蓝莓果汁乳酸菌饮料的工艺研究
- 格式:doc
- 大小:26.00 KB
- 文档页数:7
发酵果汁工艺一、引言发酵果汁是一种利用微生物进行发酵过程来制作果汁的工艺。
通过发酵,果汁中的糖分会转化为乳酸、醋酸等有机酸,同时还会产生丰富的香气和营养物质。
发酵果汁工艺既能保留果汁的天然口感和营养成分,又能增加其口感和营养价值,因此备受消费者的青睐。
二、发酵果汁工艺的原理发酵果汁工艺主要依靠微生物的活性代谢来实现。
首先,选择适宜的发酵菌种,如乳酸菌、醋酸菌等,将其加入果汁中。
然后,控制发酵条件,包括温度、pH值、氧气含量等,以促进菌种的繁殖和代谢活动。
在发酵过程中,微生物会利用果汁中的糖分进行呼吸作用,产生乳酸、醋酸等有机酸,同时还会释放出丰富的香气物质和其他营养物质。
三、发酵果汁工艺的步骤1. 原料准备:选择新鲜成熟的水果作为原料,洗净、去皮、去核,然后榨汁得到果汁。
2. 发酵菌种培养:选择适宜的菌种,将其培养至活跃期,以提高发酵效率和产品质量。
3. 发酵罐装填:将果汁和培养好的菌种按一定比例混合,装入发酵罐中。
4. 发酵条件控制:根据菌种的要求,调节发酵罐内的温度、pH值、氧气含量等参数,以保证菌种的正常生长和代谢。
5. 发酵过程监测:通过取样分析发酵过程中的各项指标,如糖分的消耗、乳酸和醋酸的生成量等,以控制发酵的进程和品质。
6. 发酵结束:当果汁中的糖分几乎被完全转化为有机酸时,发酵过程结束。
此时,果汁的口感和味道会有明显的改变,也会产生浓郁的香气。
7. 后处理:将发酵结束的果汁进行过滤、杀菌、包装等处理,以保证产品的卫生安全和保质期。
四、发酵果汁的特点与优势1. 丰富的口感:经过发酵,果汁的口感更加醇厚,同时还会产生一些特殊的风味,增加了消费者的口味选择。
2. 营养丰富:发酵过程中,微生物会产生多种维生素、氨基酸和益生菌等营养物质,提高了果汁的营养价值。
3. 保健功效:发酵果汁中的乳酸菌和其他益生菌有助于调节肠道菌群平衡,增强免疫力,改善消化功能等,对人体健康有益。
4. 增加产品附加值:发酵果汁由于其独特的口感和营养特点,往往能够以较高的价格销售,增加了产品的附加值。
蓝莓果汁饮料护色工艺谢国芳;马立志;王瑞;王金华【摘要】为解决蓝莓饮料在加工贮藏过程中的营养和色泽损失,研究了添加不同质量浓度的护色剂(茶多酚、抗坏血酸和L-赖氨酸)、灭菌条件及光照对蓝莓饮料中花色苷、透光率及色泽的影响.结果表明:蓝莓果汁饮料添加0.1%的抗坏血酸,110℃、15 s下杀菌,贮藏在避光处,可有效延缓花色苷降解、透光率增加和色泽的变化.【期刊名称】《食品与发酵工业》【年(卷),期】2013(039)011【总页数】4页(P114-117)【关键词】蓝莓;饮料;护色;杀菌【作者】谢国芳;马立志;王瑞;王金华【作者单位】贵阳学院食品与制药工程学院,贵州贵阳,550005;贵阳市果品加工工程技术研究中心,贵州贵阳,550005;贵阳学院食品与制药工程学院,贵州贵阳,550005;贵阳市果品加工工程技术研究中心,贵州贵阳,550005;贵阳学院食品与制药工程学院,贵州贵阳,550005;贵阳市果品加工工程技术研究中心,贵州贵阳,550005;贵阳学院食品与制药工程学院,贵州贵阳,550005;贵阳市果品加工工程技术研究中心,贵州贵阳,550005【正文语种】中文蓝莓(blueberry)属于杜鹃花科越橘属,果实呈蓝色,并披一层白色果粉,果肉细腻,果味酸甜,风味独特[1]。
蓝莓之所以被誉为“水果中的皇后”,除了其和普通水果一样含有糖、酸以及VC外,还含有丰富的营养成分,如 VA、VB、VE和超氧化物歧化酶(SOD)、蛋白质、花青素(花青素或酚配基,与糖的结合体)、熊果酸、绿原酸、黄酮素、亚麻油酸、蝶二苯乙烯(紫檀芪)、食用纤维、白藜芦醇等生物活性成分[2]及钾、钙、铁、锌、铜、锗等矿物质[3]。
蓝莓中的营养成分丰富,且具有抗氧化、增强免疫功能、解除眼睛疲劳、改善视力、延缓脑衰老、增强记忆力、抗癌、预防尿道感染等作用和早期非酒精性脂肪肝疾病[4-8],提取物具有较强的广谱抑菌效果,且受外界影响小,抑菌稳定性好[9]。
蓝莓酸奶实验报告蓝莓酸奶的工艺研究为了确定营养保健食品蓝莓酸奶的最佳生产加工工艺的条件。
采用以蓝莓为原料添加到鲜牛乳中,通过保加利亚乳酸杆菌和嗜热链球菌发酵,以及正交试验对发酵条件的确定的方法,研制出一种新型的蓝莓酸奶。
研究表明向鲜牛乳中添加蓝莓量为10%,蔗糖量为8%,发酵时间为5h,发酵温度为43℃接种量为3%,即得成品。
本产品组织细腻,风味独特,色泽淡蓝,营养丰富,有很强的保健功能,具有较高的商业推广价值。
以蓝莓、牛奶和乳酸菌为主要原料开发蓝莓酸奶,是符合现代大众营养需求,具有很高营养价值的绿色保健饮品。
材料与方法:蓝莓;发酵:酸奶;工艺讨论:酸奶作为功能性食品的一种代表产品正日益显示出明显的优势,根据市场信息和国外专家对21世纪食品发展趋势的看法,高品质、健康、方便、嗜好是酸奶的发展趋势415。
以牛乳为主要原料,添加各种辅料后经发酵制成的酸奶,富含各种有机酸、蛋白豚、肽以及其他含量活动性物质和活性乳酸菌等。
可以促进人体肠道内乳酸菌的生长,调节人体肠道中的微生物菌体平衡,具有清洁肠道、降血脂、降胆固醇、预防老年人心血管疾病、抗肿瘤、活化兔疫细胞等重要的保健功能[16-20]。
以酸奶酸度,持水力和黏度等进行数据分析,结合感官来评价酸奶的品质,减少了仅靠感官来评价酸奶品质的误差及更精确地分析了生产中各种因素的变化对产品品质的影响。
本研究中酸度的测定,持水力的测定,不同发酵剂的选择呢,感官评分方法以及不同发酵时间,不同温度,不同蔗糖添加量,不同发酵剂添加量对酸奶发酵的影响所用的方法与前人研究所用的方法大致相同,得出的结果也基本相同,因此表明在以上所得出的条件下发酵出的酸奶,无论从酸奶品质还是成本考虑,都是最合理的。
结论:最佳发酵工艺:蓝莓汁添加量为10%、蔗糖量为8%、接种量为3%、发酵时间为5h、发酵温度为43℃。
以蓝莓为原料制作的酸奶制品,风味独特,色泽淡蓝,酸甜可口,营养丰富,集中了酸奶、蓝莓两者的保健功能,且各项指标符合国家标准,是一种新型的优良保健饮品,具有较高的营养价值。
蓝莓汁生产工艺流程如下:
蓝莓的处理:称取定量的新鲜蓝莓果用300mL常温水打浆,经胶体磨二次细化及200目过滤后,制成蓝莓液备用。
溶胶:将白砂糖、甜赛糖、山梨酸钾、柠檬酸钠与悬浮剂干混均匀,撒入300mL、80℃纯净水中,搅拌加热使其充分溶解,无不溶颗粒。
酸化:将柠檬酸用大约50mL、60℃纯净水溶解,将稀释后的酸液缓慢加入至料液中,搅拌均匀。
均质:将料液用40℃左右纯净水定容至1000mL,然后调香均质,均质条件为40℃、20MPa/5MPa。
杀菌:采用巴氏杀菌,85~90℃/15~20min。
冷却:将杀菌后的样品放入冷水水浴中冷却,成品。
蓝莓汁生产工艺要点:
原料要新鲜,无腐烂、霉变现象。
蓝莓打浆时要充分破碎,以便提取出更多的汁液。
溶胶时要控制好温度和搅拌速度,确保糖和其他添加剂充分溶解。
酸化时要缓慢加入柠檬酸液,避免产生大量泡沫。
均质时要控制好温度和压力,以保证产品的口感和稳定性。
杀菌时要控制好温度和时间,确保杀死所有细菌,同时避免对产品造成不良影响。
冷却后要及时进行包装和储存,避免产品变质。
蓝莓果汁饮料的营养价值(2)蓝莓果汁饮料的营养价值意大利和法国科学家研究认为这主要是花青甙色素起作用。
用兔子做试验,静脉注射花青苷后置于暗处。
注入蓝莓野生种花青苷的处理,血液中视红素含量马上上升,约10分钟后适应暗环境。
视红素的再合成有使视觉功能增强、夜视力变好、视野增宽。
据报道,人在一天中摄取120-250mg花青苷(相当于40-80g蓝莓鲜果)视野会明显变宽,适应黑暗环境的时间显著缩短。
美国农业部营养研究中心的Ronald Prior 博士认为,蓝莓对于治疗眼睛疾病会有效,他们正在研究利用蓝莓治疗一种可以引起65岁以上老年人致盲的视网膜疾病。
在人眼的视网膜中有一种叫做视红素的紫色色素体,它的功能是将光的刺激传递给大脑而使人感到看到了东西。
人眼在工作时,视红素被光一点点地分解,随着年龄的增长而分解加快。
蓝莓中的花青苷色素的重要作用是可促进视红素的再合成作用,从而增强人的视力。
现代社会中,电视,汽车和计算机的广泛普及,工作压力和生活压力的增大,眼睛疲劳和与之相关的眼病越来越多,根据美国营养学家建议,每天食用蓝莓产品40-80克,可以达到眼睛保健的目的。
正是这一原因,美国教育部从2000年开始,将蓝莓列为中小学生保护眼睛的营养配餐食品,并要求每人每周至少食用一杯蓝莓鲜果或加工品。
延缓脑神衰老,增强记忆力美国农业部人类营养中心的James Joseph 博士研究蓝莓发现, 蓝莓对与衰老有关的瞬间失忆症有明显的改善和预防作用,并能够增加记忆马达动力。
给白鼠喂食蓝莓,胡萝卜,草莓提取物8周以后,多巴胺(一种治疗脑神经疾病的化学物质)释放量,GTP酶活性,迷宫识别能力以蓝莓组高出对照和其他组许多倍。
这一发现作为21世纪食物营养学重大发现被美国各界广为重视,James Joseph博士认为,这一发现和以后更深入的研究将使蓝莓成为21世纪的抗衰老的食品。
预防尿道感染美国农业部蓝莓和蔓越橘研究中心的研究人员研究发现,蓝莓果实中含有可以抑制引起尿道感染的附着于膀胱壁细菌的繁殖抗癌作用美国伊利诺埃州大学的Marry Ann Lila Smith 博士研究了特殊黄酮类化合物(包括使蓝莓果实呈深蓝色的花色苷)对癌症的作用,发现这一类化合物可以有效抑制促进癌症细胞繁殖的酶活性,其中以野生蓝莓的作用最强。
蓝莓果汁的生产工艺甜味剂、酸度调节剂、增稠稳定剂、乳化剂↓原料→清洗→分选→去皮→破碎→煮制→粗滤→调配→过胶体磨→高压均质机→脱气→灌装→封口→高温瞬时杀菌→检验→成品。
蓝莓饮料加工技术要点(1)预处理:将去皮洗净切分好的蓝莓迅速投入90~95 ℃的热水中烫漂1~2 m i n ,达到灭酶护色和软化果肉组织的目的。
(2 打浆:采用双道打浆机进行打浆,得到蓝莓汁浆。
(3)调配:按配方比例调配时,应先用适量的水将白砂糖和增稠稳定悬浮剂溶解,再加入酸味剂和调味剂后,加热煮沸,保持5 m i n ,迅速冷却至50 ℃,加入适量的蜂蜜、木糖醇,加入原汁,混匀,调味调香调色。
(4)均质:制作蓝莓饮料过程必须采用均质处理。
均质可以使不同粒子的悬浮液均质化,使蓝莓饮料保持一定的浑浊度,不易沉淀。
将调配好的料液加热到(74±2 )℃,采用胶体磨先粗磨1 次,然后在细磨1 次。
经胶体磨处理的料液用高压均质机均质,均质压力为20~30 M Pa 。
(5)灌装:采用玻璃瓶进行热灌装,罐液的灌装温度为75~80 ℃。
(6)灭菌:采用高温瞬时灭菌。
(7)成品。
影响蓝莓果汁饮料口味的因素及解决方法影响蓝莓果汁饮料口味的主要因素分别是蓝莓汁用量、白砂糖用量、柠檬酸用量和复合稳定剂的用量,初步确定试验的各因素的用量范围。
结合感官评定的方法,进行单因素试验确定响应面试验的各因素水平。
各因素水平如下:蓝莓汁用量:蓝莓为该饮料的主要原料,蓝莓汁的添加量直接影响饮料的风味、色泽与香气,分别添加 8%、9%、10%、11%、12%、13%、14%、15%、16% 的蓝莓汁,以感官评分的方法确定较显著的用量范围;白砂糖用量:白砂糖是该饮料的唯一甜味剂,其用量直接影响饮料的甜度,本试验选择 8%、9%、11%、12%、13%、14%、15% 和16% 的添加比例,由甜度适口的感官评分,确定该因素的显著用量范围;柠檬酸用量:作为酸度调节剂,柠檬酸和柠檬酸钠的用量直接影响饮料的口味,通过以上试验,选择适量的蓝莓汁和白砂糖配制成样液,再分别添加质量分数 0.12%、0.14%、0.16%、0.18%、0.20%、0.22%、0.24%、0.26% 和0.28% 的柠檬酸,通过感官检验,得到酸味适口的显著用量范围;复合稳定剂用量:通过对稳定剂的研究结果,本试验选择黄原胶、海藻酸钠和β- 环状糊精(三者比例关系选择 1.2.2.2 节试验中获得结果)复合使用,选择复合稳定剂的0.01%、0.02%、0.03%、0.04%、0.05%、0.06%、0.07%、0.08%、0.09% 不同用量分别进行试验,通过感官检验,确定该因素的显著用量范围。
蓝莓汁生产工艺
蓝莓汁的生产工艺:
1. 材料准备:准备新鲜的蓝莓,清洗干净并去除叶子、杂质;同时准备适量的白糖和柠檬汁。
2. 蓝莓研磨:将清洗好的蓝莓放入研磨机中进行研磨,将蓝莓果肉和果汁充分分离。
3. 过滤:通过过滤器将研磨好的蓝莓果汁过滤掉果渣和果皮,得到纯净的蓝莓汁。
4. 搅拌:将蓝莓汁倒入搅拌器中,开启搅拌器进行搅拌,使蓝莓汁的口感更加细腻。
5. 添加糖和柠檬汁:根据个人口味,适量添加白糖和柠檬汁,均匀搅拌,使蓝莓汁的甜度和酸度更加适宜。
6. 杀菌处理:将调制好的蓝莓汁倒入杀菌罐中,加热至一定温度进行杀菌处理,以确保产品的安全性和保存期限。
7. 灌装:将杀菌好的蓝莓汁倒入准备好的瓶子中,注意保持卫生,密封瓶盖。
8. 冷却:将装满蓝莓汁的瓶子放在冷库中进行冷却,使蓝莓汁保持新鲜和口感。
9. 包装:经冷却后的蓝莓汁可以进行外包装和标签贴附,以便销售和使用。
10. 质检:对包装好的蓝莓汁进行质量检验,包括外观、口感、香味等,确保产品符合相关标准和规定。
11. 储存与销售:将质检合格的蓝莓汁进行储存,以保持产品
的新鲜度和口感,然后进行销售。
蓝莓汁的生产工艺需要注意食品安全和卫生,确保原材料新鲜、加工过程无污染,以生产出高质量的蓝莓汁产品。

第1篇一、实验目的本研究旨在探讨发酵果蔬饮料的制备工艺,优化发酵条件,并分析发酵过程中微生物的变化,以及发酵饮料的感官评价和营养成分。
二、实验材料与设备1. 实验材料:- 新鲜水果:苹果、梨、葡萄、香蕉等- 新鲜蔬菜:胡萝卜、芹菜、黄瓜等- 白砂糖、蜂蜜、柠檬酸等调味剂- 酵母菌、乳酸菌等发酵菌种- 食品级琼脂、生理盐水等2. 实验设备:- 高压蒸汽灭菌器- 高速组织捣碎机- 恒温培养箱- 精密天平- 感官评价室- 显微镜三、实验方法1. 原料处理:- 将新鲜水果和蔬菜洗净,去皮去核,切成小块或片状。
- 使用高速组织捣碎机将水果和蔬菜捣碎成浆状。
2. 发酵菌种接种:- 按照一定的比例将酵母菌和乳酸菌接种到水果蔬菜浆中。
3. 发酵条件优化:- 通过单因素实验和正交实验,优化发酵温度、发酵时间、接种量等发酵条件。
4. 发酵过程监测:- 定期取样,检测发酵液的pH值、总酸度、酒精含量等指标。
- 观察微生物的变化,如菌落形态、生长曲线等。
5. 感官评价:- 对发酵饮料进行感官评价,包括色泽、香气、口感、酸甜度等。
6. 营养成分分析:- 对发酵饮料进行营养成分分析,如蛋白质、脂肪、碳水化合物、维生素等。
四、实验结果与分析1. 发酵条件优化:- 通过实验发现,发酵温度在30-35℃、发酵时间为48小时、接种量为1%时,发酵效果最佳。
2. 发酵过程监测:- 在发酵过程中,pH值逐渐下降,总酸度逐渐升高,酒精含量逐渐增加。
- 观察到酵母菌和乳酸菌的生长曲线,发现发酵初期酵母菌生长迅速,随后逐渐减少,乳酸菌生长缓慢,但持续到发酵结束。
3. 感官评价:- 发酵饮料色泽鲜亮,香气浓郁,口感酸甜适中,具有独特的发酵风味。
4. 营养成分分析:- 发酵饮料富含蛋白质、脂肪、碳水化合物、维生素等营养成分,具有一定的保健作用。
五、结论本研究成功制备了发酵果蔬饮料,并优化了发酵条件。
发酵饮料具有独特的风味和丰富的营养成分,具有一定的市场潜力。
蓝莓汁饮料生产线生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!蓝莓汁饮料生产是一个涉及多步骤的过程,旨在确保产品的营养价值和口感。
蓝莓深加工的研究进展0 引言蓝莓属于杜鹃花科,越桔属,是一种具有极高经济价值的新兴世界性小浆果果树。
蓝莓果实单果重平均29,最大59。
果实呈蓝色并有一层白色果粉,果肉细腻,种子极小,清淡芳香。
蓝莓果实除含有糖、酸和VC外,还富含VE、VA、SOD、熊果甙、花青甙等其他品种少有的特殊成分以及丰富的钾、铁、锌、锰等微量元素.蓝莓果具有很高的营养价值和保健作用,在解决人类现代疾病与该改善亚健康状况方面具有独特功效.被联合国粮农组织列为人类五大健康食品之一。
1 蓝莓的营养、保健功能及加工特性1.1 蓝莓的营养价值蓝莓果肉细腻营养丰富,甜酸适口,色泽宜人,高热量,低脂肪,蓝莓果富含多种维生素及矿物质,经国家标准物质检测中心检测,蓝莓浆果中含有19种氨基酸,其中含有人体所必需的8种氨基酸,而且比例适当。
据测定,每1009蓝莓鲜果中含蛋白质400~700rag、脂肪500~600mg、碳水化合物12.3 -5.3g、VA高达81-100IU,除含有常规的糖、酸、VC、矿物元素外,蓝莓果实中还含有尼克酸、SO D、黄酮等特殊成分。
且天然色素含量极高,花色苷、超氧化物歧化酶(SOD)的含量超过其他植物许多倍。
VC含量是苹果的几十倍,被誉为“浆果之王”.是上等的保健食品,风靡欧美各国,备受人们的推崇和喜爱。
蓝莓果实中所含丰富的不饱和脂肪酸、花酸和多种生物活性物质。
对高丛蓝莓5个品种的测定结果表明,所有类脂f硫脂、糖脂和磷脂)中都含有大量亚麻酸、亚油酸等1 8碳多烯酸(84%-92%)和油酸,所有品种不饱和脂肪酸含量均高于饱和脂肪酸.同时,成熟蓝莓果实的纤维素含量极高,栽培种鲜果纤维素含量可达4.5%.是猕猴桃 2.9%1和苹果1.3%1的1.5倍和3.5倍。
对兔眼蓝莓果实的测定还发现,它还是微量元素Mn、Cu和大量元素K、Fe的极好来源,是B 组维生素含量丰富的少数植物种类之一,而且含有类胡萝卜素、番茄红素、儿茶精等营养成分。
蓝莓果汁乳酸菌饮料的工艺研究
摘要:选育适合乳酸菌饮料发酵的菌种:嗜热乳链球菌和德氏乳杆菌保加利亚亚种,进行1∶1复配,经40℃、8小时发酵,ph 值可达到4.1,滴定酸度可达到100°t左右;研究饮料制作工艺,采用高压均质处理和添加复合稳定剂cmc45%、黄原胶35%、藻酸丙二醇酯20%;产品配方的组合为白砂糖17%、蓝莓果汁0.6%、产品酸度0.40%、复合稳定剂0.30%。
关键词:乳酸菌;蓝莓;饮料
蓝莓果实是一种营养保健果品。
其营养含量非常丰富,其中除了常规的糖、酸和vc外,富含花青苷、sod、食用纤维以及矿质元素。
根据分析测定,每百克蓝莓鲜果中花青苷色素含量高达163mg,蛋白质400-700毫克、脂肪500-600毫克、碳水化合物12.3-15.3毫克, sod5.39国际单位。
蓝莓含有较多的抗氧化植物性营养素,特别是花青素,因此,蓝莓的保健功效显著,在预防心血管疾病、糖尿病、癌症,以及黄斑部退化和白内障等退化性眼疾方面,扮演了重要的角色。
蓝莓也含有另一种抗氧化剂-鞣花酸,能够封锁促进癌症生成的新陈代谢管道。
蓝莓并含有丰富的果胶,这种可溶性的纤维可以舒缓腹泻和便秘;蓝莓所含的单宁酸,则可以减轻消化系统的发炎症状。
本研究筛选的蓝莓果汁产自我国黑龙江省大兴安岭森林保护区,由当地厂家制作成浓缩果汁,真空包装,冷藏贮运,保证品质及营养价值。
乳酸菌饮料是将牛奶经乳酸菌发酵后,进行糖、酸比调配,口味
酸甜可口,营养有益,深受青少年儿童喜爱。
本研究是将蓝莓与乳酸菌饮料保健功效有机结合,再结合先进杀菌工艺和灌装技术,生产出的产品可在常温下、无需冷链贮存,保质期达6个月以上,有利于在全国范围市场销售。
1 材料与方法
1.1 材料
蓝莓果汁:购买黑龙江大兴安岭产区。
全脂奶粉:蛋白质含量24%,购于新西兰恒天然公司。
菌种:嗜酸乳杆菌、德氏乳杆菌和嗜热乳链球菌,公司自有。
羧甲基纤维素钠、果胶、柠檬酸等符合食品添加剂标准。
1.2 主要设备
夹层锅,酸奶恒温发酵桶,高压均质机,饮料灌装封口机。
2 制作工艺方法
2.1 乳酸菌菌种的选育
乳酸菌菌种包括乳链球菌和乳杆菌类。
实验流程:
2.3 操作要点
2.3.1 乳酸菌发酵实验步骤
①按照下面配方进行称料配制待发酵奶基,总重是5000g,将全脂奶粉和白砂糖溶到水中。
具体见表1。
②水化30min,条件是60~65℃。
③水化结束后进行灭菌,90~95℃,30min。
④保鲜膜封口,进行冷却,使温度降低到40℃左右。
⑤移至无菌室,进行称重补水,分装到5个灭菌好的容器中,每个总重为1000g。
即按5个平行样进行发酵实验,取平均值。
⑥在无菌室内的超净工作台上接入自有菌种进行发酵试验,中间抽样测定酸度和ph值。
发酵温度根据不同的菌种选取各自的最适温度,发酵时间暂定为24~72h。
2.3.2 原料处理
奶粉按10%用量,充分溶解后,加热至93~95℃,时间为15~20min。
白糖溶解后,煮沸5分钟;蓝莓果汁热水分散均匀。
以上原料需用200目过滤。
其余原料热水溶解备用。
2.3.3 乳酸菌接种及发酵
用冷水循环方式使奶液降到40℃,接入2%发酵剂,搅拌均匀后,启动发酵桶恒温发酵装置。
经过8小时左右发酵,用滴定酸度法检测其酸度,达0.9%~1%,则可终止发酵。
2.3.4 调配、均质、灌装、杀菌
加入无菌水、蓝莓果汁、其余原料,水与发酵奶比例为1:3。
调配完成后升温至60~70℃进行均质,均质压力为20mpa。
灌注入塑料瓶中,密封。
热水杀菌,温度为90℃,10~15 min。
杀菌后冷却至40℃以下。
3 结果与讨论
3.1 乳酸菌筛选与发酵
本试验的乳酸菌为嗜热乳链球菌st和德氏乳杆菌保加利亚亚种
lb。
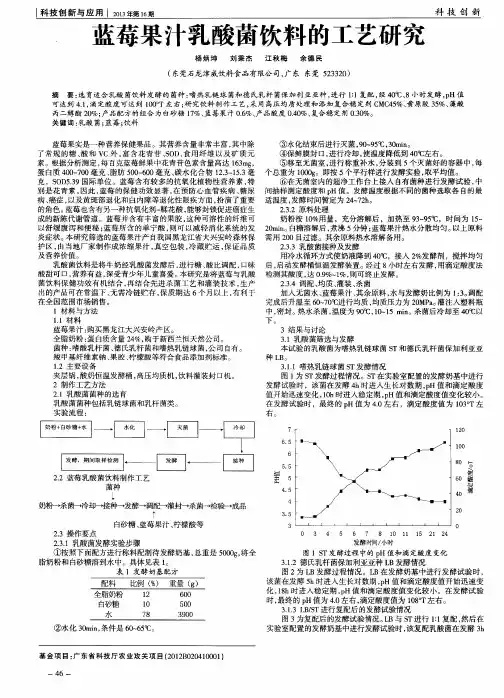
3.1.1 嗜热乳链球菌st发酵情况
图1为st发酵过程情况。
st在实验室配置的发酵奶基中进行发酵试验时,该菌在发酵4h时进入生长对数期,ph值和滴定酸度值开始迅速变化,10h时进入稳定期,ph值和滴定酸度值变化较小。
在发酵试验时,最终的ph值为4.0左右,滴定酸度值为103°t左右。
3.1.2 德氏乳杆菌保加利亚亚种lb发酵情况
图2为lb发酵过程情况。
lb在发酵奶基中进行发酵试验时,该菌在发酵5h时进入生长对数期,ph值和滴定酸度值开始迅速变化,18h时进入稳定期,ph值和滴定酸度值变化较小。
在发酵试验时,最终的ph值为4.0左右,滴定酸度值为108°t左右。
3.1.3 lb/st进行复配后的发酵试验情况
图3为复配后的发酵试验情况。
lb与st进行1∶1复配,然后在实验室配置的发酵奶基中进行发酵试验时,该复配乳酸菌在发酵3h 时进入生长对数期,ph值和滴定酸度值开始迅速变化,10h后进入稳定期,ph值和滴定酸度值变化较小。
在发酵试验时,最终的ph 值为3.8左右,滴定酸度值为131°t左右。
结合乳酸菌饮料实际生产考虑,德氏乳杆菌保加利亚亚种lb和嗜热乳链球菌st进行1∶1复配时的发酵时间可选择在8h,发酵终点时ph值可达到4.1,滴定酸度可达到100°t左右。
3.2 饮料稳定性的研究
乳酸菌饮料是多种营养物质组成的不稳定体系,由于蛋白质(氨基酸)上的氨基和羧基所带有相等的正负电荷,结合时就会完全凝聚沉淀,导致乳酸菌饮料中分散乳蛋白粒子凝集沉淀。
因此,关于乳酸菌饮料中悬浮粒的稳定性的探讨也是一重要课题。
3.2.1 均质处理
按照斯托克斯定理,采用均质机对乳酸菌饮料进行处理,让蛋白粒子微细化从而使得粒子沉淀得以控制,这是一种可以防止乳酸菌饮料沉淀的物理方法。
当选用在15~20mpa压力下和温度控制在60~70℃时来进行均质,所得出的效果最为显著。
3.2.2 合适的稳定剂的选择
乳酸菌饮料中富含蛋白质和脂肪,在产品杀菌和后贮藏的过程中,体系中的脂肪会随时间的推移发生上浮,蛋白质会发生大分子聚集产生沉淀,因此,出现溶液分层现象。
通过添加适合的稳定剂解决此问题。
具体见表2。
从表2中可得,采用不同的单一稳定剂会对产品口感和稳定性产生不同的影响,但效果都不够理想,因此对稳定剂进行复配,通过研究复配稳定剂使用的比例为:cmc45%、黄原胶35%、藻酸丙二醇酯20%,产品口感适宜,6个月内无脂肪上浮和蛋白质下沉现象,获得理想的稳定效果。
3.3 产品配方的正交试验结果
本试验采用以白砂糖、蓝莓果汁、产品酸度、稳定剂用量为条件的四因素三水平正交试验l9(34)。
由表中结果可得,对产品口感的影响因素的顺序为:白砂糖→产品酸度→蓝莓果汁→稳定剂;最佳配方组合为a2b2c2d3,白砂糖15%,蓝莓果汁0.6%,产品酸度0.40%,复合稳定剂0.30%。
4 结论
4.1 本研究选育适合生产乳酸菌饮料的菌种,最佳组合为嗜热乳链球菌st和德氏乳杆菌保加利亚亚种lb以1:1混合发酵,发酵时间在8h,发酵终点时ph值可达到4.1,滴定酸度可达到100°t 左右,以此作为基料进行调配。
对灌封后的产品应用热水杀菌工艺,温度为90℃,10~15 min。
4.2 针对乳酸菌饮料溶液不稳定性情况,应用高压均质(15~
20mpa压力、温度50~60℃)工艺并结合复配稳定剂。
复合稳定剂使用的比例为:cmc45%、黄原胶35%、藻酸丙二醇酯20%;产品配方的组合为白砂糖17%,蓝莓果汁0.6%,产品酸度0.40%,复合稳定剂0.30%。
4.3 按照本工艺方法,产品可达到以下的质量标准。
蛋白质≥1%,可溶性固形物(以折光计):16±1%,酸度(柠檬酸计):0.40±0.02%,菌落总数≤100cfu/ml,大肠菌群≤
3mpn/100ml。
产品保质期6个月以上。
参考文献
[1]郑建仙.功能性食品[m].北京:中国轻工业出版社,1995.
[2]郭本恒.液态奶[m].北京:化学工业出版社,2004.
[3]孟祥晨,霍贵成.双歧杆菌酸奶生产工艺的优化[j].食品与发
酵工程,2003,29(11);35-40.
[4]gb/t4789.35-2003,乳酸菌饮料中乳酸菌检验[s].北京:中国卫生部中国国家标准化管理委员会,2003.
作者简介:杨炳坤(1967,12-),男,广东省东莞人,助理工程师,大专,研究方向:生物工程技术。