YL32-200-315-400液压机使用说明书
- 格式:pdf
- 大小:7.63 MB
- 文档页数:77
YH32-315 3150千牛四柱液压机使用说明书YH32-315CGA-SM公称力: 3150千牛出厂编号:合肥锻压机床有限公司一、机器的参数主要技术参数总图 YH32-315CGA-0001 地基图 YH32-315CGA-0005 二、原理图液压原理图 YH32-315CGA-0002 电磁铁动作表 YH32-315CGA-0003电气原理图 YH32-315CGA-0004 三、机器的用途、特点四、机器的结构概述五、泵阀元件六、液压系统七、电气系统八、机器的安装与试车机器的安装加油试车前的准备启动操作立柱预紧液压系统故障及消除方法九、机器的维护保养十、安全操作规程十一、附图1、主油缸 YH32-315CG-20002、顶出缸 YH32-315CG-21003、63YCY14-1BF型轴向柱塞泵 4、充液阀 5、空气滤清器 6、滤油器 7、T型槽布置图项目单位 YH32-315CGA公称力KN 3150 最大回程力" 600 顶出缸最大顶出力" 630 压液体最大工作压力 MPa 25 滑块最大行程 mm 800 行顶出活塞最大行程" 300 滑块最大开口高度" 1000 工作台距地面高度" 700 左右" 1200 工艺几何尺工作台面前后" 1200 空程mm/s 120 工作" 7-12 回程" 65 顶出" 55回程" 110 地面以上高度 mm 4352 地面以下深度" 375 左右" 4700 机器外形尺前后" 2500 电机功率 KW 22 电机型号 Y180L-4V1 油泵 63YCY14--1BF机器总重量t~13.5本机器适用于金属材料的压制工艺,如弯曲、翻边、拉伸、挤压成形等,也可从事校正、压装、粉末制品的压制成形及非金属材料,如塑料、玻璃钢、绝缘材料和磨料制品的压制成形工艺。
本机有独立的动力机构和电气系统,并采用按钮集中控制,可实现调整、半自动两种操作方式。
本机的工作压力、压制速度和行程范围,可在规定范围内任意调节,并能完成定压成形和定程成形两种工艺方式。
YA32-315 四柱液压机作业指导书文件编号:一、目的为规范员工操作,提高产品质量和工作效率,满足生产需要,使设备能保持最佳的性能状态并延长使用寿命,确保生产的正常进行。
二、适用范围本作业指导书适用于公司焊接件(如横梁)的校正、压装和整形等工艺过程及液压压力机设备使用、维护的指导。
三、常用材料1.冷轧板.2.镀锌板.3.铜板.4.铝板.5.不锈钢板.四、概述1.本液压机由主机、电控制机构和液压系统等部分组成。
主机部分包括机身、主缸、顶出缸及充液装置等。
2.动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成;电气装置按照液压系统规定的动作程序,选择规定的工作方式,在发出讯号的指令下,完成规定的工艺动作循环。
3.动力机构在电气装置的控制下,通过泵和油缸及各种液压阀,实现能量的转换,调节和输送,完成各种工艺动作的循环。
4.用途和特点:本液压机适用于可塑性材料的压制工艺:冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、塑料、粉末制品的压制成形等;此外,尚可用于制品的校正、压装和整形等等工艺,本公司主要用于大型焊接件(如横梁)的校正、压装和整形等等工艺。
液压机具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速上行的范围,均可根据工艺需要调整,并能完成顶出工艺,不带顶出工艺、拉伸工艺三种工艺方式。
五、本机主要工艺参数见下表:YA32-315F四柱液压机主要工艺参数六、主要作业步骤及要求1.0作业者的资质及要求1.1操作者应熟悉该设备的性能、结构、工艺原理和控制系统操作方法,经培训考核合格后才可上岗作业;1.2操作者应穿工作服、戴安全帽和防护手套,女工辫子应放入帽内,不得穿裙子、拖鞋或高跟鞋上岗。
2.0作业前的检查准备2.1在开机和停机前,电控系统的所有按钮必须置于原始位置;检查各操作手柄(按钮)及各连接部位紧固有无松动、性能是否可靠;各运转部位及台面有无障碍物、限位装置及安全防护装置是否完好;2.2检查各润滑点和加油处是否供油充足;检查电控系统是否良好,接地是否妥善;所有紧固连接处不许有松动现象、限位装置及安全防护装置是否完善;并使各润滑部件得到充分的润滑。
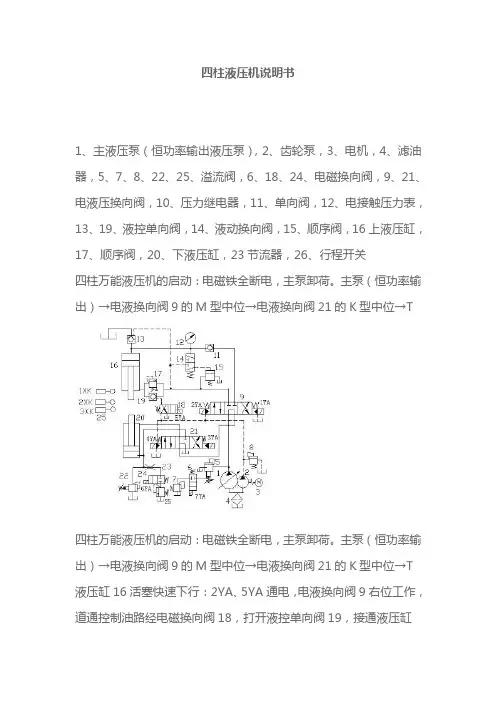
四柱液压机说明书1、主液压泵(恒功率输出液压泵),2、齿轮泵,3、电机,4、滤油器,5、7、8、22、25、溢流阀,6、18、24、电磁换向阀,9、21、电液压换向阀,10、压力继电器,11、单向阀,12、电接触压力表,13、19、液控单向阀,14、液动换向阀,15、顺序阀,16上液压缸,17、顺序阀,20、下液压缸,23节流器,26、行程开关四柱万能液压机的启动:电磁铁全断电,主泵卸荷。
主泵(恒功率输出)→电液换向阀9的M型中位→电液换向阀21的K型中位→T四柱万能液压机的启动:电磁铁全断电,主泵卸荷。
主泵(恒功率输出)→电液换向阀9的M型中位→电液换向阀21的K型中位→T液压缸16活塞快速下行:2YA、5YA通电,电液换向阀9右位工作,道通控制油路经电磁换向阀18,打开液控单向阀19,接通液压缸16下腔与液控单向阀19的通道。
进油路:主泵(恒功率输出)→电液换向阀9→单向阀11→液压缸16上腔回油路:液压缸16下腔→电液换向阀9→电液换向阀21的K型中位→T液压缸活塞依靠重力快速下行:大气压油→吸入阀13→液压缸16上腔的负压空腔液压缸16活塞接触工件,开始慢速下行(增压下行):液压缸活塞碰行程开关2XK使5YA断电,切断液压缸16下腔经液控单向阀19快速回油通路,上腔压力升高,同时切断(大气压油→吸入阀13→上液压缸16上腔)吸油路。
进油路:主泵(恒功率输出)→电液换向阀9→单向阀11→液压缸16上腔回油路:液压缸16下腔→顺序阀17→电液换向阀9→电液换向阀21的K型中位→T四柱液压机的启动保压:液压缸16上腔压力升高达到预调压力,电接触压力表12发出信息,2YA断电,液压缸16进口油路切断,(单向阀11和吸入阀13的高密封性能确保液压缸16活塞对工件保压,利用液压缸16上腔压力很高,推动液动换向阀14下移,打开外控顺序阀15,防止控制油路使吸入阀1误动而造成液压缸16上腔卸荷)当液压缸16上腔压力降低到低于电接触压力表12调定压力,电接触压力表12又会使2YA通电,动力系统又会再次向液压缸16上腔供应压力油……。
共页第2页一,机器外形总图
二、用途和特点
本机器适用于各种可塑性材料的压制工艺,如冲压、弯曲、翻边等。
也可从事校正、压装、砂轮成型、塑料制品及粉末制品的压制成型。
本机器具有独立的动力机构及电气系统,并采用按钮集中控制,工艺动作采用继电器控制,可实现调整和半自动操作方式。
本机器的工作压力、滑块、顶出活塞的行程范围均可根据工艺要求进行调整;并能完成定压及定程成型两种工艺方式。
定压成型之工艺方式在压制后,具有保压和延时自动回程动作。
二、主要技术规格
序号项目单位规格
1 公称压力KN 3150
2 主缸回程力KN 630
3 顶缸顶出力KN 630
4 液体最大工作压力MPa 25
5 滑块最大行程mm 800
6 滑块距工作台最大距离mm 1250。
Y32-500/1000X1500 四柱液压机使用说明书Y95.SY注意:禁止在阅读本《使用说明书》之前操作机床!前言为使您能尽快熟悉本机器的结构和性能,掌握对本机器的吊运、安装、调试、使用、维护和维修等操作的正确方法,我们随机配备了《使用说明书》。
您在对机器进行各项操作之前,请务必读懂《使用说明书》的相关内容,以免造成不必要的损失。
《使用说明书》是帮助您正确使用、维护和维修本机器的重要资料,是本机器的组成部分,任何由于违反《使用说明书》中的说明或规定而引起的损坏或事故,责任不在制造方。
因此在本机器未被停用、处理之前,请您妥善保管,以免给您的工作带来不便。
《使用说明书》我们有更正的权力。
用户不可擅自复印、扩散,违反该规定而引起的不良后果由用户负责。
在编写本说明书时,我们非常认真,并认为其中所提供的信息是正确可靠的,但难免会存在疏漏或不足之处,希予谅解,并真诚地欢迎您提出宝贵意见.一、机器的液压系统1.1、概述:本机液压系统结构简单,调整、维修方便,工作平稳、可靠。
两台油泵电机组、油箱位于机架后部,液压阀中除了充液阀直接固定于主油缸顶部外,其余都集成在油箱后部的一个阀块上,通过管道将各泵,阀连接起来组成系统。
本机油箱容积520升左右,再加上油缸和管道容积总共需要加油570升,约需3桶多油,建议用46#抗磨液压油,使用环境温度0-45℃。
本机液压系统可实现对油泵的启动,停止,活塞杆快速驱近及压制,保压,卸荷,返程等工况。
本机油缸达到额定公称力3500KN时,系统压力25Mpa。
在以下叙述中请对照液压原理图,各阀和各个电磁铁所列序号与原理图均一一对应。
液压原理图见图8-1,液压阀块安装图见图8-21.2、工作原理:1.2.1、启动:按下“启动”按钮,电机带动油泵转动,各电磁铁不带电,两台油泵打出的油经由阀C1、C2回油箱,油泵空运转,油泵正确旋转方向应为面对油泵伸出轴看去为顺时针。
1.2.2、停止:按下“停止”按钮,电机油泵停止转动,各电磁铁不带电,活塞杆保持原来的位置。
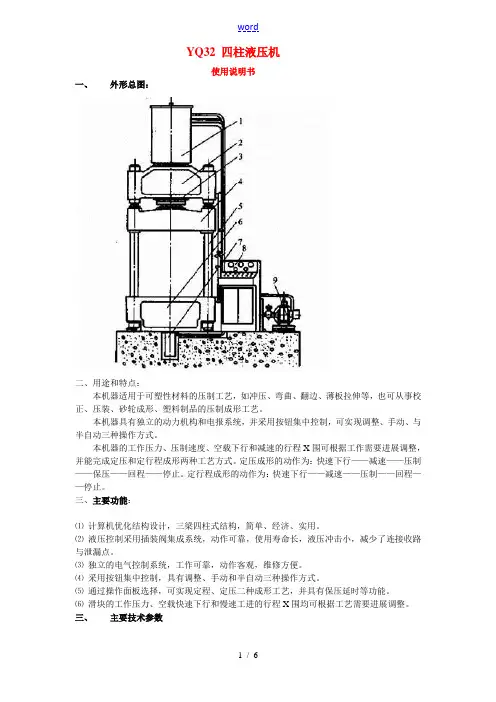
YQ32 四柱液压机使用说明书一、外形总图:二、用途和特点:本机器适用于可塑性材料的压制工艺,如冲压、弯曲、翻边、薄板拉伸等,也可从事校正、压装、砂轮成形、塑料制品的压制成形工艺。
本机器具有独立的动力机构和电报系统,并采用按钮集中控制,可实现调整、手动、与半自动三种操作方式。
本机器的工作压力、压制速度、空载下行和减速的行程X围可根据工作需要进展调整,并能完成定压和定行程成形两种工艺方式。
定压成形的动作为:快速下行——减速——压制——保压——回程——停止。
定行程成形的动作为:快速下行——减速——压制——回程——停止。
三、主要功能:⑴计算机优化结构设计,三梁四柱式结构,简单、经济、实用。
⑵液压控制采用插装阀集成系统,动作可靠,使用寿命长,液压冲击小,减少了连接收路与泄漏点。
⑶独立的电气控制系统,工作可靠,动作客观,维修方便。
⑷采用按钮集中控制,具有调整、手动和半自动三种操作方式。
⑸通过操作面板选择,可实现定程、定压二种成形工艺,并具有保压延时等功能。
⑹滑块的工作压力、空载快速下行和慢速工进的行程X围均可根据工艺需要进展调整。
三、主要技术参数四、结构概述本机由主机与控制机构两大局部组成,通过主管道与电气装置联系起来构成一体。
主机包括机身、主油缸、顶出油缸与允液系统寺。
现将各局部结构和作用分述如下(1)机身〔见外形图〕机身由上横梁、滑块、工作台、立柱、锁紧螺母、调节螺母等组成,上横梁和工作台用四根立柱与锁紧螺母联成一终究刚性桁架,滑块如此由四根立柱导向,在蹭作上下运动。
通过调节四个调节螺母,可调节滑块下平面对工作台台面的不平行度与行程时的不垂直度。
在滑块下平面与工作台上平面上,设有T形槽,可配M24的螺栓专供安装工模具用。
在工作台中央有一圆孔,顶出缸由压套紧压于圆孔内的台阶上,在上横梁中央孔内,装有主油缸。
主油缸由缸口端的台阶和大螺母紧固于横梁上。
滑块中央的大孔,是用来装主活塞杆的,由螺栓和螺纹法兰反滑块与主活塞杆联成一体。
一、设计题目 (1)二、明确液压系统的设计要求 (1)三、液压系统的设计计算 (2)1.进行工况分析,绘制出执行机构的负载图和速度图 (2)(1)外负载F: (2)L(2)移动部件自重为: (2)(3)惯性阻力F: (2)惯(4)密封阻力F: (2)密(5)背压阻力: (2)(6)根据上表数据,绘制出液压缸的负载图和速度图 (3)2.拟定液压系系统原理图 (4)3.确定液压缸主要尺寸 (5)(1)工作压力的确定 (5)(2)计算液压缸的内径D和活塞杆直径 (5)(3)计算液压缸各运动阶段的压力、和功率 (6)4.确定液压缸的规格和电动机的功率 (7)(1)计算液压泵的压力 (7)(2)计算液压泵的流量 (7)(3)选择液压泵的规格及型号 (8)(4)确定电动机功率及型号 (8)5.液压元件及辅助元件的选择 (8)(1)液压元件的选择 (8)(2)油管的计算与选择 (8)6.油箱的容量确定 (8)7.液压系统的验算 (9)(1)回路压力损失验算 (8)(2)液压回路的效率 (11)(3)液压系统的温升验算 (11)四、液压缸的设计计算 (12)五、油箱的设计计算 (13)六、单泵集成块液压系统原理图 (14)参考文献 (15)哈尔滨理工大学课程设计一、设计题目设计课目:设计一台小型油压机液压系统,其油压机工作循环为:快速下降——压制——保压——快速回退——原位停止。
主要性能参数详见下表:设计内容:1.液压传动方案的分析2.液压原理图的拟定3.主要液压元件的设计计算(例游缸)和液压元件,辅助装置的选择。
4.液压系统的验算。
5.绘制液压系统图(包括电磁铁动作顺序表,动作循环表,液压元件名称)A4一张;绘制集成块液压原理图A4一张;油箱结构图A4一张;液压缸结构图A4一张。
6.编写设计计算说明书一分(3000-5000字左右)。
二、明确液压系统的设计要求对油压机液压系统的基本要求是:1)为完成一般的压制工艺,要求主缸驱动滑块实现“快速下降——压制——保压——快速回退——原位停止”的工作循环,具体要求可参看题目中的内容。
液压机的说明书目录前言....................................................机器主要用途和工作重要条件..............................机器主要结构形式........................................产品主要功能简介........................................机器主要用途及性能简介..................................安全警示................................................技术参数................................................操作前注意事项..........................................使用规程................................................质量保证................................................涂装....................................................随机文件................................................售后服务................................................前言液压机简介:液压机由主机及控制机构两大部分组成。
液压机主机部分包括机身、主缸、顶出缸及充液装置等。
动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成。
动力机构在电气装置的控制下,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。
液压机的分类:利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。
Y32-315型液压机本体压力机摘要本次设计主要内容有:做了液压压力机的总体结构设计和液压系统的设计,选择了液压元件的型号,分析了系统的工作原理,设计了液压缸,完成了液压缸的总体设计,绘制了压力机的总体装配图,液压缸的装配图。
关键词:液压压力机,液压缸,液压系统前言毕业论文是对毕业生所学的专业基础知识和研究能力、自学能力以及各种综合能力的检验。
通过做毕业论文,可以使学生在综合能力、治学方法等方面得到锻炼,使之进一步理解所学专业知识,扩大知识面。
毕业论文的目的是要进一步巩固和加强学生的基本知识的掌握和基本技能训练,加强对学生的多学科理论、知识与技能综合运用能力的训练,加强学生创新意识、创新能力和获取新知识能力的培养,鼓励毕业生运用所学知识独立完成课题,培养其严谨、求实的治学方法和刻苦钻研、勇于探索的精神。
毕业论文具有学术论文性质,应能表明作者在科学研究工作中取得的新成果或提出的新见解,是作者的科研能力与学术水平的标志。
毕业论文具有学术论文所共有的一般属性,应按照学术论文的格式写作。
在毕业论文的选题与写作中,要注意适应经济、社会发展需要,注意理论结合实际,特别强调对培养学生的创新精神科研能力水平。
毕业设计是学生即将完成学业的最后一个重要环节,它既是对学校所学知识的全面总结和综合应用,又为今后走向社会的实际操作应用铸就了一个良好的开端。
毕业设计是作者对所学知识理论的检验与总结,能够培养和提高设计者独立分析问题和解决问题的能力,使学生学习并掌握科学研究、工程设计和撰写技术报告的基本方法。
毕业设计主要涉及科研、技术设备的革新、改造等方面,强调设计的独创性和实用性。
要求具备清晰的设计思路,具体的设计方案和步骤,准确的设计参数和计算分析,同时毕业设计也要求逻辑性强,条理清楚,语言精练。
目录摘要 (I)前言 (I)1压力机概述 (4)1.1压力机发展的概况 (4)1.2压力机工作原理 (5)1.2.1压力机功能简介 (5)1.2.2压力机的工作原理简介 (6)2液压机总体结构设计 (6)2.1压力机总体设计结构及要求 (6)2.2立柱的强度计算 (7)2.3横梁的强度计算 (7)2.4油箱的设计 (8)3压力机的液压系统设计 (9)3.1设计参数和应满足的条件 (9)3.1.1设计参数 (9)3.1.2设计要求分析 (9)3.2工况分析并确定初步液压缸直径 .............................................................................. 错误!未定义书签。
Y32-315型液压机本体压力机摘要本次设计主要内容有:做了液压压力机的总体结构设计和液压系统的设计,选择了液压元件的型号,分析了系统的工作原理,设计了液压缸,完成了液压缸的总体设计,绘制了压力机的总体装配图,液压缸的装配图。
关键词:液压压力机,液压缸,液压系统前言毕业论文是对毕业生所学的专业基础知识和研究能力、自学能力以及各种综合能力的检验。
通过做毕业论文,可以使学生在综合能力、治学方法等方面得到锻炼,使之进一步理解所学专业知识,扩大知识面。
毕业论文的目的是要进一步巩固和加强学生的基本知识的掌握和基本技能训练,加强对学生的多学科理论、知识与技能综合运用能力的训练,加强学生创新意识、创新能力和获取新知识能力的培养,鼓励毕业生运用所学知识独立完成课题,培养其严谨、求实的治学方法和刻苦钻研、勇于探索的精神。
毕业论文具有学术论文性质,应能表明作者在科学研究工作中取得的新成果或提出的新见解,是作者的科研能力与学术水平的标志。
毕业论文具有学术论文所共有的一般属性,应按照学术论文的格式写作。
在毕业论文的选题与写作中,要注意适应经济、社会发展需要,注意理论结合实际,特别强调对培养学生的创新精神科研能力水平。
毕业设计是学生即将完成学业的最后一个重要环节,它既是对学校所学知识的全面总结和综合应用,又为今后走向社会的实际操作应用铸就了一个良好的开端。
毕业设计是作者对所学知识理论的检验与总结,能够培养和提高设计者独立分析问题和解决问题的能力,使学生学习并掌握科学研究、工程设计和撰写技术报告的基本方法。
毕业设计主要涉及科研、技术设备的革新、改造等方面,强调设计的独创性和实用性。
要求具备清晰的设计思路,具体的设计方案和步骤,准确的设计参数和计算分析,同时毕业设计也要求逻辑性强,条理清楚,语言精练。
目录摘要 (I)前言 (I)1压力机概述 (4)1.1压力机发展的概况 (4)1.2压力机工作原理 (5)1.2.1压力机功能简介 (5)1.2.2压力机的工作原理简介 (6)2液压机总体结构设计 (6)2.1压力机总体设计结构及要求 (6)2.2立柱的强度计算 (7)2.3横梁的强度计算 (7)2.4油箱的设计 (8)3压力机的液压系统设计 (9)3.1设计参数和应满足的条件 (9)3.1.1设计参数 (9)3.1.2设计要求分析 (9)3.2工况分析并确定初步液压缸直径 .............................................................................. 错误!未定义书签。
航空航天大学课程设计(说明书)Y32-315型通用液压机单步、单循环加工的PLC控制班级 34110201学号 33学生姓名周宇飞指导教师高恩志2016年 1 月 9 日航空航天大学课程设计任务书课程名称材料成型自动化院(系)材料科学与工程学院专业材料成型及控制工程班级 34110201 学号33 周宇飞课程设计题目Y32-315型通用液压机单步、单循环加工的PLC控制课程设计时间: 2017年 1月 2日至 2017 年 1 月 13 日课程设计的容及要求:Y32-315型通用液压机主缸和顶出缸工作由液压系统控制实现,启动后,泵启动。
主缸的动作过程为:空程快速下降、慢速下降及加压、保压、卸压及回程、停止;顶出缸的动作过程为:顶出、退回、停止。
液压系统中相应电磁阀通断电决定某一动作的实现。
要求利用自保持法编程实现该液压机单步、单循环加工控制。
课设完成后,要求编写课程设计说明书,容主要包括:①设备工作原理及工艺过程分析;②电磁阀状态表;③PLC点数的确定;④I/O端口分配表;⑤功能流程图;⑥PLC程序设计⑦程序调试等。
指导教师高恩志 2017 年 1 月 2 日负责教师年月日学生签字年月日Y32-315型通用液压机单步、单循环加工的PLC控制摘要:本文阐述了欧姆龙CP1H系列可编程控制器PLC在Y31-315液压机控制系统中的应用,介绍了液压机的PLC控制系统的总体控制方法、设计过程、组成,列出了具体的主要硬件电路、I/O分配表、电梯的控制梯形图及指令表,并给出了系统组成框图和程序流程图。
Y32-315液压机结构紧凑,动作灵敏可靠,速度快,能耗小,噪音低,压力和行程可在规定的围任意调节,操作简单。
本设计对液压机进行了PLC改造,以对液压机进行PLC 控制,进一步实现对压力加工中单步单循环自动加工过程。
关键词:PLC;Y32-315液压机控制;梯形图目录1 绪论 ......................................................... - 1 - 1.1 课程设计的目的 ......................................... - 1 - 1.2 液压传动系统的组成 ..................................... - 1 - 1.3 PLC的工作原理.......................................... - 1 -1.4 CP1H PLC编程基础....................................... - 2 -2 设计过程 ..................................................... - 4 - 2.1设备工作原理及工艺过程分析.............................. - 4 - 2.2电磁阀状态表............................................ - 5 - 2.3 I/O点数分配............................................ - 6 - 2.4 I/O端子电气接线图...................................... - 6 - 2.5 顺序功能图 ............................................. - 8 -2.6 梯形图 ................................................. - 9 -3 程序调试 .................................................... - 11 -4 结论 ........................................................ - 12 -5 参考文献 .................................................... - 13 -1 绪论1.1 课程设计的目的材料成型自动化是材料成型及控制工程专业的专业课,旨在使学生掌握自动化技术在铸造、锻造、焊接及热处理生产中的具体应用[1],使学生了解在金属热成形生产中如何采用自动化技术来提高劳动生产率,能够将所学的材料成型原理中理论知识和自动控制基础知识很好地结合。
油压机操作规程示范文本In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of EachLink To Achieve Risk Control And Planning某某管理中心XX年XX月油压机操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
适用机型:1、单柱校正压装液压机:Y41-2(PYE-2),Y41-10,Y41-10,Y41-10A(PYE-10),SF71002,Y41-25,Y41-25A(П413),PYE-25,Y41-40(П414),Y41-40A,Y41-63(PYE-63),液41-63,П415Y41-100(ПA417),液41-100A,Y41-160,Y41-160A,Y41-160B。
2、液压机:2-58,10-58,25-58,装二用951-9501,60-58,63-58,63-9-002,200吨,300吨,500吨,700吨,3、四柱万能液压机:Y32-200(П457)。
4、金刚石液压机:DS-023。
1、塑料制品液压机:Y71-500。
2、板材折弯液压机:WY67-160。
3、立式八轴液压机:K231。
4、液压铆钉机:K389-252,70Y-M,19J75503,93030A。
5、淬火压床:GLEASOH·NO537,Y9050,K232。
一、认真执行《锻压设备通用操作规程》有关规定。
1、操作要求a 、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业;b 、一切关于液压机的操作使用都应该严格要求按照操作指导书的要求实施。
2、开机前点检a.查验“交接班记录”,查看有无异常事项,避免液压机“带病工作”;b.按规定润滑加油(图1),检查油位位置,不得低于最低液位线,否则加注液压油(图2);c.检查四柱液压机各紧固件是否牢靠、限位装置及安全防护装置是否完整、可靠(图3),其中紧固件包括模具扣压抓、限位开关、光幕传感器等固定和定位螺栓、螺钉;d.确认模具是否正确,如需更换模具,必须在停机状态下进行,避免碰触启动开关,装好上下模具对中,调整好模具间隙,不允许单边偏离中心,保证滑块中心线和模具中心线重合,模具应符合技术要求,并紧固牢靠,模具紧固要求四角紧固,严谨两端或三角紧固,即4X 扣压爪 均应压紧模具(图3);e.填写点检记录表。
3、工作前开机检查a.开机顺序:开启电源(控制台侧面),电源指示灯亮→旋转松开紧急停止按钮→根据工艺要求,调整好各选择开关以及行程开关的位置→根据工艺卡要求调整PLC 所需数值→ 按下电机1气动按钮→立柱液压机四立柱表面涂抹润滑油检查液压站液位是否合适 (观测窗最低位与最高位之间)最低液位线温度计图1图2光幕传感器限位开关图3顶缸 4X 扣压爪滑块中心线模具中心线按下电机2启动按钮,此时液压泵处于空负荷循环状态,按钮分布见图4。
b.动作顺序:快下→慢下→工作→放气→停机保压→慢回→快回→慢顶→快顶,抽芯→抽芯退回。
c.工作状态手动:“工作状态选择”开关置于调整状态,各动作需手动完成;半自动:“工作状态选择”开关置于半自动状态,各动作需手动辅助完成;d.工作状态旋至调整,双手同时按下“双手运行”按钮(图4),滑块快下,达到设定限位后,滑块慢下,上下磨具闭合保压,达到设定时间。
动作完成后,滑块慢回至设定限位后,快回复位,此时滑块处于静止泄压状态,连续反复进行3次以上,确认液压机能正常工作;e.空转时确认油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象,压力表是否正常,出现问题无法解决时立即通知机修和电工,确认压力正常、工作横梁运动灵活后,方可工作。