第一章 冲压变形的基本原理讲解
- 格式:ppt
- 大小:6.05 MB
- 文档页数:37
第一章冲压变形的基本原理一. 填空题1、塑性变形的物体体积保持,其表达式可写成。
2、冲压工艺中采用加热成形方法,以增加材料能达到变形程度的要求。
3、压应力的数目及数值愈,拉应力数目及数值愈,金属的塑性。
4、在材料的应力状态中,压应力的成分,拉应力的成分,愈有利于材料塑性的发挥。
5、一般常用的金属材料在冷塑性变形时,随变形程度的增加,所有强度指标均,硬度也,塑性指标,这种现象称为加工硬化。
6、硬化指数n 值大,硬化效应就大,这对于变形来说就是有利的。
7、当作用于坯料变形区的拉应力的绝对值最大时,在这个方向上的变形一定是,故称这种变形为变形。
8、材料对各种冲压加工方法的适应能力称为材料的。
9、材料的冲压性能好,就是说其便于冲压加工,一次冲压工序的和大,生产率高,容易得到高质量的冲压件,模具寿命长等。
二、判断题(正确的打√,错误的打×)1、变形抗力小的软金属,其塑性一定好。
()2、物体的塑性仅仅取决于物体的种类,与变形方式和变形条件无关。
()3、物体某个方向上为正应力时,该方向的应变一定是正应变。
()4、材料的塑性是物质一种不变的性质。
()5、当坯料受三向拉应力作用,而且时,在最大拉应力方向上的变形一定是伸长变形,在最小拉应力方向上的变形一定是压缩变形。
()三、问答题1、影响金属塑性和变形抗力的因素有哪些?影响金属塑性的因素有如下几个方面:2、请说明屈服条件的含义,并写出其条件公式。
3、什么是材料的机械性能?材料的机械性能主要有哪些?4、什么是板厚方向性系数?它对冲压工艺有何影响?5、什么是板平面各向异性指数Δ r ?它对冲压工艺有何影响?第二章冲裁工艺及冲裁模设计一、填空题1、从广义来说,利用冲模使材料叫冲裁。
它包括、、、、等工序但一般来说,冲裁工艺主要是指和工序。
2、冲裁根据变形机理的不同,可分为和。
3、冲裁变形过程大致可分为、、三个阶段。
4、冲裁件的切断面由、、、四个部分组成。
5、冲裁毛刺是在刃口附近的側面上材料出现时形成的。

第一章冲压变形的基本原理金属塑性变形的基本概念金属在外力作用下产生形状和尺寸的变化称为变形,变形分为弹性变形和塑性变形。
而冲压加工就是利用金属的塑性变形成形制件的一种金属加工方法。
要掌握冲压成形加工技术,首先必须了解金属塑性变形的一些基本原理。
1.1.1 塑性变形的物理概念所有的固体金属都是晶体,原子在晶体所占的空间内有序排列。
在没有外力作用时,金属中原子处于稳定的平衡状态,金属物体具有自己的形状与尺寸。
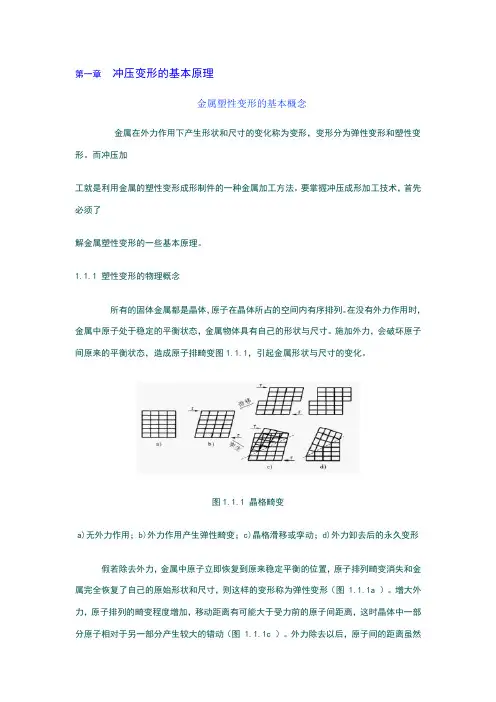
施加外力,会破坏原子间原来的平衡状态,造成原子排畸变图1.1.1,引起金属形状与尺寸的变化。
图1.1.1 晶格畸变a)无外力作用;b)外力作用产生弹性畸变;c)晶格滑移或孪动;d)外力卸去后的永久变形假若除去外力,金属中原子立即恢复到原来稳定平衡的位置,原子排列畸变消失和金属完全恢复了自己的原始形状和尺寸,则这样的变形称为弹性变形(图 1.1.1a )。
增大外力,原子排列的畸变程度增加,移动距离有可能大于受力前的原子间距离,这时晶体中一部分原子相对于另一部分产生较大的错动(图 1.1.1c )。
外力除去以后,原子间的距离虽然仍可恢复原状,但错动了的原子并不能再回到其原始位置(图),金属的形状和尺寸也都发生了永久改变。
这种在外力作用下产生不可恢复的永久变形称为塑性变形。
受外力作用时,原子总是离开平衡位置而移动。
因此,在塑性变形条件下,总变形既包括塑性变形,也包括除去外力后消失的弹性变形。
1.1.2塑性变形的基本形式金属塑性变形是金属在外力的作用下金属晶格先产生晶格畸变,外力继续加大时,产生晶格错动,而这种错动通常在晶体中采取滑移和孪动两种形式。
1.滑移当作用在晶体上的切应力达到一定数值后,晶体一部分沿一定的晶面,向着一定的方向,与另一部分之间作相对移动,这种现象叫滑移,图1.1.1。
金属的滑移面,一般都是晶格中原子分布最密的面,滑移方向则是原子分布最密的结晶方向,因为沿着原子分布最密的面和方向滑移的阻力最小。

[教学内容] 第一章概述2.1 冷冲压变形的基本原理概述[教学目的] 1、掌握2、理解[教学重点] 1、掌握2、理解[教学难点] [教学方法] 讲授法[教学时数] 2课时第一章[主要内容] 如下概述2.1 冷冲压变形的基本原理概述[教学内容] 2.2冷冲压材料及其冲压成型性能3.1冲裁概述[教学目的] 1、[教学重点] 1、[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下2.2冷冲压材料及其冲压成型性能3.1冲裁概述[教学内容] 3.2冲裁过程的分析[教学目的] 1、[教学重点] 1、[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下3.2冲裁过程的分析断面特征[教学内容] 3.3冲裁模间隙[教学目的] 1、[教学重点] 1、[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下3.3冲裁模间隙[教学内容] 3.4冲裁模[教学目的] 1、[教学重点]掌握[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下3.4冲裁模尺寸类型0.02 = 0.02(满足间隙公差条件)孔距尺寸:=L±=18±0.125×2×0.09 = (18±0.023)mm落料:校核:0.016 + 0.025 = 0.04 > 0.02(不能满足间隙公差条件)因此,只有缩小,提高制造精度,才能保证间隙在合理范围内,由此可取:δr≤0.4(Zmax-Zmin) =0.4×0.02=0.008mmδA≤0.6(Zmax-Zmin) =0.6×0.02=0.012mm故:三、例2如图2.4.3所示的落料件,其中d = 22±0.14mmZmin=0.10mm, Zmax=0.14mm由公差表查得:尺寸80mm,选x = 0.5;尺寸15 mm,选x = 1;其余尺寸均选x = 0.75。