Ti-12合金焊接工艺评定制作注意事项
- 格式:pdf
- 大小:1.01 MB
- 文档页数:3

焊接工艺评定规则WI03-11 1、总则1.1、适用范围本规则适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀层堆焊等的焊接工艺评定。
1.2、编制依据本规则的编制依据为JB4708-99《钢制压力容器焊接工艺评定》。
2、一般要求2.1、焊接工艺评定程序:拟定焊接工艺指导书→施焊试件→检验试件,制取试样→检验试样→提出焊接工艺评定报告→比较验证焊接工艺的正确性。
2.2、焊接工艺评定所用的设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应的标准,由厂焊接技能熟练的焊工焊接试件,焊接试件过程在厂进行。
2.3、评定对接焊缝或工艺时,采用对接焊缝试件;对接焊缝试件评定合格的焊接工艺亦适用于角焊缝;评定非受压角接焊缝工艺时,可仅采用角接焊缝试件。
(焊缝的分类方法见GB/T3375-94)。
2.4、焊接工艺因素分为重要因素、补加因素和次要因素。
各种焊接方法的重要因素、补加因素和次要因素参见JB4708-99,表1。
2.5、钢制压力容器上的以下焊缝的焊接工艺必须按本工艺评定规则评定合格。
2.5.1、受压元件之间的对接焊缝接头和要求全焊透的T形焊接接头;2.5.2、受压元件与承载的非受压元件全焊透的T形或角接焊接接头;2.5.3、受压元件的耐腐蚀堆焊层。
3、焊接工艺评定规则3.1、一般规则:3.1.1、改变焊接方法,需重新评定。
3.1.2、当变更任何一个重要因素时都需要重新评定焊接工艺。
当增加或变更任何一个补加因素时,则可按增加或变更的补加因素增焊冲击韧性试件进行试验。
当变更次要因素时不需要重新评定焊接工艺,但需重新编制焊接工艺指导书。
3.1.3、当同一条焊缝使用两种焊接方法或两种以上焊接方法(或焊接工艺)时,可按每种焊接方法(或焊接工艺)分别进行评定,亦可使用两种或两种以上焊接方法(或焊接工艺)焊接试件,进行组合评定。
组合评定合格后用于焊接试件时,可以采用其中一种或几种焊接方法(或焊接工艺),但是,要保证每一种焊接方法(或焊接工艺)所熔敷的焊缝金属厚度都在已评定的各自有效范围之内。

钢结构工程焊接工艺评定及注意点1、施工单位首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理等各种参数及参数的组合,应在钢结构制作及安装前进行焊接工艺评定试验。
焊接工艺评定试验方法和要求,以及免予工艺评定的限制条件,应符合现行国家标准《钢结构焊接规范》GB 50661--2011 的有关规定。
2、焊接施工前,施工单位应以合格的焊接工艺评定结果或采用符合免除工艺评定条件为依据,编制焊接工艺文件,并应包括下列内容:(1)焊接方法或焊接方法的组合;(2)母材的规格、牌号、厚度及覆盖范围;(3)填充金属的规格、类别和型号;(4)焊接接头形式、坡口形式、尺寸及其允许偏差;(5)焊接位置;(6)焊接电源的种类和极性;(7)清根处理;(8)焊接工艺参数(焊接电流、焊接电压、焊接速度、焊层和焊道分布);(9)预热温度及道间温度范围;(10)焊后消除应力处理工艺;(11)其他必要的规定。
Ⅱ焊接作业条件3、焊接时,作业区环境温度、相对湿度和风速等应符合下列规定,当超出本条规定且必须进行焊接时,应编制专项方案:(1)作业环境温度不应低于-10℃;(2)焊接作业区的相对湿度不应大于 90%;(3)当手工电弧焊和自保护药芯焊丝电弧焊时,焊接作业区最大风速不应超过 8m/s,当气体保护电弧焊时,焊接作业区最大风速不应超过 2m/s。
4、现场高空焊接作业应搭设稳固的操作平台和防护棚。
5、焊接前,应采用钢丝刷、砂轮等工具清除待焊处表面的氧化皮、铁锈、油污等杂物,焊缝坡口宜按现行国家标准《钢结构焊接规范》GB 50661 的有关规定进行检查。
6、焊接作业应按工艺评定的焊接工艺参数进行。
7、当焊接作业环境温度低于 0℃且不低于-10℃时,应采取加热或防护措施,应将焊接接头和焊接表面各方向大于或等于钢板厚度的 2 倍且不小于100mm 范围内的母材,加热到规定的最低预热温度且不低于 20℃后再施焊.Ⅲ定位焊8、定位焊焊缝的厚度不应小于3mm,不宜超过设计焊缝厚度的 2/3;长度不宜小于40mm 和接头中较薄部件厚度的 4 倍;间距宜为 300mm~600mm.9、定位焊缝与正式焊缝应具有相同的焊接工艺和焊接质量要求。
钛合金的焊接工艺评定钛合金容器,主材选用TA2合金,钛合金的最大优点是比强度大,综合性能优越,又具有较好的耐腐蚀韧性、焊接性和一定的耐热性,广泛用于宇航、舰船、兵器及化工领域。
为确定合理的焊接工艺,保证焊接接头的理化性能完全满足产品要求。
标签:钛合金;焊接特性;焊接工艺Abstract:Titanium alloy vessel is mainly made of TA2 alloy. The biggest advantage of titanium alloy is its high specific strength,excellent comprehensive properties,good corrosion resistance,weldability and heat resistance. It is widely used in aerospace,ships,weapons and chemical industry,in order to determine a reasonable welding process and ensure that the physical and chemical properties of welded joints fully meet the product requirements.Keywords:titanium alloy;welding characteristics;welding process前言为确定合理的焊接工艺,保证焊接接头的理化性能完全满足产品要求,需要对其工艺进行评定。
本次所做的焊接试验是以牌号为TA2的工业纯钛进行研究,工业纯钛为不含合金元素的α钛,不能通过热处理强化,共有TA1、TA2和TA3三个牌号,他们之间的区别在于氧、氮、碳、氢等杂质的含量不同,按牌号尾数依次杂质增多,强度也依次增加,而塑形则依次下降。

钢结构焊接工艺评定方案编制:审核:批准:XXXXXX2013年3月钢结构焊接工艺评定方案1.评定目的根据工厂制作条件及现场作业中的各种焊接位置和施工特点,选取最具代表性的焊接接头,按照焊接规范要求选用作为试件的母材及与其配套的焊材进行焊接试验,保证试件的焊接质量达到设计、使用要求。
2.标准要求试件需符号以下标准及要求:《碳钢焊条》GB/T 5117《低合金钢焊条》GB/T 5118《埋弧焊用低合金钢焊丝和焊剂》GB/T 12470《气体保护电弧焊用碳钢、低合金钢钢丝》GB/T 8110《建筑钢结构焊接技术规程》JGJ81-2002《钢结构工程施工质量验收规范》GB 50205《低合金高强度结构钢》GB/T 1591-2008《焊接工艺评定规程》DL/T 868-20043.试验项目对经常使用的材质为Q345B,板厚为6/8/10/12/14/16/18/20的低合金高强度结构钢,按照规范要求选取并制作板厚为18的试件进行对接焊缝焊接试验;考虑原材及加工要求,按照“板状角焊缝试件评定合格的焊接工艺适用于管与板或管与管的角焊缝”规定,选取并制作板厚为20及18的试件进行角焊缝焊接试验;选取材质为Q345B,板厚为20的板材与规格为φ19*80的栓钉进行栓钉焊接试验;试验项目汇总如下表序号试验内容试件材质规格型号焊接方法1 对接焊缝Q345B-Q345B δ18钢板-δ18钢板埋弧自动焊2 角接焊缝Q345B-Q345B δ20钢板-δ18钢板CO2气体保护焊3 栓钉焊接Q345B-Q345B δ20钢板-φ19栓钉手工电弧焊/螺柱焊4.注意事项由检验人员检验试件材质、板厚,焊材规格等合格后方可使用;试件下料可通过剪板机、数控切割机、半自动切割机等;按照方案要求采用埋弧焊机自动焊接,或者气体保护焊接、手工电弧焊等;按要求对试件进行编号、标示;焊接人员需持有焊工操作证,且在有效期内;作业前需穿戴好焊工手套、护目镜等劳动保护用品;焊接前必须清除干净试件上的铁锈、毛刺等,保证焊接表面粗糙度;严禁在焊缝以外的母材上打火引弧;对接、T型接头施焊应在其两端设置的引(熄)弧板上起(落)弧;引(熄)弧板的坡口、厚度、材质等应与构件相同;引(熄)弧板的长度:手工电弧焊和CO2气体保护焊为25~50mm;埋弧自动焊为50~100mm;母材焊接及试件检验过程中需留有必要的图片记录,如带编号的试件的焊接过程、试件在试验设备上的固定等;5.试件准备试件尺寸、数量等的准备如下序号试验内容试件尺寸数量焊接位置示意1 对接焊缝-18×150×300 62 T形焊缝-18×150×300-20×150×300333 栓钉焊接-20×150×300φ19*80212-18×150×300宽度150-20×150×3006.评定流程工艺评定包括工艺评定指导书、工艺评定记录表、工艺评定检验结果、工艺评定报告等,流程如下:工艺评定方案→工艺评定指导书→试件及焊材、机具等准备→试件制作→工艺评定记录→工艺评定检验结果→工艺评定报告其中工艺评定检验结果及工艺评定报告由检测机构出具。

焊接工艺评定规定GHTB/1 本规定适用于低碳钢、低合金钢、不锈钢、铝及铝合金制压力容器的焊接工艺评定试验,以及特殊要求的焊接工艺评定试验按焊接工艺评定说明书进行。
2 焊接工艺评定程序2.1 焊接工艺人员仔细检查图纸,凡属下列情况之一者,在定工艺之前先做焊接工艺评定:2.1.1 改变焊接方法2.1.2 改变焊后热处理类别2.1.3 改变其他任何一个重要元素(母材及焊材、焊接位置、焊接参数等)2.2 焊接艺评定之前先做钢材可焊性试验。
可先用碳当量法或小铁研法或环形嵌块法等。
2.3 根据可焊性试验结果拟定焊接工艺评定说明书,按《钢制压力容器焊接工艺评定》施焊试件、检验试件及试样,提出焊接工艺评定报告。
3 焊接工艺评定注意事项:3.1 应有本公司技能熟练焊工操作焊接试件。
3.2 试验所用设备、仪表应处于正常工作状态。
3.3 试验所用钢材、焊材都必须有质量合格证明书并符合相应标准。
3.4 做完试验的试样由焊接实验室栓签保存。
GHTB/压力容器产品焊接试板管理规定1、总则1.1产品带焊接试板的范围和数量按GB150-89和《容规》的有关规定执行。
1.2 产品试板的图纸工艺与产品所属零部件的图纸工艺一起下达并编入产品零件明细表中。
1.3 纵缝试板要焊在纵焊,延长部位与纵焊缝同时焊出。
焊后经检查员检查后切下检验。
环缝试板须卷成与产品直径相同的弧板。
2、试板准备2.1产品试板材质应与产品同一牌号、同一炉批号、统一复验号。
2.2下料时应做标记移植。
3、产品试板焊接与检验3.1试板应由焊接产品的焊工采用与施焊产品相同的焊接工艺焊接。
焊后打焊工和检查员的代号钢印。
3.2要求热处理的压力容器受压元件,其产品焊接试板应与其同炉热处理。
3.3产品焊接试板应经外观检查合格,质量符合“容技规”第65条规定。
3.4产品焊接试板应经X射线探伤,评定标准与所代表的产品一致,并做出评定报告。
3.5应在产品试板的合格部位切取试样。
如果产品试板的焊缝不合格,允许按产品的返修焊接工艺进行返修,返修后从做射线探伤检验。
2018年30期工艺创新科技创新与应用Technology Innovation and Application钛合金的焊接工艺评定姜玉慧1,赵锋2(1.烟台台海玛努尔核电设备有限公司,山东烟台264000;2.法拉斯特自动化科技扬州有限公司,江苏扬州225002)前言为确定合理的焊接工艺,保证焊接接头的理化性能完全满足产品要求,需要对其工艺进行评定。
本次所做的焊接试验是以牌号为TA2的工业纯钛进行研究,工业纯钛为不含合金元素的α钛,不能通过热处理强化,共有TA1、TA2和TA3三个牌号,他们之间的区别在于氧、氮、碳、氢等杂质的含量不同,按牌号尾数依次杂质增多,强度也依次增加,而塑形则依次下降。
工业纯钛常温强度较低,但塑形、韧性好,特别是低温冲击韧性很好,而且有优良的耐腐蚀性,很适用于工作在350℃以下强度要求不高的耐蚀场合。
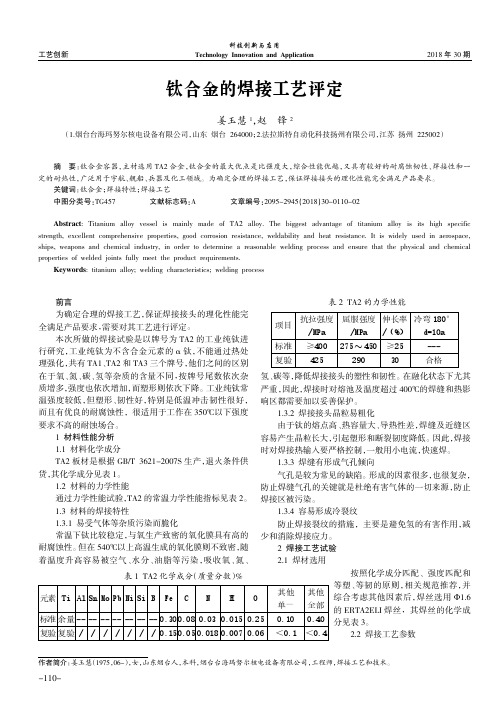
1材料性能分析1.1材料化学成分TA2板材是根据GB/T 3621-2007S 生产,退火条件供货,其化学成分见表1。
1.2材料的力学性能通过力学性能试验,TA2的常温力学性能指标见表2。
1.3材料的焊接特性1.3.1易受气体等杂质污染而脆化常温下钛比较稳定,与氧生产致密的氧化膜具有高的耐腐蚀性。
但在540℃以上高温生成的氧化膜则不致密,随着温度升高容易被空气、水分、油脂等污染,吸收氧、氮、氢、碳等,降低焊接接头的塑性和韧性。
在融化状态下尤其严重,因此,焊接时对熔池及温度超过400℃的焊缝和热影响区都需要加以妥善保护。
1.3.2焊接接头晶粒易粗化由于钛的熔点高、热容量大、导热性差,焊缝及近缝区容易产生晶粒长大,引起塑形和断裂韧度降低。
因此,焊接时对焊接热输入要严格控制,一般用小电流,快速焊。
1.3.3焊缝有形成气孔倾向气孔是较为常见的缺陷。
形成的因素很多,也很复杂,防止焊缝气孔的关键就是杜绝有害气体的一切来源,防止焊接区被污染。
1.3.4容易形成冷裂纹防止焊接裂纹的措施,主要是避免氢的有害作用,减少和消除焊接应力。
钛及钛合金焊接指南钛合金具有密度低、比强度高、耐蚀性好、导热率低、无毒无磁、可焊接;广泛应用于航空、航天、化工、石油、电力、医疗、建筑、体育用品等领域。
(1)杂质污染引起的脆化由于钛的化学活性大,在焊接热循环的作用下,焊接熔池及高于350℃的焊缝金属和热影响区极易与空气中的氢、氧、氮及焊件、焊丝上的油污、水分等发生反应。
钛在300C以上快速吸氢,600℃以上快速吸氧,700℃以上快速吸氮,含碳量较多时,会出现网状TiC脆性相。
以上情况使钛及钛合金焊接接头塑性、韧性急剧降低导致焊接接头的性能变坏。
钛表面生成氧化膜的颜色与生产温度有关。
在200℃以下为银白色、300C时为淡黄色400C时为金黄色、500C和600℃时为蓝色和紫色,700 ~900℃为深浅不同的灰色。
可根据表面生成氧化膜的颜色来判断焊接过程未保护区的温度。
(2)焊接相变引起的性能变坏有两种同素异构的晶体结构,882C以上到熔点为体心立方晶格,叫β钛,882C以下为密排六方晶格,叫αo容器用钛中含β稳定元素很少,都是a铁合金。
这些钛在焊接高温下,焊缝及部分热影响区为β晶格,有晶粒急剧长大的倾向。
钛又具有熔点高、比热容大、热导率低等特性,因此焊接时高温停留时间较长约为钢的3~4倍,高温热影响区较宽,使焊缝和高温热影响区的β晶粒长大明显,会使焊接接头的塑性下降较多,因而钛焊接时,通常应采用较小的焊接热输入和较快的冷却速度以减少高温停留时间,减少晶粒长大的程度,缩小高温热影响区,减少塑性下降的影响。
(3)焊接区需采用惰性气体保护在高温下和空气中氧的亲和力非常强,在200℃以上的区域必须采用惰性气体保护,以避免氧化。
钛的弹性模量仅为碳钢的一半,在同样的焊接应力下,钛的焊接变形量会比碳钢大1倍。
因此焊接钛时,一般应用垫板及压板压紧工件,以减小焊接变形量。
(5)易产生气孔气孔是钦焊缝中常见的缺陷。
钛焊接中产生的气孔主要是氢气孔,也有CO气体形成的气孔。