FANUC数控系统硬件连接
- 格式:ppt
- 大小:15.09 MB
- 文档页数:75

FANUC_0iD_数控系统基本连接
实验三 FANUC Oi-D数控系统基本连接
一.实验目的
1.了解数控系统的各基本单元。
2.了解数控系统的硬件连接。
二.实验内容
1.FANUC 0i MateD数控系统基本组成与连接。
2.电气图形符号、部件功能。
3.电气控制原理与对应的操作过程。
三.实验设备
1.FANUC 0i Mate-TD数控车床。
2.万用表、十字/一字螺丝刀(中、小型各一套)
四.实验要点
1.数控车系统组成、电气关系。
2.数控车床伺服控制系统的组成与连接。
3.机床各电气控制部件实体与电气图形符号对应关系等。
五.实验具体要求
1.在进行实物识别时,最好不要给机床及数控系统上电。只有在需要验证控制过程及各控制部件的响应状态时,才给机床和系统上电,并告知小组其他同学,此时不要触碰任何电气控制部件,避免意外触电。
2.对机床进行基本操作,观察与验证各控制部件的工作过程与状态。
六.相关知识与技能
FANUC Oi-D系统可控制4个进给轴和一个伺服主轴(或变频主轴)。它包括基本控制单元、伺服放大器、伺服电机等。
FANUC 0i Mate-D系统可控制3个进给轴和1个伺服主轴(或变频主FANUC_0iD_数控系统基本连接
轴)。它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块。
1.FANUC 0i Mate TD数控车实训电控柜
2.FANUC 0i D/0i Mate D 控制单元接口图
上图为0i-MD系统控制单元背板连接布置图,各连接器接口作FANUC_0iD_数控系统基本连接
用见下表:
连接器号 用 途
COP10A 伺服放大器(FSSB)
JA2 MDI
JD36A RS-232-C 串行端口1
JD36B RS-232-C 串行端口2
JA40 模拟主轴/高速DI
JA51A I/O Link
JA41 串行主轴/位置编码器
CP1 DC24V-IN
2017年6月 第16卷第2期 滁州职业技术学院学报 JOURNAL OF CHUZHOU VOCA ̄ONAL&TECHNICAL COLLEGE Jun.2017 Vol_16 No.2
FANUC OiT数控系统硬件连接
谭邦俊
(滁州职业技术学院,安徽,滁州239000)
摘要: 简述了FANUC OiT系统数控车床的组成特别是硬件系统的组成,分析了数控系统各硬件部分的功能, 着重介绍了数控系统各部分之间的硬件连接方式。为数控调试维修人员、数控专业学生对数控车床的安装与维护提
供了参考。 关键词: FANUC;数控机床;硬件连接 中图分类号:TG659 文献标识码:A 文章编号:1671—5993(2017)02—0042—02
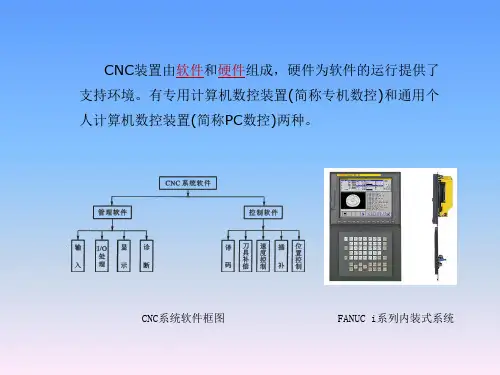
数控系统是一种利用计算机进行数字化程序
控制的系统,是数控机床进行控制和运算的核心部
件,主要用于控制刀具和工件之间的相对位置。数
控系统的性能直接决定了数控机床的经济精度和
可加工零件的复杂程度。数控系统是由硬件部分和
软件部分组成。数控系统软件部分主要包括数据处
理程序、插补运算程序、速度控制程序、管理程序、
诊断程序等。数控系统硬件部分主要包括CNC装
置、可编程控制器、主轴伺服驱动装置、进给伺服驱
动装置、位置检测反馈装置等。 数控系统各部分
组成关系如图卜1。[
图1—1数控系统各部分组成关系
CNC装置是数控系统的核心部件,数控系统工
作时CNC装置上电开始启动,读取数控程序,并存 储在寄存器中。数控加工时逐段读取逐段译码,将
CNC程序转换为二进制代码,同时将代码分为位置
数据和控制指令,并放置到相应的存储区域,接着
根据位置数据和控制指令进行处理完成数控加1-。
PMC装置是数控系统中用来处理开关量的装置,如
主轴的启动与停止、切削液的开关、刀具的更换、 T
作台的加紧与放松等。伺服驱动装置足CNC装置和
机床本体之间的纽带,将来自CNC的微弱信号调解、

FANUC 0i数控系统的连接与调试
口闫飞 口史耀耀 口丁明亮
西北工业大学现代设计与集成制造技术教育部重点实验室西安710072
摘要:随着生产力的不断发展,普通机床的数控化改造成为目前使企业摆脱设备陈旧、提高生产效率的一个很有
效的发展方向。就机床在机械本体改造完成之后,对FANUC数控系统如何连接及调试进行了详细的分析和说明。对提升 普通机床的使用效能有很好的指导作用。
关键词:FANUC数控系统改造数控系统连接数控系统调试
中图分类号:TP23 文献标识码:B 文章编号:1000—4998(2007)07—0051—03
数控技术的应用对机械制造也是一次革命,由于
其种种优点,致使数控系统已经成为我国机械制造工 业和国民经济的重要装备。但是我国很多企业中普通
机床的占有量还很巨大,许多机床已经使用2O年以上,
生产效率低下,精度满足不了要求,但是重新购置新数
控机床成本过高。以下就购置数控系统装备到普通机
床上后如何连接,如何进行参数设定,如何调试等进行
详细的说明。
1数控系统的连接
系统的连接图如图1。系统输入电源为DC24V±
10%,电流约7A,伺服和主轴电动机的驱动电压为
AC2OOV。这两个电源的通电及断电顺序是有要求的,
不满足要求会出现报警或损坏驱动放大器。原则是要
保证通电和断电都在CNC的控制之下。
伺服的连接分A型和B型,由伺服放大器上的一
个短接棒控制。A型连接是将位置反馈线接到CNC系
统;B型连接是将其接到伺服放大器。Oi和近期开发
的系统用B型。0系统大多数用A型,两种接法不能任
意使用,与伺服软件有关。连接时最后一级的伺服放大
器的JX1B需插上FANUC提供的终端短接插头,如果
遗忘会出现#401报警。另外,若选用一个伺服放大器
控制两个电动机,应将大电动机电枢接在M端子上,
小电动机接在L端子上,否则电动机运行时会听到不
正常的嗡嗡声。
FANUC系统的伺服控制可任意使用半闭环或全
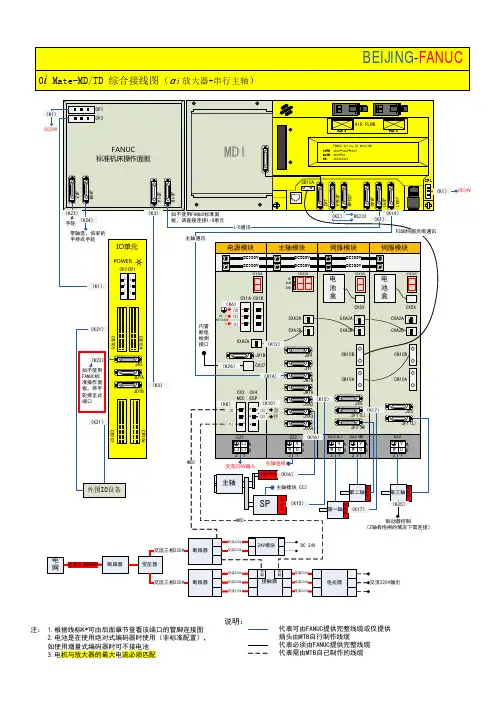
FANUC标准机床操作面板
电网断路器变压器
断路器断路器交流三相380V交流三相220V
交流三相220V编码器编码器编码器FANUC
24V模块DC 24V
交流220V交流220V交流220V接触器控制控制电抗器交流220V输出交流220V交流220V
交流220V交流220V交流220V伺服模块
STATUS电池盒CX5XCXA2ACXA2B
CB10ACB10B电源模块
STATUS
CXA2A主轴模块
PLALMERRSTATUS
CXA2ACXA2B伺服模块
STATUS电池盒CX5XCXA2ACXA2B
CB10ACB10BDC300VDC300VDC300VDC300VDC300VDC300V主轴通讯
交流200V输入CX1ACX1B321321SR
CX3MCCCX4ESP321321
MCC
MCC急停
UVWAB12UVWAB12UVWAB12CZ2UVWAB12CZ2(L)CZ2(M)CZ2L1L2L3AB12CZ1AC200-240V
123AB4123AB4123AB4123AB4123AB4123AB4123AB4(3)(2)(1)
(3)(1)(3)(2)CP1CP2AIR FLOWFAN 0FAN 1FANUC Series 0iMate-MDTYPE ****-****-****DATE ****-**NO. *********
JA41JD51JA40JD36BJD36AJA2CB10ACP1
FSSB伺服光缆通讯I/O通讯JD1BJD1AJA58JA3
手轮带轴选、倍率的手持式手轮DC24V(K1)
(K1)DC24V
JX4JY1JA7BJA7AJYA2JYA3JYA4JX5JF1(L)JF2(M)JX5JF1(L)(K24)
(K14)
(K10)(K15)(K8)
(K16)
(K17)(K14)(K3)(K2)RS232
(K12)
(K17)(K6)
外围IO设备MDI
(K23)
制动器控制(Z轴有抱闸的情况下需连接)(K25)SP编码器位置编码器