侧向抽芯机构的分类与结构
- 格式:docx
- 大小:400.11 KB
- 文档页数:2

第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
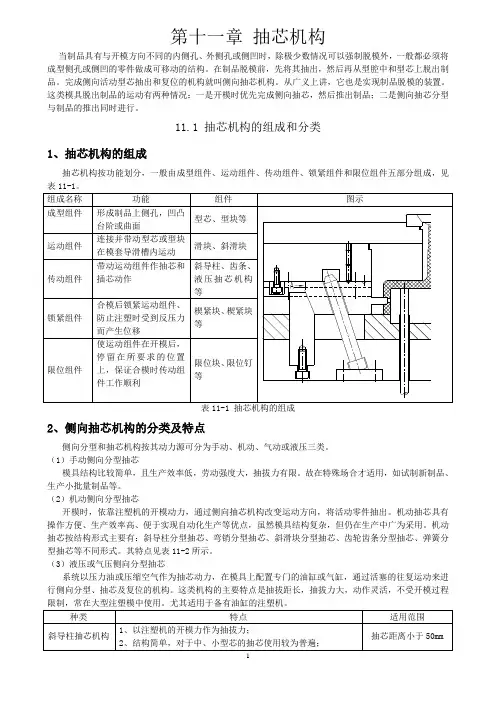
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。
第九章:侧向抽芯机构侧向抽芯机构概念与A,B板开模方向不一致的开模机构使用场合1)当胶件上存在与开模方向不一致的结构2)存在不能有脱模斜度的外侧面(比如要装配的垂直的面) 侧向抽芯机构分类1)斜导柱(或弯销)+滑块2)斜滑块3)斜顶4)液压或气动5)手动斜导柱(或弯销)+滑块侧向分型机构1、工作原理:将垂直运用分解为侧向运动2、机构组成:(见图)该机构包括斜导柱(或斜销),锁紧快,滑块,压块,定位滚珠,弹簧等3、主要设计参数:1)斜导柱倾角a: 150≤a≤250(注a尽量取小些,通常为160~200,角度与抽芯距和滑块高度有关)2)滑块斜面倾角b=a+20~303)抽芯距S=胶件侧向凹凸深度+2~5mm(当行遂道时,可以取1mm)4)斜导柱的长度L=S/sin(a)+H/cos(a),H为固定板的厚度,还可以用图解法确定5)斜导柱直径一般在8~20mm,购买比计算长2-5mm左右的顶针回来加工斜导柱直径的经验值4、设计要点1)斜导柱的固定和加工(见图)2)如何实现延时抽芯(见图),斜导柱的孔加大,做成鹅蛋型孔3)滑块的导向定位及配合精度(H7/f7),一般定位为下行用挡块,上行用弹簧,左右行用波仔加弹簧先复位机构。
4)滑块上的斜孔直径应比斜导柱大1~1.5mm5)什么情况下用压块,(A. 滑块的宽度大于80-100mm以上时,B.产品的定单大,模具的使用时间长,寿命长,C.模具的精度要求高)压块的因定(见图),用螺钉加销子6)滑块滑离导向槽的长度应不大于滑块长的三分之一7)滑块的限位装置(包括弹簧滚珠<香港叫Ball仔)定位,两种弹簧螺钉定位法)8)滑块的运水(滑块的高度,宽度较大,与熔胶的接触面大)9)滑块斜面上的镶块(主要是耐磨)10)销紧块的固定与定位11)尽量将顶针布置于侧抽芯或斜滑块在分模面上的投影范围之外,若无法做到,则必加先复位机构5、弯销侧向分型机构:该机构常用于适时抽芯,抽芯距离较长等场合,其原理和斜导柱相似,但加工较复杂,见图斜滑块抽芯机构:常用于胶件有侧凹,侧孔,抽芯距不大,但面积较大的场合1、后模斜滑块抽芯机构(见图)1)滑出长度应不小于滑块总长度的三分之一2)滑出长度L=抽芯距S/tg(a)3)斜面倾角一般在15~25度之间4)不能让胶件在脱模时留在其中一个滑块上5)上面应高出0.5mm,下面应避空0.5mm6)斜滑块推出时应有导向及限位机构7)当胶件易粘前模时,应设置滑块止动销,确保胶件留在后模8)注意有时须加先复位机构2、前模斜滑块抽芯机构(见图)其原理和结构与后模斜滑块抽芯机构基本相同,不同的是为保证弹簧推出安全可靠,须加设拉钩装置.如果与顶针发生干涉,要加先复位机构。

5-4-4 设计要点1、斜导柱的固定(见图):(1)后模外侧抽芯时斜导柱的固定;(2)后模内侧抽芯时斜导柱的固定;(3)前模外侧抽芯时通常不用斜导柱,而用弯销或“T”形扣。
撞。
斜孔的直径要比斜导柱的直径大Φ1∽Φ1.5;目的是为了让铲基先离开,否则会锁死。
滑块的导向和定位主要设计为T形槽。
图样可参考宋玉恒先生著的《塑料注射模具设计实用手册》耐磨块材料:DF2(油钢)耐磨块的标厚:8、10、12。
且要用杯头螺丝固定。
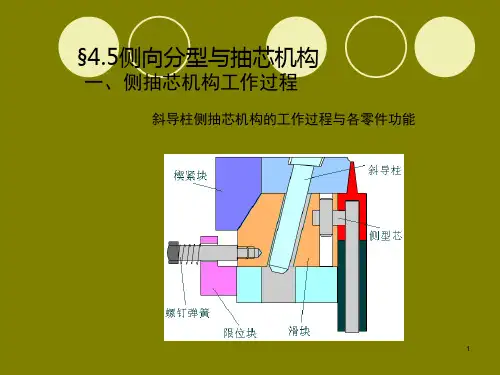
5-4:机构组成1、动力零件:斜导柱、弯销、油缸;2、锁紧零件:铲基、弯销、“T”形扣;3、定位零件:波仔+弹簧、挡块+弹簧4、导滑零件:导滑耐磨板、压块5、成型零件:侧抽芯、滑块斜导柱倾斜角大小决定因素:抽芯距(抽芯距越大,倾斜角越大);滑块高度(滑块越高,倾斜角越小)前模能走胶杯,不用行位;后模能走行位,不用胶杯。
能用斜顶不用内行;能用外行不走斜顶。
先粗加工,再热处理,最后精加工。
上弹簧,下挡块,1-限位钉2-弹簧3-滑块2、如何实现延时抽芯(见图):加大滑块上的斜孔。
3、滑块的导向定位及配合精度(H7/f7)。
4、什么情况下用压块:( ?见鬼,什么是压块?I don’t know.)(1)滑块尺寸较大;(2)模具精度较高;(3)模具寿命较高;(4)滑块往模具中心方向抽芯。
5、滑块滑离导向槽的长度应不大于滑块长的三分之一;6、滑块的定位装置a、弹簧+滚珠;b、弹簧+挡块。
见图。
7、滑块的运水;8、滑块斜面上的耐磨块;( 滑块斜面面积大时,长度大80MM时要加)9、锁紧块的固定与定位;➢以下是斜导柱大小和数量,滑块肩部尺寸的经验确定法滑块宽度20-30 30-50 50-100 100-150 >150斜导柱直径1/4”—3/83/8”—1/2”1/2”—5/8”1/2”至5/8”5/8”至1”斜导柱数量 1 1 1 2 2滑块肩宽3~55~77~88~1210~15滑块肩高5~88~108~1210~1515~205-4-5弯销+滑块侧向分型机构( 弯销规格:20*20)该机构常用于前模行位、后模内行位、延时抽芯和抽芯距较长等场合,其原理和斜导柱相似,但加工较复杂。
8.1.1 侧向抽芯机构的类型
注射棋中与泞射机开模方向一致的分型和抽心都比较容易实现,因此模具结构也较简单。
仅是对于某些塑料制品,由于使用[:的要求,不uJ避免地存在着与开模方向不一致的分
型。
对于具有这种结构的制品除极少数情况可以进行强制脱模外(见闻3—9),一般都需要进行侧向分型与抽芯,才能取山制品。
能将活动型芯抽出和复位的机构称为抽芯机构,侧向分型的抽;笆机构按动力来源;AVX T分为手动、气动、液压和机动四种类型。
1.手动抽芯
在推出制品前或脱模后用手工方法或手工工具将活动型芯取出的方法称为手动抽芯方法。
手动抽芯机构的结构简革,但劳动强度大,生产效率低,故仅适用于小型制品的小批量/k 产。
图8—1所示的为两种子动抽;凸机构的例子。
图8—1(a)的结构最简单,在推山制品前,用扳手旋出活动型芯,图8—l(b)所示适用于非圆形侧TL的抽芯。
脱模后用手丁取小型怂或镶块的例子见闯8—2,取出的型芯或镶块再重新装回到模具小。
应注意活动型芯或镶块须可靠定位,合模与注射成型时木能移位,以免制品报废或模具损坏。
2.液压或气动抽芯
侧向分型的活动型芯可以依靠液压传动或气体传动的机构抽出。
由于一肋注射机没有抽芯泊缸或气缸,阅此需要另行设计液比或气压传动机构及抽芯系统。
液压传动比气压传动乎稳,且可得到较大的抽拔力和较长的抽芯距离,但内于模具结构和体积的限制,泊缸的尺寸往往不能太大。
与机动抽芯不同,液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可个受开模时间和推出时间的影响。
闻8 3(。
)所示液压缸(或气压缸)7以支座6固定于动模3的侧面,侧型怂2通过
拉杆4和连接器5与活塞杆连接。
开模后液压缸(或气压缸)驱动活塞往复运动,从而带动侧型心实现抽芯和复位动作。
合模时侧型心[:斜面与定模上相应斜团嵌紧,起锁紧作用。
凶8—3(b)所示为液儿缸取长型芯的结构示意图,由于采用了液压抽芯,避免了采用瓣合
模组合形式,使模具结构大为简化。
3.机动抽芯
机动抽芯利用注射机的开模力,通过传动机构改变运动方向,将侧向的活动型心抽出。
机动抽心机构的结构比较复杂,AVX钽电容但抽芯不用人工操作,抽拔力较大,具有灵活、方便、生产
效本高、容易实现全自动操作、元需另外添置设备等优点,在生户:中被广泛采用。
机动抽芯按结构形式可分为斜销、弹簧、弯销、斜导槽、斜滑块、楔块、齿轮齿条等多种抽怂形式,木章介绍使用最广泛的料销、弯销、斜导槽和斜滑块四种,重点是最为常用的斜销抽芯机构。
wxq$#。