高速电主轴热—结构特性研究
- 格式:pdf
- 大小:208.64 KB
- 文档页数:3
高速电主轴及其结构报告姓名:周李念学号:20122449班级:机自实验04班重庆大学机械工程学院高速电主轴及其结构周李念(重庆大学机械工程学院机自实验04班)摘要:高速加工能显著地提高生产率、降低生产成本和提高产品加工质量,是制造业发展的重要趋势,也是一项非常有前景的先进制造技术。
实现高速加工的首要条件是高质量的高速机床,而高速机床的核心部件是高速电主轴单元,它实现了机床的“零传动”,简化了结构,提高了机床的动态响应速度,是一种新型的机械结构形式,其性能好坏在很大程度上决定了整台机床的加工精度和生产效率。
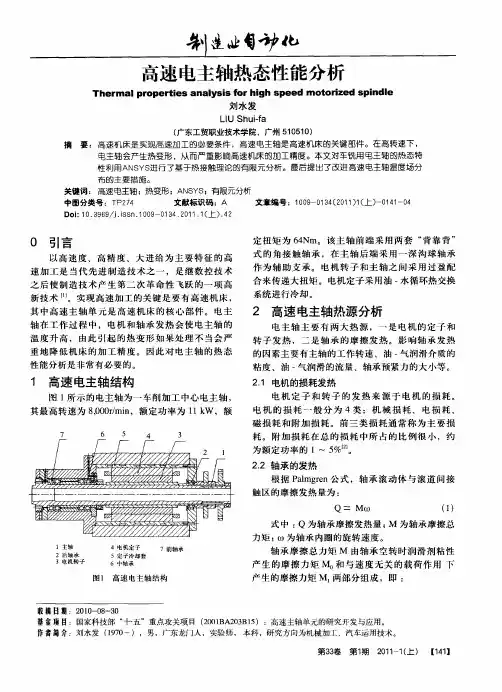
关键词:高速加工;电主轴;结构设计1 高速电主轴概述高速电主轴最早是用于磨削机床加工,逐步发展到加工中心电主轴及其他各行业机床主轴.典型的磨削电主轴的结构如图1 所示,传统的主轴一般是通过传动带、齿轮来进行传动驱动,而电主轴的驱动是将异步电机直接装入主轴内部,通过驱动电源直接驱动主轴进行工作,以实现机床主轴系统的零传动,形成“直接传动主轴”.从而减少中间皮带或者齿轮机械传动等环节,实现了机械与电机一体的主轴单元.电主轴不但减少了中间环节存在的打滑、振动和噪音的因素,也加速了主轴在高速领域的快速发展,成为满足高速切削,实现高速加工的最佳方案,其高转速、高精度、高刚性、低噪音、低温升、结构紧凑、易于平衡、安装方便、传动效率高等优点,使它在超高速切削机床上得到广泛的应用[1]..1 转轴;2 前轴承组;3 定子部件;4 转子部件;5 后轴承组;6 进-出水孔;7 进油孔;8 接线座;9 出油孔图1 电主轴结构简图高速电主轴的优点:高速电主轴取消了由电机驱动主轴旋转工作的中间变速和传动装置(如齿轮、皮带、联轴节等),因此高速电主轴具有如下优点:(1)主轴由内装式电机直接驱动,省去了中间传动环节,机械结构简单、紧凑,噪声低,主轴振动小,回转精度高,快速响应性好,机械效率高;(2)电主轴系统减少了高精密齿轮等关键零件,消除了齿轮传动误差,运行时更加平稳;(3)采用交流变频调速和矢量控制技术,输出功率大,调速范围宽,功率—扭矩特性好,可在额定转速范围实现无级调速,以适应各种负载和工况变化的需要;(4)可实现精确的主轴定位,并实现很高的速度、加速度及定角度快速准停,动态精度和稳定性好,可满足高速切削和精密加工的需要;(5)大幅度缩短了加工时间,只有原来的约 1/4;(6)加工表面质量高,无需再进行打磨等表面处理工序;2 高速电主轴的结构[2]高速电主轴要求具备很高的工作性能,因此对其结构的设计、材质、加工工艺和检验等方面都有非常严格的要求.电主轴设计时,需要确定主轴的总体性能参数、主轴的实际结构(根据轴承形式、配置、驱动方法、润滑、等参数来确定)、主轴轴承的选型确认、轴承的寿命、主轴的刚度、危险速度、轴承游隙(预紧力)、主轴的尺寸(轴径、长度、轴承支距等)和主轴实际安装条件的要求等等因素.2.1 电主轴的转轴及要求转轴是高速电主轴的主要零件之一,转轴的材料一般是经过轧制或锻造经切削加工的碳素钢或合金钢.它用来安装各种传动零件,使之绕其轴线转动,传递转矩或回转运动,并通过轴承与主轴机架或机座相联接.转轴带动工件或刀具旋转,完成表面成型运动,承受切削和驱动等载荷的作用.因此,对轴有很高的技术要求,应满足下列几方面的要求:(1) 节约材料,减轻重量,在特殊情况下选用合适的具有耐腐蚀性和耐高温性的材料;(2) 在结构上要受力合理、尽量避免或减少应力集中现象;(3) 提高足够的强度(静强度和疲劳强度)和刚度的结构措施;(4) 转轴在高速时的振动稳定性及良好的加工工艺性,保证精度要求;(5) 易于各个零件在轴上精确定位、稳固、装配、装拆和调整方便.1 转轴;2 前轴承组件;3 平衡环;4 转子部件;5 后轴承组件图2 转轴结构简图.在一般情况下,转轴结构为阶梯形,将内装的电机转子部件与转轴联接在一起形成整体部件,如图2 所示.该转轴部件最大的优点是前后轴承组件、电机转子部件、平衡环均采用先进的感应加热下套工艺方法进行组装,无键槽的设计工艺方法,不但增加了转轴的刚度,同时,通过平衡环调整转轴整体动平衡量,最大限度地降低了转轴在旋转时由于偏心造成的振动和偏差.2.2 电主轴的电动机技术电主轴将机床主轴与电机合二为一,形成内装式主轴驱动系统,是机床的核心关键部件之一,它不但要实现高速、高精度、高刚度等要求,还必须要实现连续工作时输出的较大转矩力和承受较宽领域的恒功率运转范围.尤其是在转速要求较高且加减速操作频繁的领域,如加工中心、铣镗床、磨床、钻床等领域..内装式主轴电机结构紧凑,简化了机床的构造.因为转子安装在主轴上,降低了转轴在旋转时由于偏心造成的振动和偏差,而且获得较短的起动时间和制动时间,恒功率调速范围宽、噪声小、维修简单.但是,电机也是一个很大的发热源,要控制电机的温度,安装时最好选用有水冷的水套结构最佳.2.3 电主轴的轴承技术轴承是高速电主轴的重要组成部分,它的类型、配置、精度对电主轴的工作性能、旋转精度有着很大的影响.电主轴一般采用角接触球轴承,主轴在高速旋转时,离心力引起的内圈膨胀、球旋转时离心力会引起内部负荷以及内外圈的温度差等均会使轴承内部的球和内外圈滚道之间的接触应力增大.而且,采用角接触球轴承这样有着接触角的轴承,在旋转中伴随着自转滑动和旋转时的滑动等各种形式的滑动而产生滚动接触,这些滑动随着转速增加而加大,因此接触部分的发热也会变大,特别是采用油脂润滑的轴承,由于润滑油的粘度下降,有时候甚至会出现缺少润滑油膜而烧伤的情况.高速电主轴轴承的选用要根据切削负荷大小、形式和转速的要求,优先选用陶瓷触球轴承.与钢球轴承相比,陶瓷球轴承优点有:(1)钢与陶瓷组成的陶瓷球轴承摩擦性能特好,能降低材料与润滑剂的应力;(2)因密度较低,可降低运转时的离心力;(3)较低的热膨胀系数能有效的降低轴承预压负荷的变化;(4)较高的弹性模数,使轴承的刚性更高.陶瓷球轴承在高速及重载的条件下,可获得高刚度、低温升和长寿命的效果,可以提高主轴的整体精度.2.4. 冷却技术高速电主轴旋转过程中产生的发热和温升问题是高速电主轴研究的一个重点。
分析高速机床电主轴的热管冷却摘要高速机床相对于传统的加工机床来说具更高的加工速度以及较优秀的零件精度及切削表面质量,为现代化的机械加工业提供更优质的服务。
但是由于高速机床在工作的过程中,是由电主轴的高速旋转来完成工作的,在这一进程中产生了大量的热量,温度的升高使得机械产生热膨胀,从而使得零件的制造精度降低,误差较大,因此采取有效的降温措施是保证高速机床正常工作的必然选择。
本文中主要针对高速机床电主轴的热管冷却进行了详细的分析及探讨。
关键词:高速机床;电主轴;热管冷却高速机床在使用的过程当中,处于高速旋转状态下的电主轴的各个零件都会表现为或强或热的发热现象,如果不采取及时且有效的冷却措施,就会使得电主轴与机床中的其它结构的相对位置等参数相较于正常运转状态存在较大的误差,特别是电主轴发生较强的热膨胀时,会严重的影响着零件的加工误差,此外,由于温度得不到很好的控制,也会使得电主轴过热而发生局部的应用变化等,等而减少高速电主轴的使用寿命,增加了生产成本,因此应采用合理的冷却系统,提高电主轴的冷却水平,从而更有利于稳定机械加工质量,保护高速机床设备。
1.创新高速电主轴冷却系统的必要性分析在当今我国使用的高速机床中,在进行高速主轴冷却工作时,大多数是采用在主轴壳体内添加冷却油的形式来实现的,这些冷却油在主轴的工作过程中得到不断的循环,从而将热量带下次,达到主轴冷却的最终目的。
在具体的工作中,这些冷却油在油温控制器的控制下,经前端盖处的入水口,流入到前端轴承外围,并完成对前端轴承的冷却工作,随后再流向主轴的定子及后轴承,完成相应的冷却任务后,再流回主轴油温控制品,这一流程的结束即完成了一次冷却循环。
高带电主轴在工作中之所以会发出热量,究其原因主要是其存以以下的发热源,首先位于机床主轴结构中的主轴电动机高速旋转而发出的热量,是其内部结构的主要热量来源;其次,由于电动机在主轴壳体内的高速转动使得壳体内的空气发热,同时再通过主轴壳体等散发了出去,这使得主轴的温度有所升高,甚至于其使用寿命也会有所缩短,零件的加工精度也得不到有效保证;最后,在转动过程中,主轴轴承摩擦所产生的热能也是热源之一。
数控机床高速电主轴结构分析及应用范洪达(1401015110)沈阳理工大学摘要: 本文阐述了高速电主轴的特点,然后根据结构简图详细叙述其工作原理,最后分析了高速电主轴由于结构紧凑带来的一些关键技术问题,并提出了解决办法。
关键词: 高速加工电主轴数控机床中图分类号:TG156CNC high speed motorized spindle structure analysis andapplicationFAN Hongda of shenyang university of technology (1401015110)Abstract:This paper expounds the characteristics of high speed motorized spindle, then according to the diagram structure detail its working principle, finally analyzes the high-speed motorized spindle due to compact structure with some of the key technical problems, and puts forward the solution.Key:High speed machining motorized spindle Nc machine toolChinese library classification number:TG1560 前言:高速电主轴是高速机床的核心部件,它将机床主轴与变频电动机轴合二为一,即将主轴电动机的定子、转子直接装入主轴组件内部,也被称为内装式电主轴,其间不再使用皮带或齿轮传动副,从而实现机床主轴系统的“零传动”其具有结构紧凑、重量轻、惯性小、动态特性好等优点,并改善了机床的动平衡,避免了振动和噪声,在超高速机床中得到广泛应用。

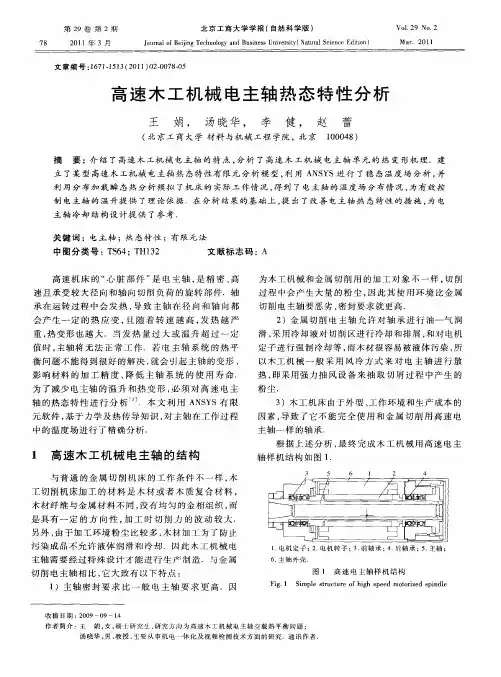
高速磨削电主轴热-结构耦合有限元分析与仿真王鹏;李文斌【摘要】在高速磨削加工中,电主轴的热结构状态直接影响高速加工机床的加工尺寸精度和表面质量.这篇文章利用传统理论对高速磨削电主轴进行了热-结构耦合分析,分别计算热稳态下主轴各种边界条件,在理论研究的基础上结合有限元软件进行热-结构耦合仿真分析,得到电主轴热变形主要与电机损耗、轴承发热与冷却液系统有关的结论.这一结论充分说明引起电主轴变形的主要因素,为今后在试验中建立电主轴热补偿体系以及减少热变形提供了有力的理论支持.【期刊名称】《机械设计与制造》【年(卷),期】2016(000)012【总页数】4页(P146-149)【关键词】高速磨削电主轴;热-结构耦合;有限元;热变形;热补偿体系【作者】王鹏;李文斌【作者单位】太原理工大学机械工程学院,山西太原030024;太原理工大学机械工程学院,山西太原030024【正文语种】中文【中图分类】TH16;TH161高速加工技术作为当代先进制造技术中的一个主要发展方向,以高速度、高精度为主要特征,是继数控加工技术之后,传统切削加工技术中的有一次革命性的飞跃。
为满足高速磨削加工的需求,高速磨削电主轴得到逐步应用并成为了高速磨削加工中的核心部件。
作为核心部件,电主轴的加工稳定性和加工精度日益受到加工制造业的关注[1]。
电主轴处在高速加工过程时,电机和轴承会产生大量热量,引起主轴的热变形,如果不能有效的控制主轴的发热变形,将严重影响高速磨削机床的加工精度和表面质量。
因此,磨削电主轴的热结构耦合分析,是保证机床加工精度和表面质量的重要理论基础[2]。
2.1 热源分析与计算电主轴主要构件及其结构,如图1所示。
高速磨削电主轴内部热源主要有两个,一个是无外壳主轴电动机的损耗发热,另一个是轴承的摩擦生热。
2.1.1 无外壳主轴电机热量计算高速磨削电主轴使用无外壳内置电机,其定子和转子热量主要是电机损耗产生的。
本次试验用高速磨削电主轴的最高转速为15000r/min,额定转速为4500r/min,额定功率11kW,功率损耗率为25%,损耗功率为2.75kW。
电动机保护器电动机保护器的作用是给电机全面的保护控制,在电机出现过流、欠流、断相、堵转、短路、过压、欠压、漏电、三相不平衡、过热、接地、轴承磨损、定转子偏心时、绕组老化予以报警或保护控制。
主要种类(一)热继电器是五十年代初引进苏联技术开发的金属片机械式电动机过载保护器。
它在保护电动机过载方面具有反时限性能和结构简单的特点。
但存在功能少,无断相保护,对电机发生通风不畅,扫膛、堵转、长期过载;频繁启动等故障不起保护作用。
这主要是因为热继电器动作曲线和电动机实际保护曲线不一致,失去了保护作用。
且重复性能差,大电流过载或短路故障后不能再次使用,调整误差大、易受环境温度的影响误动或拒动,功耗大、耗材多、性能指标落后等缺陷。
(二)温度继电器是采用双金属片制成的盘式或其他形式的继电器,具有结构简单、动作可靠,保护范围广泛等优点,但动作缓慢,返回时间长,3KW以上的三角形接法电动机不宜使用。
如今在电风扇、电冰箱、空调压缩机等方面大量使用。
温度继电器与热继电器不同。
温度继电器是装在电动机内部,靠温度变化时期动作的。
而热继电器装在动力线上,靠电流热效应动作的。
(三)电子式电动机保护器已由晶体管发展到集成电路至今已发展到微处理芯片厚模电路,从功能上一般分为断相保护、综合保护(多功能保护)、温度保护和智能保护。
此类保护器具有节能、动作灵敏、精确度高、耐冲击振动,重复性好、保护功能齐全、功耗小等优点。
1.电动机保护器(电机保护器)是以检测线电流的变化(包括采取、正序、负序、零序和过流)为原则,可检测断相或过载信号。
除具有断相保护功能外,还具有过负荷、堵转保护功能。
2.智能保护:集保护、遥测、通讯、遥控与一体的电动机保护装置,对电动机发生断相、过载、短路、欠压、过压和漏电等故障时实现保护,还具有电流电压显示,时间控制,软件自诊断,来电自恢复,自启动顺序,故障记忆,自琐和远传报警,显示故障时的电流、电压故障前后用代号闪烁示警,配置RS485通讯接口,实现计算机联网。
高速数控机床电主轴热误差机理分析与建模研究一、本文概述Overview of this article随着制造业的快速发展,高速数控机床在精密加工领域的应用越来越广泛。
然而,高速数控机床在高速运转过程中,电主轴会产生大量热量,导致热误差问题,严重影响加工精度和效率。
因此,研究高速数控机床电主轴的热误差机理及建模方法,对于提高机床加工精度和稳定性具有重要的理论和实际意义。
With the rapid development of the manufacturing industry, the application of high-speed CNC machine tools in the field of precision machining is becoming increasingly widespread. However, during high-speed operation of CNC machine tools, the electric spindle generates a large amount of heat, leading to thermal error problems and seriously affecting machining accuracy and efficiency. Therefore, studying the thermal error mechanism and modeling method of high-speed CNC machine tool electric spindle has important theoretical and practical significance for improving the machining accuracy andstability of machine tools.本文首先概述了高速数控机床电主轴热误差问题的背景和研究意义,然后介绍了国内外在该领域的研究现状和发展趋势。
应用有限元方法对高速电主轴的优化设计摘要:介绍了高速电主轴的结构特点,应用有限元分析软件ANsYs以刚度为目标对高速电主轴进行了优化设计,并对优化后的结构进行了热态校核。
关键词:高速电主轴;优化设计;有限元;热态分析90年代以来,我国的机床制造业发展迅速,设计和制造水平都有很大的提高,整体趋向高速、精密、绿色等方向发展,特别是近几年,代表着先进制造水平的数控机床和加工中心;很多国内厂家已开始产生。
在2003年北京国际机床展上,参展的主轴转速超过10000r/min的高速加工中心共有53台,其中国内产品占到24台。
但同时也不可否认,我国机床与国外先进的设计和制造水平相比还有比较大的差距,很多诸如电主轴、控制系统等关键部件,仍然依赖国外配套,自主开发能力不足。
在这种情况下,只有解决并提高关键部件的设计制造水平,才能摆脱对国外技术的依赖,从根本上促进我国机床行业持续发展。
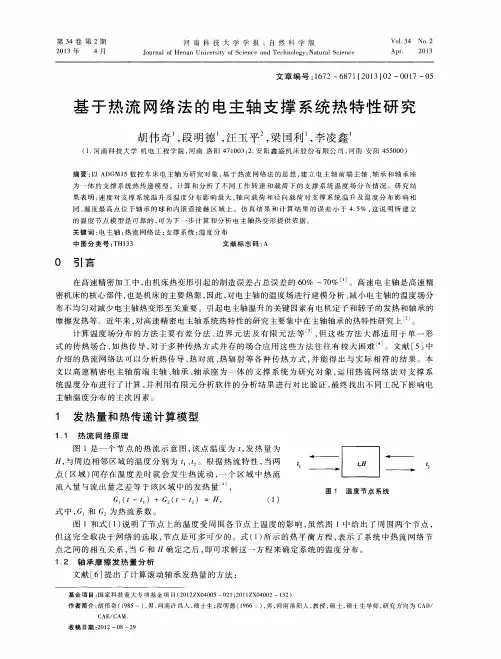
我校高速加工实验室自90年代以来一直从事机床关键部件高速电主轴和快速进给单元的研究,自行开发了国内第一个高速大功率电主轴——GD一Ⅱ型电主轴,该电主轴采用“零传动”的传动方式,电机内置在机床主轴上,直接驱动主轴转动,从而去掉了传统传动链上的皮带、齿轮、联接键等,通过采用变频调速技术使主轴达到很高的转速,它的典型结构和系统组成如图l所示…。
主要具有以下几个特点:(1)结构简单紧凑,能很好地解决传统皮带或齿轮等方式传动在高速运转条件下所引起的振动和噪声问题。
(2)提高生产率,可在最短时间内实现高转速,也即是主轴回转时具有极大的角加速度。
(3)电机内置于主轴两支承之间,可有效地提高主轴系统的刚度,同时也提高了系统的固有频率,从而提高了其临界转速值。
目前,在试验成功的基础上,这种电主轴已经进入产业化,为了达到更高的设计要求和水平,并保证电主轴更高的可靠性,我们采用了有限元分析(Finite Element Analysis)对电主轴进行优化设计。