+++=⋅−−⎟⎟⎟⎠⎞⎜⎜⎜⎝⎛−c p m n p m p c m R x x R r x x R x σφψ111tan tan ⎟⎟⎟⎟⎟⎠⎞⎜⎜⎜⎜⎜⎝⎛⋅−+++=⋅−−⎟⎟⎟⎠⎞⎜⎜⎜⎝⎛−c p s n p s p c m R R r x x R x σφψ112tan tan )sin(111211ψ⋅=+B A A )sin(222221s t B A A ⋅−⋅=+ωψ mp n p m p m p m p c xx R r x x x x x x R ⋅⋅+⋅−⋅+−⋅+⋅⋅⋅=)(4)()(21211σστm p n p m p m p m p c xx R r x x x x x x R ⋅⋅+⋅−⋅++⋅+⋅⋅⋅=)(4)()(21212σστ s p n p s p s p s p xx R r x x x x x x c R ⋅⋅+⋅−⋅+−⋅+⋅⋅⋅=)(4)()(21221σστ sp n p s p s p sp c xx R r x x x x x x R ⋅⋅+⋅−⋅++⋅+⋅⋅⋅=)(4)()(21222σστ ⎟⎟⎠⎞⎜⎜⎝⎛−⋅==s rs s ri i λλλ10 cnp R R r ++=1σ21221112 , ττττ>>>>⇒>>c R , 012≈A , 022≈A According to equation (5), the required inrush waveform assuming two-part segmented i −λcurve can be calculated for two separate un-saturated and saturated regions. For thefirst unsaturated mode, the current can be directly calculated from the first equation for all flux linkage values below the saturation level. After saturation is reached, the current waveform will follow the second given expression for fluxlinkage values above the saturation level. The saturation time s t can be found at the time when the current reaches the saturation current level s i .Where m λ,r λ,m V and ωare the nominal peak flux linkage, residual flux linkage, peak supply voltage and angular frequency, respectivelyThe inrush current waveform peak will essentially exist during saturation mode of operation. The focus should be concentrated on the second current waveform equation describing saturated operation mode, equation (5). The expression of inrush current peak could be directly evaluated when both saturation time s t and peak time of the inrush current waveform peak t t =are known [9].(10))( (9) )(2/)(222222121//)()(2B eA t e i A peak peak t s t s n peak n n peak R I R R t +−⋅+−−⋅+=+=ττωψπThe peak time peak t at which the inrush current will reachits peak can be numerically found through setting the derivative of equation (10) with respect to time equal to zero at peak t t =.()(11) )sin(/)(022222221212221/ψωωττττ−⋅⋅⋅−−−⋅+−=+−⋅peak t s t B A t te A i peak s peakeThe inrush waveform consists of exponentially decaying'DC' term and a sinusoidal 'AC' term. Both DC and AC amplitudes are significantly reduced with the increase of the available series impedance. The inrush waveform, neglecting the relatively small saturating current s i ,12A and 22A when extremely high could be normalized with respect to theamplitude of the sinusoidal term as follows; (12) )sin(/)()(2221221⎥⎦⎤⎢⎣⎡−⋅+−−⋅⋅=ψωτt t t e B A B t i s p(13) )sin(/)()sin()( 22221⎥⎦⎤⎢⎣⎡−⋅+−−⋅⋅−⋅=ψωτωψt t t e t B t i s s p ))(sin()( 2s n n t R R K ⋅−=ωψ (14) ωλλλφλφωλλφωmm m r s s t r m s mV t dt t V dtd t V V s=⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧⎥⎥⎦⎤⎢⎢⎣⎡⎟⎟⎠⎞⎜⎜⎝⎛−−+−⋅=+⋅+⋅⋅==+⋅⋅=−∫(8) 1cos 1(7))sin((6))sin(10The factor )(n R K depends on transformer saturation characteristics (s λand r λ) and other parameters during saturation.Typical saturation and residual flux magnitudes for power transformers are in the range[9]; .).(35.1.).(2.1u p u p s <<λ and .).(9.0.).(7.0u p r u p <<λIt can be easily shown that with increased damping 'resistance' in the circuit, where the circuit phase angle 2ψhas lower values than the saturation angle s t ⋅ω, the exponential term is negative resulting in an inrush magnitude that is lowerthan the sinusoidal term amplitude.B. Neutral Grounding Resistor SizingBased on (10), the inrush current peak expression, it is now possible to select a neutral resistor size that can achieve a specific inrush current reduction ratio )(n R α given by:(15) )0(/)()(==n peak n peak n R I R I R α For the maximum inrush current condition (0=n R ), the total energized phase system impedance ratio X/R is high and accordingly, the damping of the exponential term in equation (10) during the first cycle can be neglected; [][](16))0(1)0()0(2212=⋅++⎥⎦⎤⎢⎣⎡⋅−+===⎟⎟⎠⎞⎜⎜⎝⎛+⋅⋅n s p c p s pR x n m n peak R x x R x x r R K V R I c s σ High n R values leading to considerable inrush current reduction will result in low X / R ratios. It is clear from (14) that X / R ratios equal to or less than 1 ensure negative DC component factor ')(n R K ' and hence the exponential term shown in (10) can be conservatively neglected. Accordingly, (10) can be re-written as follows;()[](17) )()(22122n s p c p s n p R x m n n peak R x x R x x R r V R B R I c s σ⋅++⎥⎦⎤⎢⎣⎡⋅−+=≈⎟⎟⎠⎞⎜⎜⎝⎛+⋅Using (16) and (17) to evaluate (15), the neutral resistorsize which corresponds to a specific reduction ratio can be given by;[][][](18) )0()(1)0( 12222=⋅++⋅−⋅++⋅−+⋅+=⎥⎥⎦⎤⎢⎢⎣⎡⎥⎥⎦⎤⎢⎢⎣⎡=n s p c p s p n s p c p s n p n R x x R x x r R x x R x x R r R K σσα Very high c R values leading to low transformer core loss, it can be re-written equation (18) as follows [9]; [][][][](19) 1)0(12222s p p s p n p n x x r x x R r R K +++++⋅+==α Equations (18) and (19) reveal that transformers require higher neutral resistor value to achieve the desired inrush current reduction rate. IV. A NALYSIS OF SECOND-P HASE E NERGIZING It is obvious that the analysis of the electric and magnetic circuit behavior during second phase switching will be sufficiently more complex than that for first phase switching.Transformer behaviour during second phase switching was served to vary with respect to connection and core structure type. However, a general behaviour trend exists within lowneutral resistor values where the scheme can effectively limitinrush current magnitude. For cases with delta winding or multi-limb core structure, the second phase inrush current is lower than that during first phase switching. Single phase units connected in star/star have a different performance as both first and second stage inrush currents has almost the same magnitude until a maximum reduction rate of about80% is achieved. V. NEUTRAL VOLTAGE RISEThe peak neutral voltage will reach values up to peak phasevoltage where the neutral resistor value is increased. Typicalneutral voltage peak profile against neutral resistor size is shown in Fig. 6- Fig. 8, for the 225 KVA transformer during 1st and 2nd phase switching. A del ay of 40 (ms) between each switching stage has been considered. VI. S IMULATION A 225 KVA, 2400V/600V, 50 Hz three phase transformer connected in star-star are used for the simulation study. The number of turns per phase primary (2400V) winding is 128=P N and )(01.0pu R R s P ==, )(05.0pu X X s P ==,active power losses in iron core=4.5 KW, average length and section of core limbs (L1=1.3462(m), A1=0.01155192)(2m ), average length and section of yokes (L2=0.5334(m),A2=0.01155192)(2m ), average length and section of air pathfor zero sequence flux return (L0=0.0127(m),A0=0.01155192)(2m ), three phase voltage for fluxinitialization=1 (pu) and B-H characteristic of iron core is inaccordance with Fig.3. A MATLAB program was prepared for the simulation study. Simulation results are shown in Fig.4-Fig.8.Fig. 3.B-H characteristic iron coreFig.4. Inrush current )(0Ω=n RFig.5. Inrush current )(5Ω=n RFig.6. Inrush current )(50Ω=n RFig.7. Maximum neutral voltage )(50Ω=n RFig.8. Maximum neutral voltage ).(5Ω=n RFig.9. Maximum inrush current in (pu), Maximum neutral voltage in (pu), Duration of the inrush current in (s)VII. ConclusionsIn this paper, Based on the sequential switching, presents an analytical method to select optimal neutral grounding resistor for transformer inrush current mitigation. In this method, complete transformer model, including core loss and nonlinearity core specification, has been used. It was shown that high reduction in inrush currents among the three phases can be achieved by using a neutral resistor .Other work presented in this paper also addressed the scheme's main practical limitation: the permissible rise of neutral voltage.VIII.R EFERENCES[1] Hanli Weng, Xiangning Lin "Studies on the UnusualMaloperation of Transformer Differential Protection During the Nonlinear Load Switch-In",IEEE Transaction on Power Delivery, vol. 24, no.4, october 2009.[2] Westinghouse Electric Corporation, Electric Transmissionand Distribution Reference Book, 4th ed. East Pittsburgh, PA, 1964.[3] K.P.Basu, Stella Morris"Reduction of Magnetizing inrushcurrent in traction transformer", DRPT2008 6-9 April 2008 Nanjing China.[4] J.H.Brunke, K.J.Frohlich “Elimination of TransformerInrush Currents by Controlled Switching-Part I: Theoretical Considerations” IEEE Trans. On Power Delivery, Vol.16,No.2,2001. [5] R. Apolonio,J.C.de Oliveira,H.S.Bronzeado,A.B.deVasconcellos,"Transformer Controlled Switching:a strategy proposal and laboratory validation",IEEE 2004, 11th International Conference on Harmonics and Quality of Power.[6] E. Andersen, S. Bereneryd and S. Lindahl, "SynchronousEnergizing of Shunt Reactors and Shunt Capacitors," OGRE paper 13-12, pp 1-6, September 1988.[7] Y. Cui, S. G. Abdulsalam, S. Chen, and W. Xu, “Asequential phase energizing method for transformer inrush current reduction—part I: Simulation and experimental results,” IEEE Trans. Power Del., vol. 20, no. 2, pt. 1, pp. 943–949, Apr. 2005.[8] W. Xu, S. G. Abdulsalam, Y. Cui, S. Liu, and X. Liu, “Asequential phase energizing method for transformer inrush current reduction—part II: Theoretical analysis and design guide,” IEEE Trans. Power Del., vol. 20, no. 2, pt. 1, pp. 950–957, Apr. 2005.[9] S.G. Abdulsalam and W. Xu "A Sequential PhaseEnergization Method for Transformer Inrush current Reduction-Transient Performance and Practical considerations", IEEE Transactions on Power Delivery,vol. 22, No.1, pp. 208-216,Jan. 2007.。

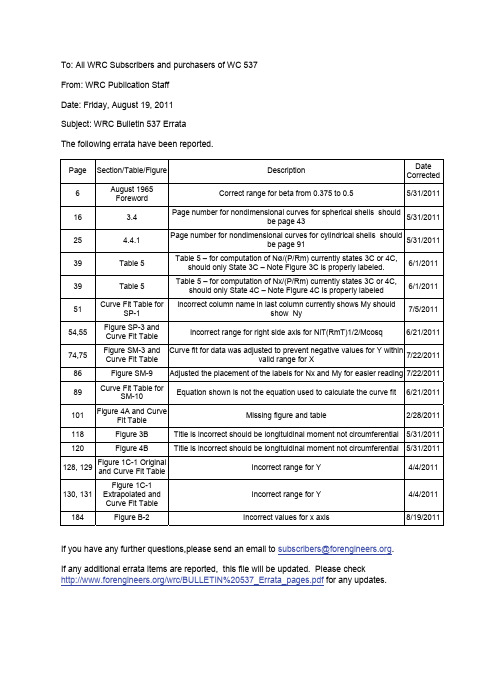
To: All WRC Subscribers and purchasers of WC 537 From: WRC Publication Staff Date: Friday, August 19, 2011 Subject: WRC Bulletin 537 Errata The following errata have been reported.Page Section/Table/Figure DescriptionDate Corrected 6August 1965 ForewordCorrect range for beta from 0.375 to 0.55/31/201116 3.4 Page number for nondimensional curves for spherical shells shouldbe page 43 5/31/201125 4.4.1 Page number for nondimensional curves for cylindrical shells shouldbe page 91 5/31/201139 Table 5Table 5 – for computation of Nø/(P/Rm) currently states 3C or 4C,should only State 3C – Note Figure 3C is properly labeled. 6/1/2011 39 Table 5Table 5 – for computation of Nx/(P/Rm) currently states 3C or 4C,should only State 4C – Note Figure 4C is properly labeled 6/1/2011 51 Curve Fit Table forSP-1 Incorrect column name in last column currently shows My shouldshow Ny7/5/2011 54,55 Figure SP-3 and Curve Fit TableIncorrect range for right side axis for NiT(RmT)1/2/Mcosq6/21/201174,75 Figure SM-3 and Curve Fit Table Curve fit for data was adjusted to prevent negative values for Y withinvalid range for X 7/22/201186 Figure SM-9 Adjusted the placement of the labels for Nx and My for easier reading 7/22/201189 Curve Fit Table forSM-10 Equation shown is not the equation used to calculate the curve fit6/21/2011101 Figure 4A and CurveFit TableMissing figure and table2/28/2011118 Figure 3B Title is incorrect should be longituidinal moment not circumferential 5/31/2011120 Figure 4B Title is incorrect should be longituidinal moment not circumferential 5/31/2011128, 129Figure 1C-1 Original and Curve Fit Table Incorrect range for Y4/4/2011130, 131 Figure 1C-1 Extrapolated and Curve Fit Table Incorrect range for Y 4/4/2011 184Figure B-2Incorrect values for x axis8/19/2011If you have any further questions,please send an email to subscribers@ . If any additional errata items are reported, this file will be updated. Please check/wrc/BULLETIN%20537_Errata_pages.pdf for any updates.The Welding Research Council, Inc.WRC 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading5FOREWORDTo WRC Bulletin 107, March 1979 Update of August 1965 Original VersionWelding Research Council Bulletin No. 107 has been one of the most widely used bulletins ever published by WRC. The original bulletin was published in August 1965. Since that time, a revised printing was issued in December 1968; a second revised printing was issued in July 1970; a third revised printing was released in April 1972; and a June 1977 reprint of the third revised printing was issued. As sometimes happens with publications of this type, some errors were detected and then corrected in subsequent revised printings.In this March 1979 Revision of Bulletin 107, there are some additional revisions and clarifications. The formulations for calculation of the combined stress intensity, S, in Tables 2, 3, and 5 have been clarified. Changes in labels in Figures 1C-1, 2C-1, 3C , and 4C have been made and the calculated stresses for Model "R" in Table A-3 and Model "C-l" in Table A-4 have been revised accordingly. The background for the change in labels is given in a footnote on p. 66.Present plans call for a review and possible extension of curves to parameters which will cover the majority of openings in nuclear containment vessels and large storage tanks. Plans are to extend /R T from 300 to 600 and to extend /d D range from 0.003 to 0.10 for the new /R T range, review available test data to establish limits of applicability, and develop some guidance for pad reinforcements.Long range plans are to review shell theory in general, and Bijlaard's method in particular. The goal is to extend the /R T up to 1200 for a /d D up to 0.1. This will include large deflection theory and other nonlinear effects. In addition, available computer programs will be studied in hope of developing one which will be an appropriate supplement to Bijlaard's method. Finally, a review will be made of limit loads related to large /R T and small /d D .J.R, Farr, Chairman PVRC Design DivisionThe Welding Research Council, Inc.WRC 5376Local Stresses in Spherical and Cylindrical Shells Due To External LoadingFOREWORDTo WRC Bulletin 107, August 1965 Original VersionSeveral years ago, the Pressure Vessel Research Committee sponsored an analytical and experimental research program aimed at providing methods of determining the stresses in pressure vessel nozzle connections subjected to various forms of external loading. The analytical portion of this work was accomplished by Prof. P. P. Bijlaard of Cornell University, and was reported in References 1 to 8 inclusive. Development of the theoretical solutions involved a number of simplifying assumptions, including the use of shallow shell theory for spherical vessels and flexible loading surfaces for cylindrical vessels. These circumstances limited the potential usefulness of the results to /i i d D , ratios of perhaps 0.33 in the case of spherical shells and 0.25 in the case of cylindrical shells. Since no data were available for the larger diameter ratios, Prof. Bijlaard later supplied data, at the urging of the design engineers, for the values of 0.375β= and0.50 (/i i d D , ratios approaching 0.60) for cylindrical shells, as listed on page 12 of Reference 10.In so doing, Prof. Bijlaard included a specific warning concerning the possible limitations of these data, as follows: "The values for these large loading surfaces were computed on request of several companies. It should be remembered, however, that they actually apply to flexible loading surfaces and, for radial load, to the center of the loading surface. It should be understood that using these values for the edge of the attachment, as was recommended for small loading surfaces, may be unconservative.''Following completion of the theoretical work, experimental work was undertaken in an effort to verify the theory, the results of which were published in References 17 and 18. Whereas this work seemingly provided reasonable verification of the theory, it was limited to relatively small /i i d D ratios-0.10 in the case of spherical shells and 0.126 in the case of cylindrical shells. Since virtually no data, either analytical or experimental, were available covering the larger diameter ratios, the Bureau of Ships sponsored a limited investigation of this problem in spheres, aimed at a particular design problem, and the Pressure Vessel Research Committee undertook a somewhat similar investigation in cylinders. Results of this work have recently become available emphasizing the limitations in Bijlaard 's data on cylindrical shells, particularly as it applies to thin shells over the "extended range " (page 12 of Reference 10).Incident to the use of Bijlaard's data for design purposes, it has become apparent that design engineers sometimes have difficulty in interpreting or properly applying this work. As a result of such experience, PVRC has felt it desirable that all of Bijlaard's work be summarized in convenient, "cook-book" form to facilitate its use by design engineers. However, before this document could be issued, the above mentioned limitations became apparent, presenting an unfortunate dilemma, viz., the test data indicate that the calculated data are partially inadequate, but the exact nature and magnitude of the error is not known, nor is any better analytical treatment of the problem available (for cylinders).Under these circumstances, it was decided that the best course was to proceed with issuing the "cook-book," extending Bijlaard's curves as best we can on the basis of available test data. This decision was based on the premise that all of the proposed changes would be toward the conservative (or "safe") side and that design engineers would continue to use Bijlaard 's extended range data unless some alternative were offered. The following paper is therefore presented in the hope that it will facilitate the use of Bijlaard's work by design engineers. Every effort has been made to point out any known limitations in the work and to explain the exact nature of the changes which have been made to Bijlaard's original curves and data; however, users are warned that the resulting work is not necessarily adequate for all cases. It is the hope of the Subcommittee that additional theoretical work can be undertaken to provide more adequate data on various phases of this problem.F. S.G. Williams, ChairmanPVRC Subcommittee on Reinforced Openings and External LoadingsThe Welding Research Council, Inc.WRC 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading153.3.2 Stresses Resulting From Overturning Moment,M3.3.2.1Radial Stresses (x σ)a) STEP 1. Using the applicable values of *,,U and ρϒ, read off the dimensionless membrane force()/xN M from the applicable curve which will be found in one of the following figures:Figure SR-3 or SM-1 to SM-10, inclusive.b) STEP 2. By the same procedure used in STEP 1 above, read off the value of dimensionless bendingmoment ()/M M from the applicable curve. This value will be found in the same figureused in STEP 1.c) STEP 3. Using the applicable values of ,,m M R and T , calculate the radial membrane stress()/x N Tby:x N T ⎞=⎝(12) d) STEP 4. By a procedure similar to that used in STEP 3, calculate the radial bending stress()26xMT, thus:26x M T ⎞=⎝ (13) e) STEP 5. Combine the radial membrane and bending stresses by use of the general stress equation(paragraph 2) together with the proper choice of sign (see Table 1); i.e.,26x x x nb N MK K T Tσ=± (14) 3.3.2.2Tangential Stress (y σ)Follow the five steps outlined in 3.3.2.1, using the same figure to obtain ()/y N Mand()/MM used to obtain ()/x N T P and ()/x M P .It follows that:yN T ⎛⎞=⎝⎠(15) 26yM T ⎛⎞=⎝⎠ (16) 26y yy nbN M K K T Tσ=± (17)The Welding Research Council, Inc.WRC 53716Local Stresses in Spherical and Cylindrical Shells Due To External Loading3.3.3Stresses Resulting From Torsional Moment, T MIn the case of a round attachment (such as a pipe), torsional moment is assumed to induce pure shear stresses, so that shear stress ()τ in the shell at the attachment-to-shell juncture is given by:202Tyx xy M r Tττπ==(18) If only shear stresses are being considered, it is to be noted that the equivalent stress intensity is twice the above calculated shear stress.In the case of rectangular attachments, torsional moment produces a complex stress field in the shell. Acceptable methods of analyzing this situation are not available at this time. If the designer has reason for concern, the problem should be resolved by testing in accordance with established code procedures. 3.3.4 Stresses Resulting From Shear Load, V Bijlaard has proposed 14 that shear force()V can be assumed transmitted to the shell entirely bymembrane shear force. Therefore, stresses in the shell at the attachment-to-shell juncture can be approximated as follows:3.3.4.1 Round Attachment0sin xy V(refer to Figure 1)r T τθπ=(19)3.3.4.2 Square Attachment1(90270)4xy V at and c Tτθ==°° (20)3.3.5 Stresses Resulting From Arbitrary LoadingIn the general case, all applied loads and moments must be resolved (at the attachment-shell interface) in the three principal directions; i.e., they must be resolved into components 1212,,,,,T P V V M M and M . If one then proceeds in the manner previously outlined, membrane, bending and shear stresses can be evaluated at eight distinct points in the shell at its juncture with the attachment. These eight points are shown in the sign convention chart, Table 1.The numerous stress components can be readily accounted for, if a scheme similar to that shown in Table 2 and 3 is adopted. In using this scheme, it is to be noted that the Maximum Shear Theory has been used to determine equivalent stress intensities. Also, it is to be noted that evaluation of stresses resulting from internal pressure has been omitted.Test work conducted by PVRC has shown that stresses attenuate rapidly at points removed from the attachment-to-shell juncture, the maximum stress frequently being located at the juncture.* However, in the general case of arbitrary loading, one has no assurance that the absolute maximum stress intensity in the shell will be located at one of the eight points considered in the above discussion.3.4 List Of Nondimensional Curves For Spherical ShellsThe nondimensional curves for solid and hollow attachments in spherical shells is shown on page 43 .*Under certain conditions stresses may be higher in the nozzle wall than they are in the vessel wall. This possibility is most likely if the nozzle opening in not reinforced or if the reinforcement is placed on the vessel wall and not on the nozzle.The Welding Research Council, Inc.WRC 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading254.3.5.2 Rectangular Attachment14cx V c Tφτ=(50) 24Lx V c Tφτ=(51) 4.3.6 Stresses Resulting From Arbitrary LoadingIn the general case, all applied loads and moments must be resolved (at the attachment-to-shell interface) in the three principal directions; i.e., they must be resolved into components ,,,,,c L c L T P V V M M and M . If one then proceeds in the manner previously outlined (e.g., paragraph 4.3.1.1), membrane, bending and shear stresses can be evaluated at eight points in the shell at its juncture with the attachment. These eight points are shown in the sign convention chart, Table 4.4.4 Nondimensional Curves For Cylindrical ShellsThe nondimensional curves which follow constitute, in general, a replot of Bijlaard's data to a semilog scale in order that certain portions of the curves can be read with greater facility. Those portions of the curves which are taken directly from Bijlaard's work are shown as solid curves; those portions of the curves which have been modified on the basis of recent experimental data, as discussed in Appendix A, are shown as dotted curves.In the case of longitudinal moment loading and axial loading (thrust), two sets of curves are shown for the bending components of stress-one set applying to the longitudinal axis, and the other applying to an area of maximum stress off the axes of symmetry (longitudinal moment), or to the transverse axis (thrust). In the latter case, a portion of the original curves has been deleted in order to emphasize that the curves should not be used beyond the limits indicated. This was done because the available data indicated that the "outer limits" of the curves were appreciably unconservative, with no feasible manner to "correct" them (as explained in Appendix A).In the case of longitudinal moment , the exact location, of the maximum stress cannot be defined with certainty, but Figure A-14 will provide an estimate of its location (considering that the location of maximum stress under internal pressure and longitudinal moment was essentially the same on IIT model "C-1," as shown on Figures A-2 and A-3). It should also be noted that, to the best of our knowledge, the curves for "maximum stresses off the axes of symmetry" (Figures 1B-1 and 2B-1) would apply only to the case of a round, flexible nozzle connection; it is conceivable that a similar effect might apply to a rigid square or rectangular attachment, for which the shell at the outer edges of the attachment might take a greater part of the load than that portion of the shell adjacent to the longitudinal centerline. However, we know of no direct evidence to support such an assumption.4.4.1 List Of Nondimensional Curves For Cylindrical ShellsThe list of nondimensional curves for cylindrical shells is shown on page 91.4.5 Limits On ApplicationWhere relatively large attachments are considered, or when situations are encountered that deviate considerably from the idealized cases presented herein, the designer should refer to paragraph A.3 in Appendix A and to the original references to ascertain the limitations of applicability for the procedure used. However, there are a few generalizations that can safely be made regarding vessel and attachment geometry.The Welding Research Council, Inc.WRC 53726Local Stresses in Spherical and Cylindrical Shells Due To External Loading4.5.1 External Radial LoadStresses are affected very little by the ratio of shell length to shell radius ()/m l R . Therefore, no restriction is made on the point of load application except in very extreme cases. The curves included in this report are for an /m l R ratio of 8, which is sufficient for most practical applications. On the basis of data presented in Bibliographical Reference 2, results based on an /m l R ratio of 8 will be slightly conservative for lesser values of /m l R ratio and unconservative for greater values of /m l R ratio. However, the error involved does not exceed approximately 10% of all /m l R values greater than 3, which should be sufficiently accurate for most calculations. Since for lesser values of /m l R , the results are conservative, no restriction will ordinarily be necessary on /m l R ratio or the point of load application. For extreme cases or for "off center" loading, one may make corrections by use of the curves presented on page 8 of Bibliographical Reference 2, if desired.Results are not considered applicable in cases where the length of the cylinder ()l is less than its radius()m R . This applies either to the case of an open ended cylinder or closed ended cylinder where thestiffness is appreciably modified from the case considered.4.5.2 External MomentResults are applicable in the case of longitudinally off center attachments (a more usual case) provided that the attachment is located at least half the shell radius ()0.5m R from the end of the cylinder.4.5.3 Attachment StressesThe foregoing procedure provides one with a tool to find stresses in the shell, but not in the attachment. Under certain conditions, stresses may be higher in the attachment than they are in the vessel. For example, in the case of a nozzle, it is likely that the stresses will be higher in the nozzle wall than they are in the vessel wall if the nozzle opening is unreinforced or if the reinforcement is placed on the vessel wall and not on the nozzle.5 ACKNOWLEDGMENTThe authors wish to acknowledge the significant contributions made by J. B. Mahoney of Applied Technology Associates Inc. and M. G. Dhawan of the Bureau of Ships during the preparation of this paper. In addition, the comments received during the review of this document by the members of the PVRC Subcommittee on Reinforced Openings and External Loadings are deeply appreciated.6 REFERENCES1. Bijlaard, P. P., "Stresses from local Loadings in Cylindrical Pressure Vessels," Trans. A.S.M.E., 77,805-816 (1955).2. Bijlaard, P. P., "Stresses from Radial Loads in Cylindrical Pressure Vessels," Welding Jnl., 33 (12),Research Supplement, 615-s to 623-s (1954).3. Bijlaard, P. P., "Stresses from Radial Loads and External Moments in Cylindrical Pressure Vessel,"Ibid., 34 (12). Research Supplement, 608-s to 617-s (1955).4. Bijlaard, P. P., "Computation of the Stresses from Local Loads in Spherical Pressure Vessels orPressure Vessel Heads," Welding Research Council Bulletin No. 34, (March 1957).5. Bijlaard, P. P., "Local Stresses in Spherical Shells from Radial or Moment Loadings," Welding Jnl., 36(5), Research Supplement, 240-s to 243-s (1957).6. Bijlaard, P. P., "Stresses in a Spherical Vessel from Radial Loads Acting on a Pipe," Welding ResearchCouncil Bulletin No. 49, 1-30 (April 1959).7. Bijlaard, P. P., "Stresses in a Spherical Vessel from External Moments Acting on a Pipe," Ibid., No. 49,31-62 (April 1959).The Welding Research Council, Inc.Table 5 Continued – Computation Sheet for Local Stresses in Cylindrical ShellsWRC 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading 39The Welding Research Council, Inc.WRC 53740Local Stresses in Spherical and Cylindrical Shells Due To External LoadingTable 6 – Radial Load PTable 7 – Circumferential Moment c M12/ββγc K for θ c K for M φc xK for M c C for N φ c x C for N0.2515 1.09 1.31 1.84 0.31 0.4950 1.04 1.24 1.62 0.21 0.46 100 0.97 1.16 1.45 0.15 0.44 300 0.92 1.02 1.17 0.09 0.46 0.515 1.00 1.09 1.36 0.64 0.7550 0.98 1.08 1.31 0.57 0.75 100 0.94 1.04 1.26 0.51 0.76 300 0.95 0.99 1.13 0.39 0.77 215 (1.00) (1.20) (0.97) (1.7) (1.3)100 1.19 1.10 0.95 1.43 1.12 300 --- (1.00) (0.90) (1.3) (1.00) 415 (1.00) (1.47) (1.08) (1.75) (1.31)100 1.49 1.38 1.06 1.49 0.81 300 --- (1.27) (0.98) (1.36) (0.74)Note: The values in parenthesis determined by an approximate solution.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e S P -1The Welding Research Council Inc.F i g u r e S P - 2 S t r e s s e s i n S p h e r i c a l S h e l l D u e t o a R a d i a l L o a d P o n N o z z l e C o n n e c t i o n0.01N xN yx (M A X )y (MA X )The Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e S P -2The Welding Research Council Inc.F i g u r e S P -3 – S t r e s s e s i n S p h e r i c a l S h e l l D u e t o a R a d i a l L o a d P o n N o z z l e C o n n e c t i o nThe Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e S P -3The Welding Research Council Inc.F i g u r e S P -4 – S t r e s s e s i n S p h e r i c a l S h e l l D u e t o a R a d i a l L o a d P o n N o z z l e C o n n e c t i o n0.01N xN yM x(M A X )The Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e S M -2The Welding Research Council Inc.F i g u r eS M-3 – S t r e s s e s i n S p h e r i c a l S h e l l D u e t o O v e r t u r n i n g M o m e n tM o n a N o z z l e C o n n e c t i o nThe Welding Research Council Inc.r R TC u r v e F i t C o e f f i c i e n t s f o r F i g u r e S M -3The Welding Research Council Inc.F i g u r eS M-4 – S t r e s s e s i n S p h e r i c a l S h e l l D u e t o O v e r t u r n i n g M o m e n tM o n a N o z z l e C o n n e c t i o n0.010.10.1N xM yN y (M A X )M x (MA X )The Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e S M -8The Welding Research Council Inc.F i g u r eS M-9 – S t r e s s e s i n S p h e r i c a l S h e l l D u e t o O v e r t u r n i n g M o m e n tM o n a N o z z l e C o n n e c t i o nThe Welding Research Council Inc.r R TC u r v e F i t C o e f f i c i e n t s f o r F i g u r e S M -10The Welding Research Council Inc.The Welding Research Council, Inc.THIS PAGE INTENTIONALLY LEFT BLANKC u r v e F i t C o e f f i c i e n t s f o r F i g u r e 3A – E x t r a p o l a t e dThe Welding Research Council Inc.F i g u r e 4A – M o m e n t()2/cmN MR φβ D u e t o a n E x t e r n a l C i r c u m f e r e n t i a l M o m e n t c M on a C i r c u l a r C y l i n d e r – O r i g i n a lThe Welding Research Council Inc.βC u r v e F i t C o e f f i c i e n t s f o r F i g u r e 4A – O r i g i n a lThe Welding Research Council Inc.i g u r e 1B – M o m e n t()/L m M M R φβ D u e t o a n E x t e r n a l L o n g i t u d i n a l M o m e n t LMo n a C i r c u l a r C y l i n d e r (S t r e s s o n t h e L o n g i t u d i n a l P l a n e o fS y m m e t r y ) – O r i g i n a lβThe Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e 2B -1 – E x t r a p o l a t e dThe Welding Research Council Inc.F i g u r e 3B – M e m b r a n e F o r c e()2/LmN MR φβ D u e t o a n E x t e r n a l L o n g i t u d i n a l M o m en t LMo n a C i r c u l a r C y l i n d e r – O r i g i n a lβThe Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e 1C – E x t r a p o l a t e dWRC Bulletin 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading127The Welding Research Council Inc.F i g u r e 1C -1 – B e n d i n g M o m e n tx M PD u e t o a nE x t e r n a l R a d i a l L o a d P o n a C i r c u l a r C y l i n d e r (L o n g i t u d i n a l A x i s ) – O r i g i n a l WRC Bulletin 537128Local Stresses in Spherical and Cylindrical Shells Due To External LoadingThe Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e 1C -1 – O r i g i n a lWRC Bulletin 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading129The Welding Research Council Inc.F i g u r e 1C -1 – B e n d i n g M o m e n tx M PD u e t o a nE x t e r n a l R a d i a l L o a d P o n a C i r c u l a r C y l i n d e r (L o n g i t u d i n a l A x i s ) – E x t r a p o l a t e d 0.10.5WRC Bulletin 537130Local Stresses in Spherical and Cylindrical Shells Due To External LoadingThe Welding Research Council Inc.C u r v e F i t C o e f f i c i e n t s f o r F i g u r e 1C -1 – E x t r a p o l a t e dWRC Bulletin 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading131The Welding Research Council Inc.F i g u r e 2C – B e n d i n g M o m e n tx M PD u e t o a nE x t e r n a l R a d i a l L o a d P o n a C i r c u l ar C y l i n d e r (T r a n s v e r s e A x i s ) – O r i g i n a l WRC Bulletin 537132Local Stresses in Spherical and Cylindrical Shells Due To External LoadingThe Welding Research Council Inc.The Welding Research Council, Inc.WRC 537Local Stresses in Spherical and Cylindrical Shells Due To External Loading183B.6 FiguresFigure B-1 – Stepped BarThe Welding Research Council, Inc.WRC 537184Local Stresses in Spherical and Cylindrical Shells Due To External Loading00.050.100.150.200.250.300.35Scale BScale A0.51.01.52.02.53.03.5S t r e s s C o n c e n t r a t i o n F a c t o r , KRatio of Fillet Radius to Shellor Nozzle Thickness (r/T, 2r/d n , or 2r/h)5.04.03.02.01.51.0Figure B-2 – Stress Concentration Factors for D d >>。


应用地球化学元素丰度数据手册迟清华鄢明才编著地质出版社·北京·1内容提要本书汇编了国内外不同研究者提出的火成岩、沉积岩、变质岩、土壤、水系沉积物、泛滥平原沉积物、浅海沉积物和大陆地壳的化学组成与元素丰度,同时列出了勘查地球化学和环境地球化学研究中常用的中国主要地球化学标准物质的标准值,所提供内容均为地球化学工作者所必须了解的各种重要地质介质的地球化学基础数据。
本书供从事地球化学、岩石学、勘查地球化学、生态环境与农业地球化学、地质样品分析测试、矿产勘查、基础地质等领域的研究者阅读,也可供地球科学其它领域的研究者使用。
图书在版编目(CIP)数据应用地球化学元素丰度数据手册/迟清华,鄢明才编著. -北京:地质出版社,2007.12ISBN 978-7-116-05536-0Ⅰ. 应… Ⅱ. ①迟…②鄢…Ⅲ. 地球化学丰度-化学元素-数据-手册Ⅳ. P595-62中国版本图书馆CIP数据核字(2007)第185917号责任编辑:王永奉陈军中责任校对:李玫出版发行:地质出版社社址邮编:北京市海淀区学院路31号,100083电话:(010)82324508(邮购部)网址:电子邮箱:zbs@传真:(010)82310759印刷:北京地大彩印厂开本:889mm×1194mm 1/16印张:10.25字数:260千字印数:1-3000册版次:2007年12月北京第1版•第1次印刷定价:28.00元书号:ISBN 978-7-116-05536-0(如对本书有建议或意见,敬请致电本社;如本社有印装问题,本社负责调换)2关于应用地球化学元素丰度数据手册(代序)地球化学元素丰度数据,即地壳五个圈内多种元素在各种介质、各种尺度内含量的统计数据。
它是应用地球化学研究解决资源与环境问题上重要的资料。
将这些数据资料汇编在一起将使研究人员节省不少查找文献的劳动与时间。
这本小册子就是按照这样的想法编汇的。
国外标准题录
王滨
【期刊名称】《理化检验-物理分册》
【年(卷),期】2008(044)002
【摘要】@@ ISO 10113:2006 金属材料薄板和薄带塑性应变比的测定rnISO 10275:1993 金属材料薄板和薄带拉伸应变硬化指数的测定
【总页数】1页(P110)
【作者】王滨
【作者单位】上海材料研究所,上海,200437
【正文语种】中文
【中图分类】T-65
【相关文献】
1.国外标准题录 [J], 王滨
2.国外标准题录 [J], 王滨
3.国外标准题录 [J], 王滨
4.国外专利题录(近期公布的与农业、农药有关的国外专利题录) [J],
5.国外专利题录(近期公布的与农业、农药有关的国外专利题录) [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
SABALAN METHANOL PROJECTCOVER SHEETENGINEERING STANDARD SPECIFICATIONFORSHELL & TUBEHEAT EXCHANGERSDOCUMENT NO : ESS-HM-286TOTAL PAGES : 41(Excluding Cover & Revision Index Sheet and attachments)ED EXT IFE A Eng. Phase POD POI Owner's Action0 14.02.2011 ISSUED FOR ENGINEERING M.Rezaee M.Assem M.Assem N.JafarpoorRev.Date Description Prepared by Checked by Approved by Project Petrochemical IndustriesDesign & Engineering Co.PROJ. NO. : 1203OWNER :SABALAN PETROCHEMICALINDUSTRIES CO.PROJ. NO. : 89/S-G/102SABALAN METHANOL PROJECTESS for Shell & Tube Heat ExchangerDOC. NO. : ESS-HM-286Rev.: 0Petrochemical Industries Design & Engineering Co.PROJ. NO. : 1203OWNER :SABALAN PETROCHEMICAL INDUSTRIES CO.PROJ. NO. : 89/S-G/102SHEET NO.INTERNAL ISSUEChange Index During formal issuesReason of Latest ChangeFirst IssueSecond IssueThird IssueFourth IssueFifth IssueSixth IssueRev. A Rev.0 Rev.1 Rev.2 Rev.3 Rev.4 Rev.5CONTENT1 GENERAL1.1 SCOPE1.2 REFERENCES2 DESIGN2.1 GENERAL2.2 CORROSION ALLOWANCE AND MINIMUM WALL THICKNESS 2.3 TUBES, TUBE BUNDLES AND TUBE SHEETS2.4 NOZZLES, MANWAYS AND OTHER CONNECTIONS2.5 LIFTING LUGS AND SHELL SUPPORTSLOADS2.6 NOZZLE3 MATERIALS3.1 GENERAL3.2 TUBING3.3 SHELLS, CHANNELS, FLOATING HEADS, COVERS,TUBE-SHEETS AND FLANGES3.4 BAFFLES, SUPPORTS, TIE RODS, AND SPACERS3.5 GASKETS3.6 BOLTING AND FLANGE CLOSURE3.7 MATERIALS FOR NON-PRESSURE PARTS4 FABRICATION4.1 GENERALGENERAL-4.2 WELDING4.3 WELDING PROCEDURE SPECIFICATION AND WELDER'S PERFORMANCE QUALIFICATIONS4.4 FILLER METAL REQUIREMENTSPREPARATION4.5 JOINTREQUIREMENTS4.6 CLEANINGUPREQUIREMENTS4.7 JOINTBACKCONTOUR4.8 WELDREQUIREMENTS4.9 PREHEATTREATMENT4.10 POST WELD HEAT TREATMENT REQUIREMENTS5 INSPECTION5.1 GENERAL5.2 WELD VISUAL INSPECTION5.3 RADIOGRAPHY5.4 LIQUID PENETRANT EXAMINATIONEXAMINATION5.5 MAGNETICPARTICLEEXAMINATION5.6 ULTRASONIC6 TESTING6.1 HYDROTEST6.2 TESTING WELDS IN SOUR WATER SERVICE6.3 IDENTIFICATION6.4 FINAL REPORTS AND DATA SHEETSSHIPMENTFOR7 PREPARATION8 SPARE PARTS AND TOOLS9 ADDITIONAL INFORMATION TO BE SUPPLIED AGAINSTORDERPURCHASEAPPLICATIONS10 SPECIAL10.1 SEA WATER OR BRACKISH WATER SERVICE10.2 HYDROGEN SERVICE CONSTRUCTION10.3 SOUR GAS AND CAUSTIC SERVICE0 DEFINITIONS0.1 EXCHANGEROne complete assembled vessel including internals.UNIT0.2 EXCHANGEROne or more exchanger for specified service which may include various conditions.NUMBER0.3 ITEMPurchaser's identification number for an exchanger unit.0.4 EFFECTIVE SURFACEUnless otherwise specified through thermal design specification sheet outsidesurface based on length of tubes measured between inner faces of the tube sheets insquare meter. For U-tube bundles the exposed surface at U-bend portion isadmissible provided shell nozzle location is beyond U-bends and velocity of flowingfluid makes this surface effective.1 GENERAL1.1 SCOPE1.1.1 This part of the specification covers the minimum requirements for mechanical design& guarantee, materials, fabrication, workmanship, inspection, testing and supply ofunfired shell and tube type heat exchangers.1.1.2 The intent of this specification is to supplement amend or limit the reference codesand standards mentioned below.1.1.3 Exceptions or variations shown in the material/purchase requisition take precedenceover requirements shown herein.1.1.4 No variations from the material/purchase requisition, data sheets and projectspecifications are permitted unless approved in writing by Purchaser.1.1.5 In case of any conflict between the various standard and codes, the matter shall bereferred to Purchaser for clarifications and the clarifications provided by Purchasershall be final and binding on vendor.1.1.6 The compliance with project specification and accompanying data does not relievethe vendor from his own responsibilities and guarantees nor from any further contractobligations.1.1.7 The approval of the work by the Purchaser's inspector and/or his release of theequipment for shipment shall in no way release the manufacturer from or relieve themanufacturer of any responsibility for carrying out all of the provisions of projectspecification and/or the fulfillment of the guarantee, nor does the Purchaser by suchapproval and/or release assume any responsibility whatever for such provisionsand/or guarantee.1.1.8 In case of conflict in various documentation, the following order of priority shall apply:a) Equipment data sheet/DWG'sb) Material/purchaserequisitionc) Licensers standards/specifications and drawingsspecificationd) This1.2 REFERENCESIn each case, the latest version of standards, codes and regulations state herein shall be used.1.2.1 TEMA Standards of Tubular Exchanger Manufacturers Association,1.2.2 ASME Boiler and Pressure Vessel Code, Section VIII, Division 1.1.2.3 ASME Boiler and Pressure Vessel Code, Section II, Material Specification.1.2.4 ASME Boiler and Pressure Vessel Code, Section IX, Welding Qualification.1.2.5 ASME Boiler and Pressure Vessel Code, Section V, Non Destructive Examination.Specifications1.2.6ASTM1.2.7 AWS-ASME Specification for Welding Electrodes1.2.8 WRC Bulletin No. 107, Local load stress in Spherical and Cylindrical Shellsdue to External Loading.1.2.9 UBC Uniform Building Code1.2.10 ASME B16.5, Steel Pipe Flanges and Flanged Fittings, and B16.11 ForgedSteel Fittings, Socket-welding and Threaded, (Latest edition approved by ASME). 1.2.11 ASME B16.20 Metallic Gasket for Pipe Flanges, Ring Joint, Spiral Wound andJacketed1.2.12 ASME B16.47 Large Diameter Carbon Steel Flanges.1.2.13 EJMA Standards of Expansion Joint Manufacturers Association Inc.1.2.14 All exchangers shall be designed and fabricated in accordance with TEMA Standard,latest edition, class ''R'' and sections II, V, VIII and IX of the ASME boiler andpressure vessel code, and ASTM Codes, latest edition (as minimum requirement).1.2.15 Nozzles, flanges, tapered pipe threads; pipefittings, bolts, nuts and gaskets shall be inaccordance with appropriate ASME, ASTM and TEMA Codes, and welding electrodesto AWS specifications.1.2.16The design, fabrication and testing of pressure vessels shall also comply with all the specifications, standards, drawings, provisions and codes indicated on drawings provided by the Purchaser. Unless otherwise specified in the order the latest editions of codes and specifications in force at the date of the contract shall be used. ASME Code stamp is not required, unless otherwise specified.1.2.17 Equipment shall be designed, engineered, specified and procured so that the unit(s) can operate for two years without major overhaul and/or inspection except for short periods and/or for minor repairs.1.2.18 The equipment shall be designed and fabricated for 20 years safe operation of the plant.2 DESIGN2.1 GENERAL2.1.1 All exchangers of the same size, type and material shall maximize interchangeabilityof parts where practical. The highest practical number of exchangers shall haveinterchangeable tube bundles. Whenever possible, tube bundles shall be designed to permit rotation through 180 degree.2.1.2 Where equipment is mounted on concrete foundations, the anchor bolts shall be designed with the following allowable anchor bolt stresses, unless otherwise specified. - Tension 110 N/mm2 - Shear69 N/mm2- Allowable bearing stress on concrete 10 N/mm22.1.3 The use of stay bolts as a means to stiffen tubesheets, channel covers and flange heads is not permitted.2.1.4 In addition to normal design loads; exchangers shall be designed to withstand a horizontal bundle pulling force "H" of:Only one effort shall be considered when several exchangers are stacked.The assumed bundle pulling force "H" shall be checked against vendors Recommendations and adjusted, if required.2.1.5All combinations of loads shall be considered to determine the maximum design stress conditions for design except for maintenance loads combined with wind and earthquake loads. Erection loads shall also be taken into consideration.Bundle Weight (BW) Horizontal Effort BW < 50 KNH = BW 50 KN<= BW <= 100KN H = 50 KN BW > 100 KN H = 0.5 BW2.1.6 When U-tube bundle or kettle type reboiler shell (TEMA "K") is used, the shell covershall be integral with shell.2.1.7 When removable longitudinal baffle shall be used, the seal strips shall be thereplaceable type and be securely attached to longitudinal sides of baffle plateadjacent to shell wall. They shall be multiplex of an alloy appropriate for the service,or neoprene rubber or equal, subject to design temperature limit recommended forthe material being used. When metal seals are used, fabricator shall provide copiesof instructions to Purchaser that outlines proper steps for folding seal strips inward soedges do not rub unduly against inside of flange when tube bundle is inserted intoshell.2.1.8 Impingement plates shall be no closer to the inlet nozzle than is required for escapeheight and flow area, per TEMA, RGP requirements.2.1.9 Perforated baffles are not permitted.2.1.10 Shells shall be of one-piece construction whenever practical and shall be fabricated ofseamless pipe or rolled plate.2.1.11 All shells on floating head units, except kettle type reboilers, shall be removable withthrough bolting.2.1.12 Shell and channel girth flanges shall be of forged steel, hub type and designed forthrough bolt joint construction unless otherwise permitted in written by PIDEC.2.1.13 All dished heads shall be single piece construction and ellipsoidal in shape.Torispherical dished heads with knuckle radius 15% and crown radius 80% of OD arealso acceptable Straight face shall be minimum 38 mm or 3T whichever is more (Tbeing nominal thickness of plate from which forming is done). Straight face in anycase need not exceed 50 mm unless specifically indicated otherwise .For largediameters, the heads may be made of 2 pieces upon PIDEC’s written permission.2.1.14 Pulling lugs or tapped holes for insertion of eye bolts shall be provided on the outerface of the stationary tube sheet to permit removal of the tube bundle from the shell. 2.1.15 Jackscrews shall be provided to aid in loosening all heads, channels, and channelcovers.2.1.16 When one unit is composed of two or more shells in series, it shall be assumed,unless otherwise specified, that the shells will be stacked and the manufacturer shalldesign the shell and supports to eliminate the possibility of the lower shells distortingand binding the tube bundle. The corrosion allowance shall be deducted from the unitbefore investigating such external loading.2.1.17 When two or more exchangers are stacked, intermediate supports shall be installedduring fabrication and the entire stack shall be erected at the manufactures works andchecked for accuracy of nozzle location and alignment.2.1.18 Stacked large exchangers shall be limited to 2 shells high. Stacked small exchangersshall be limited to a centerline elevation of 3.5 m (12 ft) at the top exchanger.2.1.19 Expansion Joints2.1.19.1 The vendor shall check the necessity of expansion joints for all fixed tube sheet heatexchangers and expansion joint wherever required shall be designed by vendorBased on characteristics of expansion joint, design of heat exchanger shall berechecked.2.1.19.2 Single pass tube bundle exchangers, having a bellows type expansion joint betweenfloating head and shell covers, are permitted. Such designs shall include provisions(guide device) that allow quick and easy mating of expansion joint end flange to itscompanion flange on the inside face of shell cover. Expansion joint shall be thehydraulically formed type and it shall also permit replacement in the field. It shall beconstructed of inconel 600, incoloy 800, or incoly 825, listed in preferential orderunless otherwise specified.2.1.19.3 Stresses due to thermal expansion shall be analyzed in both clean and fouledcondition to determine the necessity of using expansion joints. Stress conditions dueto start-up, shutdown, steam cleaning, etc., shall also be investigated.2.1.19.4 The type of expansion joint recommended by the vendor shall require the approval ofthe purchaser.2.1.19.5 All convolutions shall be of matching height and even pitch. Circumferential jointswelding one convolution to another are not permitted. In case the vendor propose touse manufacturing process including heat treatment, welding, etc. the proceduresshall be submitted along with the bids.2.1.20 Designer of exchanger unit shall be responsible for furnishing equipment that is freeof over-stressing for any loading within the specified maximum loading.2.1.21 During the design of fixed tubesheet heat exchangers, consideration must be given tothe stresses induced at operating, alternate operating, start-up, shutdown and otherupset conditions. Where necessary, expansion joints shall be provided.2.1.22 Where stated, tube bundles may be designed for the differential pressure given inrelevant job specification and/or data sheet. Vendor shall provide visible warning plateadjacent to, or part of, nameplate outlining test regulations, when differential design isused.Lining2.1.23 AlloyProtective2.1.23.1 Lining shall be either integrally bonded cladding conforming to ASTM A263, A264,A265, or weld overlay by qualified welding procedure and properly machined.2.1.23.2 When the process data sheet indicates materials other than carbon steel for tubesheets without specifying "solid", vendor may quote the more economical alternativebetween "solid" and "clad" material.2.1.23.3 Pass partition grooves in lined tube sheets and channel covers shall have thespecified minimum lining thickness on all surfaces.2.1.23.4 Applied alloy liners shall be considered as corrosion allowance only, not as part of thebase metal, when calculating the thickness of pressure parts.2.1.23.5 If the base metal is carbon steel, then if other carbon steel components in contactwith the same process flow are specified to be of fully killed carbon steel, the basemetal of the cladding shall also be of the same material.2.1.23.6 Tube sheets may be alloy lined by cladding or weld overlay with following restriction:a. Cladding shall be integrally and continuously bonded to base metal.b. When other parts in contact with the same fluid are specified as “killed steel”,the base metal of the clad or faced tube sheet shall also be killed steel.c. Silver soldered or brazed bonded liners shall not be used.2.1.23.7 Thickness requirements of lining are in TEMA "R”.2.1.24 DeviationsIn general, no deviations from Purchaser standards and specifications shall bepermitted. This does not preclude possible innovations or improvements on the partof the vendor, based on available facilities. Such deviations must be clearly pointedout as a separate paragraph entitled "DEVIATIONS" in the vendor's documents, so asto avoid any confusion and ambiguity and to facilitate analysis of quotation inminimum possible time. It shall be taken for granted that except for the deviationspointed out under the "DEVIATIONS" paragraph, the vendor shall adhere to all othertechnical requirements. No deviation shall be incorporated, unless Purchaser hasapproved it in writing. It is in vendor's own interest to get the written approval ofPurchaser for all deviations before accepting the purchase order. In case there are nodeviations required by the vendor quotation under the "DEVIATIONS" paragraph shallread, as "equipment shall be supplied as per Purchaser's specifications, codes, etc.,in all respects". It shall be presumed that vendor has understood very clearly the jobrequirements and shall fully comply with them.Supply2.1.25 Material2.1.25.1 The vendor shall supply all materials and accessories required for the fabrication ofthe heat exchangers unless otherwise stated.2.1.25.2 Stainless steel nameplate shall be provided on each heat exchanger shell.2.1.25.3 Test rings, dummy shell and test flanges wherever required shall be designed andsupplied by the vendor. Drawings for these shall need prior approval of Purchaser.Material used for fabricating these shall be of tested quality. The number of testring/test flange assemblies shall be equal to the number of shells stacked.2.1.25.4 All necessary arrangements such as supports, blind flanges, test gaskets, bolts, nutsand other accessories shall be provided by the vendor for testing of heat exchangers.2.1.25.5 Vendor shall include in his quotation supply of tie bolts, leveling shims orintermediates supports for stacked units, gaskets, nuts and bolts relating tointerconnecting nozzle (tube and shell side). All these components shall bedispatched separately with due care having been taken regarding identification ofthese for case of installation.2.1.25.6 Should the vendor propose equivalent or better material to a specification other thanASTM/ASME, it is necessary for the vendor to submit the specifications of theequivalent material (translated in English language, if the original is not in English).However this will be considered as a DEVIATION and purchaser written permissionshall be obtained.2.1.25.7 Any increase in thickness of various components and any extra provisions (e.g.expansion joint, etc.) after purchase order placement which may be requiredconsidering safe / sound design and/or meeting required guarantees shall be invendor's account.For stationary head with TEMA type “B” head, the tube sheet shall be full diameter type with threaded holes that permits testing of shell side when the stationary head isremoved, or, if full diameter tube sheet is not provided, a test ring shall be furnishedwith the exchanger.2.2 CORROSION ALLOWANCE AND MINIMUM WALL THICKNESS2.2.1 Corrosion allowances shall be as per TEMA Standard if not otherwise restricted. Formaterials other than carbon steel, corrosion allowance shall be specified on the datasheet. Corrosion allowances as specified on the data sheet shall be adhered to ifmore stringent.2.2.2 Minimum admissible wall thickness shall be per TEMA and ASME Codes.2.2.3 For U-tubes, the wall thickness specified applies to the tubing before bending exceptas noted in clause 2.2.4 below. All U-tubes shall be formed from a continuous lengthof tubing, free of girth welds.2.2.4 The minimum mean radius of U-bends shall be 1 1/2 times the O.D. of the tube.Flattening at the bends shall not exceed 10% nominal O.D. of straight portion tubes.Proposal may be based on the use of heavier wall tubing for short radius U-bendswhen design pressure demands thicker tube walls.2.3 TUBES, TUBE BUNDLES AND TUBESHEETS2.3.1 Unless otherwise permitted in written by PIDEC, tubesheets shall be fabricated fromforged materials when integral with shell and/or channel. For tube sheets thicker than3 1/8" (80 mm, incl.) forged material must be used.2.3.2 On vertical exchangers installed with the channel at the bottom at least 4 collar boltsshall be provided to support the tube bundle when the channel is removed. ThePurchaser shall approve alternative means.2.3.3 When gasket grooves are required in tubesheets, the minimum distance between theedge of the tube hole and the edge of the gasket groove shall be 1.5 mm.2.3.4 A minimum of one dowel or some equivalent method of alignment shall be provided toprevent misassemble of floating head cover, channel, channel cover having groovedpartitions and stationary tube sheet to shell flange.2.3.5 Guide pins shall be placed in tube sheets to facilitate assembly and to keep tubesheets with integral tube sheets from dropping out of position when the bundle is tobe withdrawn from the shell. Note: Provide three guide pins approximately 120° apartwith one located on top of vertical centerline of a horizontal unit. The outside edgesare to be 1 mm clear of the shell I.D. and are to be the same material as the tie rods.2.3.6 Guide pins are not required when the tube sheets are held in position by:a) Tube sheets with tapped holes for stud bolts, nuts at both ends.b) Tube sheets having drilled holes when adjoining flanges are tapped forstuds.c) When the distance from the tube sheet to the second segment cut baffle is450 mm or less, or when the tube bundle is made up of baffles spaced 225mm center to center or less, regardless of the distance from the tube sheet tothe first baffle.2.3.7 Support plates shall be provided on units without transverse baffles. In case offloating head exchangers, a suitable support plate shall support the floating head ofeach bundle.Baffles shall be of the cross flow segmental type, and shall be tied together with rodsand spacers and shall be provided with notches, only when necessary, to permitdrainage of the shell.2.3.8 Baffle clearances between design I.D. of shell and baffle O.D. shall be as shown inTEMA. These maximum clearances may be increased to twice the tabulated valuesonly when isothermal vaporization or isothermal condensing occurs on the shell sideof an exchanger.2.3.9 Impingement protection shall be provided by a plate baffle, a distributing belt or by anenlarged inlet nozzle with an internal distributor plate, of minimum 6 mm thickness. 2.3.10 Plate baffles shall extend beyond the projection of the nozzle bore. This baffle shallbe located at a distance from the nozzle to provide a minimum free cylindricalentrance area at the projected nozzle bore equal to the nozzle bore area.2.3.11 Where enlarged inlet nozzles containing internal distribution plates are used, theactual entrance area into the shell must be at least equal to the line bore. Themaximum fluid velocity at the cross-sectional area of the enlarged nozzle shall beLimited by: (density in kg/m³) X (velocity in m/s) ² = 1040Enlarged inlet nozzles shall not be used for mixed phase liquids.2.3.12 A minimum of two longitudinal replaceable long life sealing strips of approved designshall be provided for cross-baffled exchangers between the outer row of tubes andthe inside of the shell as follows:Shell Dia. [mm] Radial clearance [mm]18OverTo630630 and over 252.3.13 Where U-tube construction is utilized; each U-tube shall be formed from a single2.3.14 Where U-tube construction is utilized, stress investigations shall be conductedwhenever temperature of 95 °C or greater are assigned over both legs of any U-tube.When steam is in U-tubes and process is controlled by low control of condensate, U-tubes shall be in a horizontal plane.2.3.15 The length specified for U-tubes should be the straight length measured from end toreturn bend tangent.2.3.16 For kettle reboiler-steam generator a clearance of 50 mm (minimum) shall beprovided between the outside layer of tubes and the shell.2.3.17 In general, tube to tubesheet joints shall be expanded. All tubesheet holes and thegrooving in them shall conform to TEMA and the following supplements. Groovesshall be squared edged and concentric. When heat treatment of tubesheet isrequired, reaming after heat treatment shall attain final tube hole sizing.2.3.18 The tube to tubesheet joint shall be welded if:a) The design temperature is <-10 °C or > 300 °C.b) For U-tube type with design pressure > 150 (Kg/cm²) g.c) For floating head types and fixed tube-sheet type with design pressure greater than40 (Kg/cm²) gd) With cladding on the tube side face of the tubesheet (channel side, floating head side)e) Where the high reliability of the joint is required because of lethal substance, productquality, hazards of inter-mixing, etc.f) When specified by the owner.2.3.19 When welding of tube to tubesheet is required, after welding, the tubes shall be lightexpanded into the tube holes. The light expansion shall imply minimum 5% tubethinning. The procedure and details of welding shall be submitted to the Purchaserfor approval.2.3.20 Tubes shall be expanded into the tubesheet for a length equal to four tube outsidediameters or the tubesheet thickness minus 3 mm whichever is smaller. In addition fortubesheets with thickness in excess of four tube diameters, expand one diameter atthe shell side face of the tube sheet minus 3 mm. In no case shall the expandedportion extend beyond the shell side face of the tubesheet. The expanding procedureshall provide substantially uniform expansion throughout the expanded portion of thetube without a sharp transition to the unexpanded portion.2.3.21 Dummy rods wherever shown on the drawing shall be welded to all baffles andsupport plates.2.3.22 Adequate lifting and handling lugs, etc., shall be provided by the fabricator to easehandling, lifting, erection, etc., of the complete equipment2.3.23 Davits shall be provided for removal of channel, channel cover, shell cover and2.3.24 VibrationFor exchanger unit subject to vibration, the tube bundle shall be designed as per TEMA, 7th edition, SEC. 6, and the following fabrication clearances shall also besatisfied.a) For baffles spaced less than 300 mm apart, tube hole diameter shall not exceed theO.D. of the tube plus 0.5 mm. For baffles spaced 300 mm or more apart or for tubesupport plates, the tube hole diameter shall not exceed the O.D. of the tube plus 0.25mm.b) Minimum baffle thickness shall be 10 mm, otherwise follow TEMA "R”.c) If the exchanger is susceptible to vibration due to pulsating flow, debar and ream alltube holes in baffles and support plates to eliminate all sharp edges of these parts.Also debar edges on cut for baffle window.2.3.25 Tube OD and gauges shall be selected from following table. The gauges specified arethe minimum wall thickness.Tube OD Copper /Copperalloys Carbon steel ** Aluminumand AluminumalloysOther alloys3/4 16 14 161 14 12 141 1/4 14 12 141 1/2 12 10 122 12 10 12* Preferred tube dia are 3/4 " OD and 1" OD.**Preferred tube thicknesses for CS or Low Alloy Steelare 14 BWG for 3/4" OD and 12 BWG for 1" OD.2.3.26 the minimum mean radius of U bends shall be 1 1/2 times the OD of tubes. For Utubes, the wall thickness written on process/thermal data sheet shall apply to thetubing before bending. Proposal may be based on the use of heavier wall tubing forshort radius U-bends when design pressure demands thicker tube walls.2.4 NOZZLES, MANWAYS AND OTHER CONNECTIONS2.4.1 Chemical cleaning connections shall be provided on condensers where processconditions will make this necessary.2.4.2 All flanges intended for use with spiral wound metal gaskets shall be designed usingthe mannufacturers minimum gasket seating stress or the ASME Code values,whichever is greater.2.4.3 All flanges designed as special shall account for external loads imposed by pipingreactions and consideration given to differential thermal expansion for dissimilarjoints.2.4.4 the inlet and outlet stream connections shall be flanged faced and drilled to the。
FLX-2320 S Thin Film Stress MeasurementOperation ManualFor issues related to this instrument, please contact Ling Xie by phone 6-9069 (office) and 617-780-1821 (cell) or email ************1IntroductionThe FLX-2320-S determines stress by measuring the curvature change of pre- andpost- film deposition. The stress calculation is based on Stoney’s equation, whichrelates the biaxial modulus of the substrate, thickness of the film and the substrate,and the curvature change. The stress measurements can be made from -65ºC to 500ºC at a heating rate up to 30ºC/min. Stress variation with temperature can be used tocharacterize film properties such as moisture concentration, phase changes, thermalexpansion, volume changes, and plastic deformations.Other characteristics of the instrument include:•Dual wavelengths•Calculation of biaxial modules of elasticity, linear expansioncoefficient, stress uniformity and file subtraction•Calculation of water diffusion coefficient•2-D and 3-D view of wafer topography•Wafer size: 75 - 200 mm•Measurement temperature: from -65ºC to 500ºC•PC based controller•Speed: 5 seconds for 150 mm wafer•Minimum scan step: 0.02 mm•Maximum points per scan: 12502.Operating Safety•Laser: The FLX-2320 contains two 4 mW solid-state lasers with wavelengths of 670 nm and 780 nm. There is a shutter that will automatically block the laser beamwhen the chamber door is opened for loading and unloading a wafer. Therefore,there will be no reflected laser from sample.•High and Low Temperatures: Do not open the instrument door or touch any inside components, or the sample, until the temperature reading on the front panelreaches room temperature.3.Starting-Up Instrument3.1.Fill in log book first3.2.Turn on the Main Power switch3.3.Turn on the Laser3.4.If using Stress-Temperature mode, turn on the Heater and the Fan3.5.If using Stress-Temperature mode, open the inert and N2 gas valves on the gasmanifold.3.6.If using Stress-Temperature mode and the designed temperature is lower thanroom temperature, open the LN2 tank and the LN2 valve.ing Wafer Locator Rings4.1. A wafer locator ring is used to position the wafer at the center of the samplestage.4.2.Available ring sizes: 3”, 4”, 5”, and 6”; 8” wafers fit directly into the plate.4.3.The locator ring is marked at 30º intervals and has a notch at each 15 º interval.4.4.By rotating the ring and wafer, stress mapping across a whole wafer can beperformed.5.Performing Measurements5.1.Setting up a Process Program5.1.1.From Edit menu, choose Process Program5.1.2.In the Process Program dialog box, select the desired parameters(referencing followings)Field DescriptionMaximum Scan Points a maximum of 1250 points per scan can be usedbut 50 points are sufficient for an accuratemeasurement. Also only 50 data points are savedwith each scan to save space on the hard disk.Low Intensity Alarm Specify an intensity limit below whichmeasurement points will be ignored; 0.2 isrecommended.Elastic Modulus The biaxial elastic modulus of the substrateHole Diameter The diameter of the center region of the substrateto be skipped.Laser Selection Use the drop-down list to select Automatic, 670nm or 780 nm.5.2.First Stress Measurement – measure the stress before film deposition5.3. Single Stress Measurement5.3.1.Enter the same filename as in the First Stress Measurement5.3.2.Enter the same ID as entered in the First Measurement5.4. Stress-Time Measurement5.4.1. A total number of records in a data file are limited to 1000.5.4.2.Enter the same filename as in the First Measurement.5.4.3.Enter the same ID as entered in the First Measurement5.4.4.Enter the Time Interval the wafer will be measured.5.4.5.Enter the total time the wafer will be measured.5.5. Stress-Temperature Measurement5.5.1.Be sure the Heater and Fan on5.5.2.Be sure the inert and N2 gas lines are opened5.5.3.For low temperature measurement, open the LN2 tank and the valve onthe cooling line.5.5.4.For the Temperature Measurement, the glass piece and the hot plate covermust be put on the wafer stage to create a controlled measurementenvironment.5.5.5.Create a recipe5.5.5.1. Enter desired target temperature5.5.5.2. Enter a total time to reach the target temperature or enter a ramp speed.5.5.5.3.Enter a number of scans to be taken.5.5.5.4.Select the next recipe line and enter values. You can enter a maximumof 150 recipe lines and the total number of readings should not exceed1000.5.5.6. After finish the measurement, unload the wafer until room temperature.6.Creating and Displaying Graphs6.1.Creating Graphs6.1.1.Display a data file in the Data Editor window6.1.2.Choose Create from the Graph menu6.1.3.Enter desired parameters6.1.4. Choose the Create Graph button, the graph for the selected file isdisplayed.6.1.5.To display a graph of only some records, select the block of records, thenchoose Create Graph.6.2.Creating a Trend Plot6.2.1.Display a data file in the Data Editor window6.2.2.Choose Trend Plot from the Graph menu in the Data Editor window6.2.3.Enter desired parameters using following references:Field DescriptionUpper SL The Upper Specification Limit in stressLower SL The Lower Specification Limit in stressCalculate STD Y calculates the standarddeviation; the specification limits will not bedisplayed.6.2.4. Choose Trend Plot from the Trend Plot dialog.7.Data Analysis7.1.Diffusion CoefficientNote: The diffusion coefficient graphs only can be calculated from Stress-Timegraphs.7.1.1.To calculate the diffusion coefficient and plot it in a Graph window,choose Diffusion Coefficient from the Analysis menu7.1.2.Select the desired filename7.1.3.Select two points on the graph by double-clicking on the points.7.1.4. A plot of Diffusion Coefficient vs. Time will be displayed.7.2.Materials DatabaseUse the Materials Database option in the Edit menu to display a list ofavailable elastic & expansion coefficients.7.3.Elastic and Expansion Coefficient CalculationNote: Elastic and Expansion Coefficient only can be calculated from Stress-Temperature graphs.e the Stress-Temperature mode to run two temperature cycles on twodifferent substrates with the same film. For best results, use slow heating orcooling (<5ºC/min) to minimize the lag of wafer temperature behind theheating stage.7.3.2.Choose Elastic & Expansion from the Analysis menu7.3.3.Enter the film names7.3.4.Click on two points to plot and display the expansion coefficient.7.3.5.The average values of the expansion coefficient and the biaxial modulusdisplay in a dialog box.7.4.Thermal StressNote: Use the Thermal Stress option to display the thermal stresssuperimposed on the stress-temperature measurement data.7.4.1.Choose Thermal Stress from the Analysis menu7.4.2.Enter the file name7.4.3.Enter the temperature range7.5.Displaying Deflection MapsNote: Use the Deflection Maps to display 3-D view of the deflection. By takingseveral measurements at different angles you can display a complete 3-D mapof deflection over the wafer surface. The deflection can be plotted as thedifference of two groups of measurements (before- and after- a film deposition)or as an absolute deflection of a single measurement.7.5.1.Measure the wafer at different angles using a wafer locator ring.7.5.2.The IDs for each measurement in a group should be identical and in theformat xxxx-###, where XXX is any character (including spaces) and ###is the angular orientation. For example, the IDs for wafer T12 measuredevery 15º would be as follows:T12 - 0 T12 – 60 T12 –120T12 – 15 T12 – 75 T12 -135T12 – 30 T12 – 90 T12 -150T12 – 45 T12 -105 T12 -1657.5.3.When comparing two scans (before and after deposition), the first four IDcharacters must be identical for both scans and the orientation steps usedmust also be the same. Also, the dash must be in the fifth column and the### portion must be right justified.7.5.4.Choose 3DPlotting from the Analysis menu.7.5.5.To change the viewing angle, use the following key combinations:Key Combination DescriptionincrementF7 30ºCTRL + F7 Face on viewincrement10ºALT+F7incrementF8 30ºCTRL + F8 Face on viewincrementALT+F810ºincrementF9 45ºCTRL + F9 90º incrementincrement15ºALT+F9incrementF10 45ºCTRL + F10 90º incrementincrementALT+F10 15ºF11 Compress the view vertically by 50%F12 Stretch the view vertically by 50%8.Shutting-Down the Instrument8.1.Wait for the sample stage to reach room temperature.8.2.Close all open windows and choose Exit from the Measure menu.8.3.Exit from the Program Manager File menu.8.4.Turn off: Laser, Heater, Fan, and Main Power.8.5.Close the inert and N2 gas valves.8.6.Close the LN2 tank and the valve.plete log book.9.Revision HistoryRevision # Date Authors Changes/AdditionsissueXie InitialL.1.0 12/04/2007RevisedMartinE.2.0 4/28/2008RevisedMartinE.2.1 6/16/2008End of Document。