冲压模具基础教材
- 格式:ppt
- 大小:1.32 MB
- 文档页数:49

《冲压模具设计与制造》教案全套-单元设计第一章:冲压模具概述1.1 教学目标了解冲压模具的定义、分类和应用领域掌握冲压模具的基本结构组成理解冲压模具的工作原理及工作过程1.2 教学内容冲压模具的定义及分类冲压模具的基本结构组成:模架、模具、导向装置、调整装置等冲压模具的工作原理及工作过程冲压模具的应用领域及发展前景1.3 教学方法采用讲授法,讲解冲压模具的基本概念、结构及工作原理采用案例分析法,分析冲压模具在实际生产中的应用案例采用小组讨论法,讨论冲压模具的发展前景及其对工业生产的影响1.4 教学评估课堂问答:了解学生对冲压模具基本概念的理解程度小组讨论:评估学生对冲压模具应用案例的分析能力课后作业:检验学生对冲压模具知识点的掌握情况第二章:冲压模具设计基础2.1 教学目标掌握冲压模具设计的基本原则和方法理解冲压模具设计中的主要参数选取熟悉冲压模具设计的步骤和流程2.2 教学内容冲压模具设计的基本原则和方法冲压模具设计中的主要参数选取:模具间隙、凹凸模尺寸、材料厚度等冲压模具设计的步骤和流程:需求分析、方案设计、结构设计、参数计算等2.3 教学方法采用讲授法,讲解冲压模具设计的基本原则和方法采用案例分析法,分析冲压模具设计中的实际问题及解决方案采用小组讨论法,讨论冲压模具设计的步骤和流程2.4 教学评估课堂问答:了解学生对冲压模具设计原则和方法的理解程度小组讨论:评估学生对冲压模具设计实际问题及解决方案的分析能力课后作业:检验学生对冲压模具设计流程的掌握情况第三章:冲压模具制造工艺3.1 教学目标掌握冲压模具制造的基本工艺及流程理解冲压模具制造中的关键技术及要求熟悉冲压模具制造的常用设备及工具3.2 教学内容冲压模具制造的基本工艺:切削、磨削、电火花加工等冲压模具制造的流程:模具设计、模具零件加工、装配、调试等冲压模具制造中的关键技术及要求:模具零件加工精度、表面质量等冲压模具制造的常用设备及工具:数控机床、磨床、电火花机等3.3 教学方法采用讲授法,讲解冲压模具制造的基本工艺及流程采用案例分析法,分析冲压模具制造中的关键技术及要求采用小组讨论法,讨论冲压模具制造的常用设备及工具3.4 教学评估课堂问答:了解学生对冲压模具制造工艺的理解程度小组讨论:评估学生对冲压模具制造关键技术的分析能力课后作业:检验学生对冲压模具制造流程及设备的掌握情况第四章:冲压模具的安装与调试4.1 教学目标掌握冲压模具的安装方法及要求理解冲压模具调试的目的及方法熟悉冲压模具运行中的检查与维护4.2 教学内容冲压模具的安装方法及要求:模具的固定、调整、试模等冲压模具调试的目的及方法:调整模具间隙、检查模具运行情况等冲压模具运行中的检查与维护:检查模具磨损情况、更换模具零件等4.3 教学方法采用讲授法,讲解冲压模具的安装方法及要求采用案例分析法,分析冲压模具调试的实际问题及解决方案采用小组讨论法,讨论冲压模具运行中的检查与维护4.4 教学评估课堂问答:了解学生对冲压模具安装方法及要求的理解程度小组讨论:评估学生对冲压模具调试实际问题及解决方案的分析能力课后作业:检验学生对冲压模具检查与维护的掌握情况第五章:冲压模具的应用与案例分析5.1 教学目标掌握冲压模具在实际生产中的应用第六章:冲压模具材料及选用6.1 教学目标了解冲压模具材料的性能及特点掌握冲压模具材料的选用原则熟悉常用冲压模具材料及其应用领域6.2 教学内容冲压模具材料的性能及特点:硬度、韧性、耐磨性等冲压模具材料的选用原则:根据模具用途、工作条件等选择常用冲压模具材料:碳素钢、合金钢、高速钢、硬质合金等冲压模具材料的应用领域及选用注意事项6.3 教学方法采用讲授法,讲解冲压模具材料的性能及特点采用案例分析法,分析冲压模具材料的选用实例采用小组讨论法,讨论冲压模具材料的选用原则及注意事项6.4 教学评估课堂问答:了解学生对冲压模具材料性能的理解程度小组讨论:评估学生对冲压模具材料选用实例的分析能力课后作业:检验学生对冲压模具材料选用原则的掌握情况第七章:冲压模具的安全与防护7.1 教学目标掌握冲压模具安全操作规程理解冲压模具事故预防及处理方法熟悉冲压模具安全防护装置及使用7.2 教学内容冲压模具安全操作规程:操作步骤、注意事项等冲压模具事故预防及处理方法:事故类型、预防措施、处理流程等冲压模具安全防护装置:防护罩、紧急停止按钮、安全传感器等冲压模具安全防护装置的使用及维护7.3 教学方法采用讲授法,讲解冲压模具安全操作规程及事故预防采用案例分析法,分析冲压模具事故案例及处理方法采用小组讨论法,讨论冲压模具安全防护装置的使用及维护7.4 教学评估课堂问答:了解学生对冲压模具安全操作规程的理解程度小组讨论:评估学生对冲压模具事故案例及处理方法的分析和处理能力课后作业:检验学生对冲压模具安全防护装置的掌握情况第八章:冲压模具的维修与保养8.1 教学目标掌握冲压模具的维修方法及要求理解冲压模具保养的重要性及方法熟悉冲压模具故障诊断及解决办法8.2 教学内容冲压模具的维修方法及要求:维修步骤、注意事项等冲压模具保养的重要性及方法:日常保养、定期保养等冲压模具故障诊断及解决办法:故障类型、诊断方法、解决流程等8.3 教学方法采用讲授法,讲解冲压模具的维修方法及要求采用案例分析法,分析冲压模具故障案例及解决方法采用小组讨论法,讨论冲压模具保养的重要性及方法8.4 教学评估课堂问答:了解学生对冲压模具维修方法及要求的理解程度小组讨论:评估学生对冲压模具故障案例及解决方法的分析和解决能力课后作业:检验学生对冲压模具保养的掌握情况第九章:冲压模具技术的最新发展9.1 教学目标了解冲压模具技术的最新发展趋势掌握冲压模具先进制造技术及应用熟悉冲压模具行业的发展前景9.2 教学内容冲压模具技术的最新发展趋势:高速精密模具、智能模具等冲压模具先进制造技术:CAD/CAM/CAE、3D打印等冲压模具行业的发重点和难点解析1. 第一章至第四章:冲压模具的基本概念、设计原则、制造工艺及安装调试。
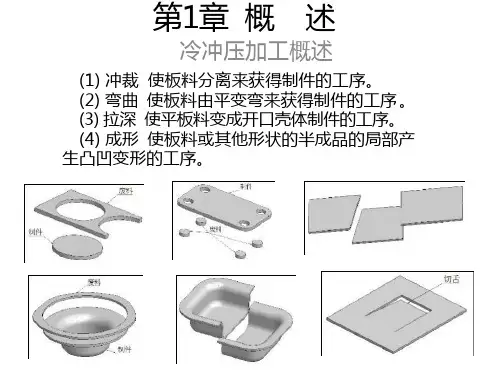

冲压模具讲座第一章 概论一.冲压加工的重要性及优点。
1.重要性:冲压工艺应用范围十分广泛,在国民经济的各个部门中,几乎都有冲压加工产品。
如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用产品中均占有相当大的比重。
2.优点:1)生产率高。
2)精度高,质量稳定。
3)材料利用率高。
4)操作简便,特别适宜于大批量生产和自动化。
二.冲压加工的概念。
1. 概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得 一定形状和尺寸零件的加工方法。
冲压加工的三要素:冲床,模具,材料。
冲压是生产中应用广泛的一类加工方法,主要用于金属薄板料零件的加工。
在产品零件的整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分。
随着市场对产品成本和周期等要求的提高,从系统的整体优化中确定相关的各要素已成为技术和管理发展的重要方向。
影响冲压加工的因素:三.冲压工序的分类。
冲压工艺按其变形性质可以分为材料的分离与成形两大类,每一类中又包括许多不同冲压加工系统人冲压 工艺安 全自 动 化 安 装润 滑 生 产 管 理 质 量 管 理 价 格 管 理运 输 废 料 处 理 噪 音 对 策 后 序 工 艺 压力 机 模具 材料 辅助 装 置具软 件硬件的工序。
冲压的基本工序:1.冲裁:包括落料和冲孔两个工序。
1)落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以模仁为准,间隙取在冲子上;2)冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取在模仁上。
2.剪切:用模具切断板材,切段线不封闭.3.切口:在坯料上将板材部分切开,切口部分发生弯曲.4.切边:将拉深或成形后的半成品边缘部分的多余材料切掉。
5.剖切:将半成品切开成两个或几个工件,常用于成双冲压。
切口切边剖切6.弯曲:用模具使材料弯曲成一定形状(V型/U型/Z型弯曲)。
7.卷圆:将板料端部卷圆。
1. 冲压件工艺分析2. 工艺方案及模具结构类型3. 排样设计4.冲压力与压力中心计算5.工作零件刃口尺寸计算落料部分以落料凹模为基准计算 ,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制。
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
刃口尺寸计算见表1。
表 1 刃口尺寸计算6.工作零件结构尺寸7.其它模具零件结构尺寸根据倒装复合模形式特点: 凹模板尺寸并查标准JB/T-6743.1-94,确定其它模具模板尺寸列于表2:根据模具零件结构尺寸 ,查标准GB/T2855.5-90选取后侧导柱125×25标准模架一副。
8.冲床选用根据总冲压力 F总=352KN,模具闭合高度,冲床工作台面尺寸等,并结合现有设备,选用J23-63开式双柱可倾冲床,并在工作台面上备制垫块。
其主要工艺参数如下:公称压力: 630KN滑块行程: 130mm行程次数: 50 次∕分最大闭合高度: 360mm连杆调节长度: 80mm工作台尺寸(前后×左右):480mm × 710mm9.冲压工艺规程10.模具总装配图图 4 模具装配图11.模具零件图图 5 凸凹模图 6 冲孔凸模图 7 落料凹模板图 8 上模座板图 9 下模座板图 10 上垫板图 11 下垫板图 12 凸模固定板图 13 空心垫板图 14 推件块图 15 卸料板图 16 凸凹模固定板1. 主要模具零件加工工艺过程落料凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC冲孔凸模加工工艺过程材料: T10A 硬度: 56 ~ 60HRC凸凹模加工工艺过程材料 :Gr12 硬度 : 60 ~ 64 HRC凸模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC凸凹模固定板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC卸料板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC下垫板加工工艺过程材料 :T8A 硬度 : 54 ~ 58 HRC空心垫板加工工艺过程材料 :45# 硬度 : 24 ~ 28 HRC上模座加工工艺过程材料 :HT200下模座加工工艺过程材料: HT200推件块加工工艺过程材料 :45# 硬度 : 24 — 28 HRC2. 加工过程:详见素材资源库中的视频。