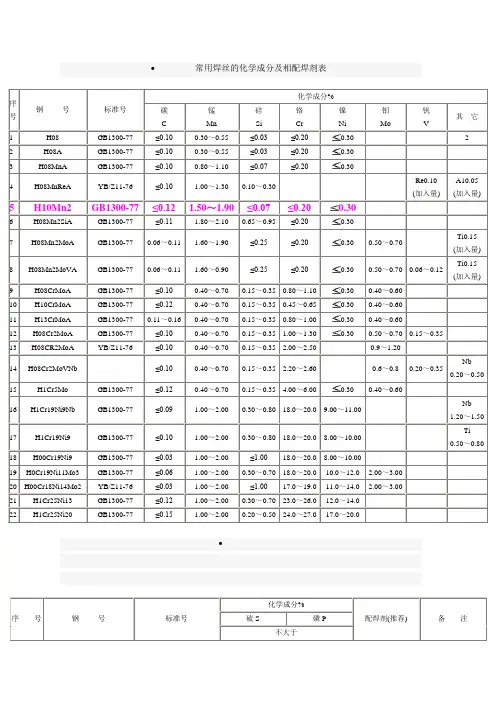
常用焊丝的化学成分及相配焊剂表
- 格式:doc
- 大小:133.50 KB
- 文档页数:2
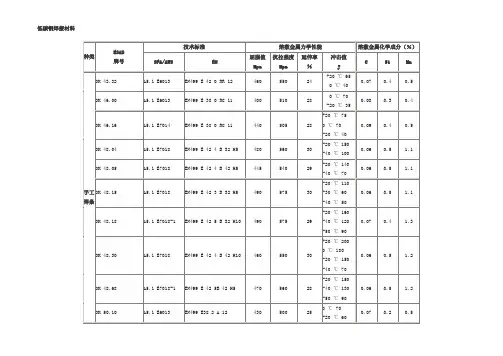
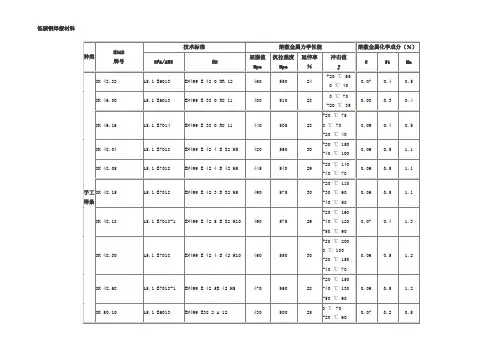
低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源: 作者: 时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源: 作者: 时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源: 作者: 时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源: 作者: 时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者: 时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192日本神钢KOBELCO焊接材料来源:作者:时间:2007-11-14 点击:54日本神钢电焊条以质量优异,品种齐全而深受广大用户推崇。
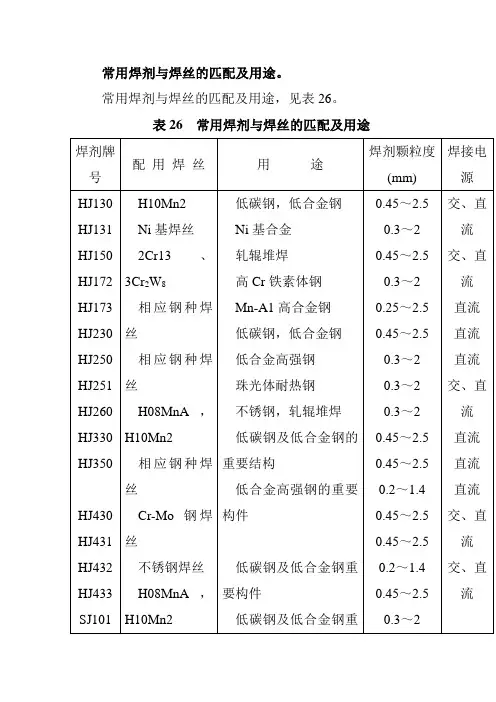
常用焊剂与焊丝的匹配及用途。
常用焊剂与焊丝的匹配及用途,见表26。
表26 常用焊剂与焊丝的匹配及用途焊剂牌号配用焊丝用途焊剂颗粒度(mm)焊接电源HJ130 HJ131 HJ150 HJ172 HJ173 HJ230 HJ250 HJ251 HJ260 HJ330 HJ350HJ430 HJ431 HJ432 HJ433 SJ101H10Mn2Ni基焊丝2Cr13、3Cr2W8相应钢种焊丝相应钢种焊丝H08MnA,H10Mn2相应钢种焊丝Cr-Mo钢焊丝不锈钢焊丝H08MnA,H10Mn2低碳钢,低合金钢Ni基合金轧辊堆焊高Cr铁素体钢Mn-A1高合金钢低碳钢,低合金钢低合金高强钢珠光体耐热钢不锈钢,轧辊堆焊低碳钢及低合金钢的重要结构低合金高强钢的重要构件低碳钢及低合金钢重要构件低碳钢及低合金钢重0.45~2.50.3~20.45~2.50.3~20.25~2.50.45~2.50.3~20.3~20.3~20.45~2.50.45~2.50.2~1.40.45~2.50.45~2.50.2~1.40.45~2.50.3~2交、直流交、直流直流直流直流交、直流直流直流直流交、直流交、直流SJ301SJ401 SJ501 SJ502Mn-Mo,Mn-Si及含Ni高强钢用焊丝H08A,H08MnAH08A,H08MnAH08AH08AH08MnA,H08MnMoA,H08Mn2MoA,H10Mn2H08MnA,H08MnMoA,H10Mn2H08AH08A,H08MnAH08A要构件低碳钢及低合金钢重要构件(薄板)低碳钢低合金钢结构钢低碳钢,低合金钢低碳钢,低合金钢重要低碳钢及低合金钢构件0.3~20.3~20.3~20.3~1.4交、直流交、直流交、直流交、直流交、直流交、直流交、直流交、直流交、直流。
低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源: 作者: 时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源: 作者: 时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源: 作者: 时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源: 作者: 时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者: 时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192日本神钢KOBELCO 焊接材料来源: 作者: 时间:2007-11-14 点击:54日本神钢电焊条以质量优异,品种齐全而深受广大用户推崇。

常用母材与焊材选用表文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]常用母材与焊材选用表焊接铁素体不锈钢用焊条珠光体耐热钢焊接时,如何正确地选用焊接材料总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
表12珠光体耐热钢焊接材料的选用中碳钢焊接时,如何正确地选用焊条中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
表6中碳钢手弧焊时焊条的选用特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。