第一讲:车刀的基本知识
- 格式:ppt
- 大小:2.68 MB
- 文档页数:29
《车削刀具基础知识概述》一、引言车削刀具作为机械加工领域中的重要工具,在制造业中发挥着至关重要的作用。
从传统的手工车削到现代的数控加工,车削刀具不断发展和创新,为提高生产效率和加工质量提供了有力支持。
本文将对车削刀具的基础知识进行全面综合的概述,包括基本概念、核心理论、发展历程、重要实践以及未来趋势。
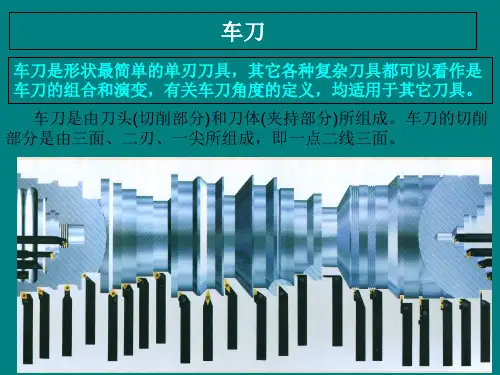
二、基本概念1. 车削刀具的定义车削刀具是用于车削加工的切削工具,通过与工件的相对运动,切除工件上多余的材料,以获得所需的形状、尺寸和表面质量。
2. 车削刀具的组成车削刀具主要由刀杆和刀片组成。
刀杆用于安装刀片并传递切削力,刀片则是直接进行切削的部分。
刀片通常由硬质合金、陶瓷等材料制成,具有高硬度、高耐磨性和高耐热性。
3. 车削刀具的分类(1)按刀具结构分类:可分为整体式刀具、焊接式刀具和机械夹固式刀具。
整体式刀具的刀杆和刀片是一体的,结构简单,但制造难度大;焊接式刀具是将刀片焊接在刀杆上,制造相对容易,但焊接质量对刀具性能影响较大;机械夹固式刀具是通过机械方式将刀片固定在刀杆上,可更换刀片,提高了刀具的使用寿命和加工效率。
(2)按切削刃形状分类:可分为外圆车刀、内孔车刀、螺纹车刀、切断刀等。
不同形状的切削刃适用于不同的加工任务。
三、核心理论1. 切削原理车削刀具的切削过程是一个复杂的物理过程,涉及到力学、热学、摩擦学等多个学科领域。
切削原理主要包括切削力、切削热、切削温度、刀具磨损等方面的研究。
(1)切削力:切削力是车削刀具在切削过程中所受到的力,包括主切削力、进给抗力和背向力。
切削力的大小与切削用量、刀具几何参数、工件材料等因素有关。
(2)切削热:切削热是由于切削过程中的摩擦和变形而产生的热量。
切削热会使刀具温度升高,降低刀具的硬度和耐磨性,影响刀具的使用寿命。
因此,在车削加工中,需要采取有效的冷却措施,降低切削温度。
(3)切削温度:切削温度是指切削区的温度,它是切削热和散热条件共同作用的结果。
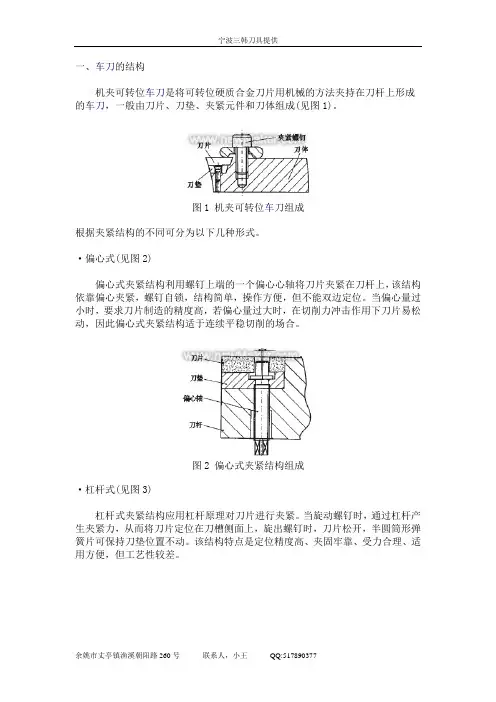
一、车刀的结构机夹可转位车刀是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件和刀体组成(见图1)。
图1 机夹可转位车刀组成根据夹紧结构的不同可分为以下几种形式。
·偏心式(见图2)偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。
当偏心量过小时,要求刀片制造的精度高,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。
图2 偏心式夹紧结构组成·杠杆式(见图3)杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。
当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。
该结构特点是定位精度高、夹固牢靠、受力合理、适用方便,但工艺性较差。
图3 杠杆式夹紧结构组成·楔块式(见图4)刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。
该结构的特点是操作简单方便,但定位精度较低,且夹紧力与切削力相反。
图4 楔块式夹紧结构不论采用何种夹紧方式,刀片在夹紧时必须满足以下条件:①刀片装夹定位要符合切削力的定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内。
②刀片周边尺寸定位需满足三点定位原理。
③切削力与装夹力的合力在定位基面(刀片与刀体)上所产生的摩擦力必须大于切削振动等引起的使刀片脱离定位基面的交变力。
夹紧力的作用原理如表1所示。
表1可转位车刀片的形状有三角形、正方形、棱形、五边形、六边形和圆形等,是由硬质合金厂压模成形,使刀片具有供切削时选用的几何参数(不需刃磨);同时,刀片具有3个以上供转位用的切削刃,当一个切削刃磨损后,松开夹紧机构,将刀片转位到另一切削刃,即可进行切削,当所有切削刃都磨损后再取下,换上新的同类型的刀片。
车刀的基础知识(总4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--车刀的基础知识1.认识常用刀具(1)常用车刀的种类和用途1)90°车刀(偏刀)用来车削工件的外圆、阶台和端面。
2)45°车刀(弯头车刀)用来车削工件的外圆、端面和倒角。
3)切断刀用来切断工件或在工件上切出沟槽。
4)车孔刀用来车削工件的内孔。
5)成形刀用来车削工件阶台处的圆角和圆槽或车削成形面工件。
6)车螺纹刀用来车削螺纹。
7)硬质合金可转位车刀(2)车刀的主要组成部分车刀是由刀头(或刀片)和刀杆两部分组成。
刀杆用于把车刀装夹在刀架上;刀头部分担负切削工作,所以又称切削部分。
车刀的刀头由以下几部分组成:1)前刀面刀具上切屑流过的表面。
2)主后刀面同工件上加工表面互相作用和相对着的刀面3)副后刀面同工件上已加工表面互相作用和相对着的刀面。
4)主切削刃前刀面和后刀面的相交部位。
它担负着主要的切削工作。
5)副切削刃前刀面和副后刀面的相交部位。
它配合主功削刃完成切削工作。
6)刀尖主切削刃和副切削刃的连结部位。
为了提高刀尖的强度和使车刀耐用,很多刀在刀尖处磨出圆弧型或直线型过渡刃。
(3)车刀的常用材料车刀切削部分在车削过程中承受着很大的切削力和冲击力,并且在很高的切削温度下工作,连续地经受着强烈的摩檫,所以车刀切削部分的材料必须具备硬度高、耐磨、耐高温、强度好和坚韧等性能。
目前常用的车刀材料有高速工具钢和硬质合金两大类。
1)高速工具钢高速工具钢是一种含有高成分钨和铬、钒的合金钢。
高速工具钢刀具制造简单,刃磨方便,容易磨得锋利,而且韧性较好,能承受较大的冲击力,因此常用于加工一些冲击力较大、形状不规则的工件。
高速工具钢也常作为精加工车刀(如宽刃大进给的车刀、梯形螺纹精车刀等)以及成型车刀的材料。
但高速工具钢的耐热性较差,因此不能用于高速切削。
常用的高速工具钢牌号是W18Cr4V(每个化学元素后面的数字,系指材料中含该元素的平均百分数)。

车削加工车刀知识点总结一、车刀的分类根据不同的加工方式和加工目的,车刀可以分为不同的类型。
常见的车刀分类包括外圆车刀、内孔车刀、切槽车刀、车削刀具、车刀夹具等。
外圆车刀主要用于车削外圆形零件,内孔车刀用于车削内孔,切槽车刀则用于切割槽道。
而车削刀具则是一种通用的车刀,可以适用于各种不同形状的零件。
车刀夹具则是用于夹持车刀的工具,可以根据不同的需求选择合适的车刀夹具,以保证车刀的稳定性和精度。
二、车刀的结构车刀的结构包括刀片、刀柄和接口。
刀片是车刀的主要部件,它直接与工件接触并进行切削加工。
刀片的形状和刀尖的角度会直接影响加工表面的粗糙度和精度。
刀柄则用于连接刀片和机床,其材料和结构会影响车刀的刚性和稳定性。
接口则是连接刀柄和机床的部件,其稳定性和精度直接影响了车刀的加工质量和效率。
三、车刀的材料车刀的刀片材料通常有高速钢、硬质合金、陶瓷和CBN等。
高速钢刀片具有良好的强度和韧性,适用于一般的车削加工。
硬质合金刀片则具有良好的耐磨性和切削性能,适用于高速切削和加工硬质工件。
陶瓷刀片具有优良的抗热性和耐磨性,适用于高速切削和精密加工。
CBN刀片则具有良好的硬度和耐磨性,适用于加工高硬度材料和高速切削。
四、车刀的选择选择合适的车刀需要考虑加工材料、加工方式、加工精度和加工表面要求等因素。
对于一般的车削加工,高速钢刀片是一个经济实用的选择。
对于高硬度和难加工材料,如高锰钢、硬质合金等,可以选择硬质合金或CBN刀片。
对于需要高精度和光洁度的零件,可以选择陶瓷刀片。
此外,还需要考虑刀片的刀尖角度、刀片的刃尖半径、刀片的切削角度、刀片的刃尖后角等参数,以确保选择合适的车刀进行加工。
五、车刀的维护车刀的维护对于保证加工质量和延长车刀使用寿命非常重要。
车刀的维护包括定期清洁、定期磨削和定期更换。
定期清洁可以去除刀片表面的切屑和油污,保持刀片的切削性能。
定期磨削可以修复刀片的切削刃,恢复刀片的切削性能。
定期更换可以根据车刀的使用寿命和磨损程度,及时更换老化和损坏的刀片,以保证加工质量和安全生产。
车刀的基础知识
1.认识常用刀具
了解车刀的种类和用途、车刀的组成、车刀的常用材料,是合理选择车刀进行车削加工的前提。
(1)常用车刀的种类和用途
1)90°车刀(偏刀)用来车削工件的外圆、阶台和端面。
2)45°车刀(弯头车刀)用来车削工件的外圆、端面和倒角。
3)切断刀用来切断工件或在工件上切出沟槽。
4)车孔刀用来车削工件的内孔。
5)成形刀用来车削工件阶台处的圆角和圆槽或车削成形面工件。
6)车螺纹刀用来车削螺纹。
7)硬质合金可转位车刀
(2)车刀的主要组成部分
车刀是由刀头(或刀片)和刀杆两部分组成。
刀杆用于把车刀装夹在刀架上;刀头部分担负切削工作,所以又称切削部分。
车刀的刀头由以下几部分组成
1)前刀面刀具上切屑流过的表面。
2)主后刀面同工件上加工表面互相作用和相对着的刀面
3)副后刀面同工件上已加工表面互相作用和相对着的刀面。
4)主切削刃前刀面和后刀面的相交部位。
它担负着主要的切削工作。
5)副切削刃前刀面和副后刀面的相交部位。
它配合主功削刃完成切削工作。
6)刀尖主切削刃和副切削刃的连结部位。
为了提高刀尖的强度和使车刀耐用,很多
刀在刀尖处磨出圆弧型或直线型过渡刃。
(3)车刀的常用材料
车刀切削部分在车削过程中承受着很大的切削力和冲击力,并且在很高的切削温度下工作,连续地经受着强烈的摩檫,所以车刀切削部分的材料必须具备硬度高、耐磨、耐高温、强度好和坚韧等性能。
一、实训背景随着我国制造业的快速发展,数控车床在机械加工领域的应用越来越广泛。
车刀作为数控车床的切削工具,其性能直接影响着加工质量和生产效率。
为了提高自身对车刀的认识和应用能力,我参加了车刀的基本知识实训。
二、实训内容本次实训主要围绕车刀的组成、结构形式、几何角度及选择等方面展开。
1. 车刀的组成车刀由刀头和刀体两部分组成。
刀头用于切削,刀体用于安装。
刀头一般由三面、两刃、一尖组成。
(1)前刀面:切屑流经过的表面。
(2)主后刀面:与工件切削表面相对的表面。
(3)副后刀面:与工件已加工表面相对的表面。
(4)主切削刃:前刀面与主后刀面的交线,担负主要的切削工作。
(5)副切削刃:前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
(6)刀尖:主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
2. 车刀的结构形式(1)整体车刀:刀头的切削部分是靠刃磨得到的,整体车刀的材料多用高速钢制成,一般用于低速切削。
(2)焊接车刀:将硬质合金刀片焊在刀头部位,不同种类的车刀可使用不同形状的刀片。
焊接的硬质合金车刀,可用于高速切削。
3. 车刀的几何角度及选择(1)切削平面:切于主切削刃某一点并垂直于刀杆底平面的平面。
(2)基面:过主切削刃的某一选定点并垂直于刀杆底平面的平面。
(3)正交平面:垂直于切削平面又垂直于基面的平面。
主要几何角度包括:(1)前角:前刀面与基面之间的夹角。
其中前角又分正前角和负前角。
刀具前刀面在基面之下时为正前角。
刀具前刀面在基面之上时为负刀面。
前角的选择原则:前角的大小主要与刀头的坚固性与锋利性有关系,两者之间是相互矛盾的。
我们应该根据加工的材料和性质来选择前角的大小。
如果加工材料硬度高,则前角应取小值,此时刀头不锋利,适合粗加工。
如果硬度低前角可以取大值,此时刀头锋利,可以进行精加工。
前角一般在-5~25之间选取。
(2)后角:主后刀面与切削平面间的夹角。
需要注意,后角不能为零度或负值,一般在6~12之间选择。
车刀基本知识车刀是用于车削加工的、具有一个切削部分的刀具。
以下是由店铺整理关于车刀基本知识的内容,提供给大家参考和了解,希望大家喜欢!1、车刀基本知识——车刀的组成车刀由刀头和刀体两部分组成。
刀头用于切削,刀体用于安装。
刀头一般由三面,两刃、一尖组成。
前刀面是切屑流经过的表面。
主后刀面是与工件切削表面相对的表面。
副后刀面是与工件已加工表面相对的表面。
主切削刃是前刀面与主后刀面的交线,担负主要的切削工作。
副切削刃是前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
刀尖是主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
2、车刀基本知识——车刀的结构形式最常用的车刀结构形式有以下两种:(1)整体车刀刀头的切削部分是靠刃磨得到的,整体车刀的材料多用高速钢制成,一般用于低速切削。
(2)焊接车刀将硬质合金刀片焊在刀头部位,不同种类的车刀可使用不同形状的刀片。
焊接的硬质合金车刀,可用于高速切削。
3、车刀基本知识——车刀的主要角度及其作用车刀的主要角度有前角(γ0)、后角(α0)、主偏角(Kr)、副偏角(Kr’)和刃倾角(λs)。
为了确定车刀的角度,要建立三个坐标平面:切削平面、基面和主剖面。
对车削而言,如果不考虑车刀安装和切削运动的影响,切削平面可以认为是铅垂面;基面是水平面;当主切削刃水平时,垂直于主切削刃所作的剖面为主剖面。
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。
其作用是使刀刃锋利,便于切削。
但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。
加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。
其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。