数控系统的连接
- 格式:ppt
- 大小:481.50 KB
- 文档页数:41

模块三数控系统PLC编程项目五认识数控机床用PLC一、PLC基本结构数控机床所受到的控制可分为两类:数字控制和顺序控制。数字控制主要指对各进给轴进行精确的位置控制,包括:轴移动距离、插补、补偿等。顺序控制主要指以CNC内部和机床各行程开关、传感器、按钮、继电器等的开关量信号状态为条件,并按照预先规定的逻辑顺序对诸如主轴的起停、刀具的转换、工件的夹紧松开、液压、冷却、润滑系统的运行等进行的控制。与“数字控制”比较,“顺序控制”的信息主要是开关量信号。PLC控制的范围包括全部顺序控制和简单的数字控制(如:轴点动)。HNC-8型数控系统PMC采用内置式软PLC实现对机床的顺序控制。PLC用户程序是用户根据机床实际控制需要,用PLC程序语言梯形图进行编制的。HNC-8型数控系统PLC用户程序通过数控系统梯形图编辑界面进行在线编辑或通过计算机用华中数控梯形图-【LADDER】专用软件进行编辑。通过编译将PLC用户程序翻译成数控系统能接受的文件,数控系统进行正常调用执行。
图3-1梯形图运行监控与在线编辑修改
图3-2计算机用华中数控梯形图-【LADDER】专用软件梯形图是沿用电气控制电路(特别是继电器逻辑电路)的符号所组合而成的一种图形,梯形图的编辑就是根据机床实际控制要求,采用类似于设计继电器逻辑电路的方法,进行机床顺序控制的梯形图设计与编制。程序编辑方式是由左母线开始至右母线结束,一行编完再换下一行,一行的接点个数由系统决定,相同的输入点可重复使用。梯形图程序的运作方式是由左上到右下的扫描。线圈及应用指令运算框等属于输出处理,在梯形图形中置于最右边。但同一个输出不可重复。
图3-3HNC-8型数控系统PLC梯形图结构二、PLC工作原理
图3-4数控系统梯形图寄存器
145图3-5PLC接口信号PLC接口信号负责组织PLC和NC之间的信息交换,如图3-5。X寄存器:机床到PLC的输入信号。Y寄存器:PLC到机床的输出信号。R寄存器:PLC内部中间寄存器。G寄存器:PLC和轴设备到NC的输入信号。F寄存器:NC到PLC和轴设备的输出信号。B寄存器为断电保存寄存器,此寄存器的值断电后仍然保持在断电前的状态不发生变化。断电保存寄存器也可作为PLC参数使用,用户可自定义每项参数的用途。P寄存器:用户参数寄存器,作为PLC参数使用,用户可自定义每项参数的用途。HNC-8型数控系统梯型图PLC采用循环扫描的方式,在程序开始执行的时候,第一次上电或重新载入PLC会运行一次初始化,之后所有输入的状态发送到输入映象寄存器,然后开始顺序调用用户程序PLC1及PLC2,当一个扫描周期完成的时候所有的结果都被传送到输出映象寄存器用以控制PLC的实际输出,如此循环往复。三、HNC-8型数控系统PLC规格表3-1HNC-8型数控系统PLC基本规格规格HNC8

FANUC 0i数控系统的连接与调试
口闫飞 口史耀耀 口丁明亮
西北工业大学现代设计与集成制造技术教育部重点实验室西安710072
摘要:随着生产力的不断发展,普通机床的数控化改造成为目前使企业摆脱设备陈旧、提高生产效率的一个很有
效的发展方向。就机床在机械本体改造完成之后,对FANUC数控系统如何连接及调试进行了详细的分析和说明。对提升 普通机床的使用效能有很好的指导作用。
关键词:FANUC数控系统改造数控系统连接数控系统调试
中图分类号:TP23 文献标识码:B 文章编号:1000—4998(2007)07—0051—03
数控技术的应用对机械制造也是一次革命,由于
其种种优点,致使数控系统已经成为我国机械制造工 业和国民经济的重要装备。但是我国很多企业中普通
机床的占有量还很巨大,许多机床已经使用2O年以上,
生产效率低下,精度满足不了要求,但是重新购置新数
控机床成本过高。以下就购置数控系统装备到普通机
床上后如何连接,如何进行参数设定,如何调试等进行
详细的说明。
1数控系统的连接
系统的连接图如图1。系统输入电源为DC24V±
10%,电流约7A,伺服和主轴电动机的驱动电压为
AC2OOV。这两个电源的通电及断电顺序是有要求的,
不满足要求会出现报警或损坏驱动放大器。原则是要
保证通电和断电都在CNC的控制之下。
伺服的连接分A型和B型,由伺服放大器上的一
个短接棒控制。A型连接是将位置反馈线接到CNC系
统;B型连接是将其接到伺服放大器。Oi和近期开发
的系统用B型。0系统大多数用A型,两种接法不能任
意使用,与伺服软件有关。连接时最后一级的伺服放大
器的JX1B需插上FANUC提供的终端短接插头,如果
遗忘会出现#401报警。另外,若选用一个伺服放大器
控制两个电动机,应将大电动机电枢接在M端子上,
小电动机接在L端子上,否则电动机运行时会听到不
正常的嗡嗡声。
FANUC系统的伺服控制可任意使用半闭环或全

实验三 FANUC Oi-D数控系统基本连接
一.实验目的
1.了解数控系统的各基本单元。
2.了解数控系统的硬件连接。
二.实验内容
1.FANUC 0i MateD数控系统基本组成与连接。
2.电气图形符号、部件功能。
3.电气控制原理与对应的操作过程。
三.实验设备
1.FANUC 0i Mate-TD数控车床。
2.万用表、十字/一字螺丝刀(中、小型各一套)
四.实验要点
1.数控车系统组成、电气关系。
2.数控车床伺服控制系统的组成与连接。
3.机床各电气控制部件实体与电气图形符号对应关系等。
五.实验具体要求
1.在进行实物识别时,最好不要给机床及数控系统上电。只有在需要验证控制过程及各控制部件的响应状态时,才给机床和系统上电,并告知小组其他同学,此时不要触碰任何电气控制部件,避免意外触电。
2.对机床进行基本操作,观察与验证各控制部件的工作过程与状态。
六.相关知识与技能
FANUC Oi-D系统可控制4个进给轴和一个伺服主轴(或变频主轴)。它包括基本控制单元、伺服放大器、伺服电机等。
FANUC 0i Mate-D系统可控制3个进给轴和1个伺服主轴(或变频主轴)。它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块。
1.FANUC 0i Mate TD数控车实训电控柜
2.FANUC 0i D/0i Mate D 控制单元接口图
上图为0i-MD系统控制单元背板连接布置图,各连接器接口作用见下表:
连接器号 用 途
COP10A 伺服放大器(FSSB)
JA2 MDI
JD36A RS-232-C 串行端口1
JD36B RS-232-C 串行端口2
JA40 模拟主轴/高速DI
JA51A I/O Link
JA41 串行主轴/位置编码器
CP1 DC24V-IN
JGA 后面板接口
CA79A 视频信号接口
CA88A PCMCIA接口
CA122 软键
CA121 变频器
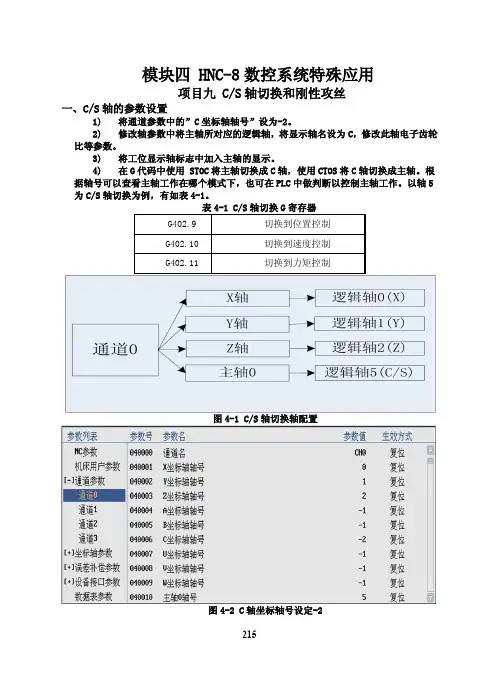
模块四HNC-8数控系统特殊应用项目九C/S轴切换和刚性攻丝一、C/S轴的参数设置1)将通道参数中的”C坐标轴轴号”设为-2。2)修改轴参数中将主轴所对应的逻辑轴,将显示轴名设为C,修改此轴电子齿轮比等参数。3)将工位显示轴标志中加入主轴的显示。4)在G代码中使用STOC将主轴切换成C轴,使用CTOS将C轴切换成主轴。根据轴号可以查看主轴工作在哪个模式下,也可在PLC中做判断以控制主轴工作。以轴5为C/S轴切换为例,有如表4-1。表4-1C/S轴切换G寄存器G402.9切换到位置控制G402.10切换到速度控制G402.11切换到力矩控制图4-1C/S轴切换轴配置图4-2C轴坐标轴号设定-2
216图4-3主轴逻辑轴号、轴参数及显示轴名设定图4-4主轴加入显示轴标志图4-5G代码中使用STOC/CTOS将C轴/S互切二、调整驱动参数和刚性攻丝相关的伺服参数有:控制参数STA-8、位置控制参数PA-0和PA-42。8STA-8是否允许模式开关切换功能0:不允许1:允许序号名称范围缺省值单位PA--0位置控制比例增益10~20002000.1Hz功能及设置:①设定C轴模式下位置环调节器的比例增益。②设置值越大,增益越高,刚度越大,相同频率指令脉冲条件下,位置滞后量越小。但数值太大可能会引起振荡或超调。③参数数值由具体的主轴驱动单元型号和负载情况确定。序号名称范围缺省值单位PA--42位置控制方式速度比例增益25~5000450功能及设置:①设定C轴模式下速度调节器的比例增益。②设置值越大,增益越高,刚度越大。参数数值根据具体的主轴驱动系统型号和负载值情况确定。一般情况下,负载惯量越大,设定值越大。③系统不产生振荡的条件下,尽量设定较大的值。项目十PMC轴配置一、PMC轴简介PMC轴是伺服轴不是由CNC控制,而是由PMC相关信号控制。PMC轴在使用中需要在PMC中给出轴运动三要素:运动方式、运动位移、运动速度。华中8型系统软件对于PMC轴已经做成了标准的功能指令AXISMVTO、AXISMOVE,8型软件PMC轴必须设置在一个没有使用过的通道中,并且置此通道为PMC模式。在编程时只需要使用这个指令,不需要在梯形图中进行运动三要素赋值和缓冲处理。二、PMC轴的参数设置PMC轴的参数设置步骤如下:1.设置Parm010050”PMC及耦合从轴总数”,有多少个PMC轴就设多少。2.设置Parm010051”PMC及耦合从轴编号”,使用当前通道里没有配置过的逻辑轴号。3.在一个没有使用的通道里设置之前在Parm010051”PMC及耦合从轴编号”中所设置的轴号。4.选择Parm010051”PMC及耦合从轴编号”中所指定的逻辑轴,设置第100号参数”PMC及耦合轴类型”为0(PMC轴)。5.在PLC中将Parm010051”PMC及耦合从轴编号”中所指定的逻辑轴使能。并且复位通道。将通道1的模式设为PMC模式。6.最后在PLC中使用AXISMVTO模块将轴6走到一个绝对位置,或用AXISMOVE模块使轴6走到一个相对位置。三、PMC轴举例通道0X轴Y轴逻辑轴0(X)逻辑轴1(Y)逻辑轴5(S)主轴0通道1PMC轴逻辑轴6(伺服刀库)Z轴逻辑轴2(Z)图4-6铣床带PMC轴3.1由于只有一个伺服刀库需要PMC轴,所以设置Parm010050“PMC及耦合从轴总数”为1。