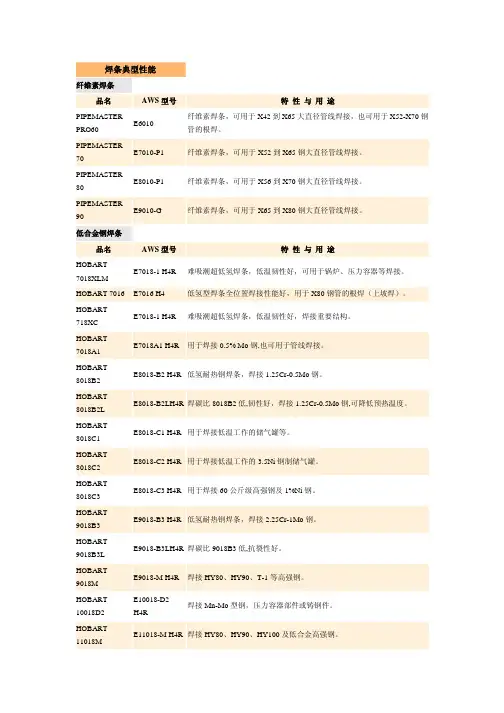
常用焊条化学成分及含量一览表格
- 格式:docx
- 大小:12.23 KB
- 文档页数:3
焊条材质报告
报告目的:
该报告旨在提供焊条材质的详细信息,以确保其能够在特定的焊接应用中得到正确的使用和处理。
实验方法:
我们使用了标准的金相显微镜来观察焊条材质的显微组织,并采用X光衍射仪对其进行化学成分分析。
在化学成分分析之前,我们先对样品进行了标准的外表面处理。
实验结果:
经过X光衍射仪检测,该焊条材质的化学成分结果如下:
碳(C):0.098%
硅(Si):0.50%
锰(Mn):1.52%
磷(P):0.010%
硫(S):0.006%
铬(Cr):0.060%
钼(Mo):0.030%
镍(Ni):0.020%
通过金相显微镜观测,该焊条材质的金相组织结构如下:
由于该焊条材质通过了我们的测试和分析,因此我们相信该焊条材质可以在相应的焊接应用中得到正确的使用和处理。
结论:
该焊条材质的化学成分符合相关标准,并且通过金相分析,不含微观瑕疵,表面光洁度高,焊接质量稳定。
根据我们的测试和分析结果,我们认为该材质能够在特定的焊接应用中稳定使用,并且不会产生任何质量问题。
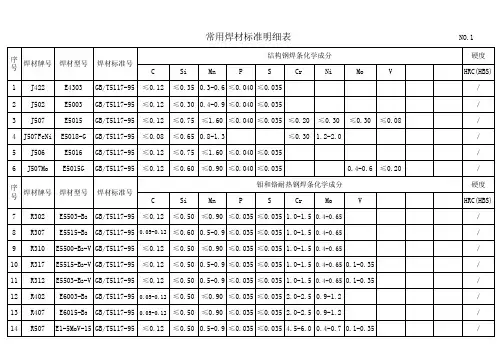
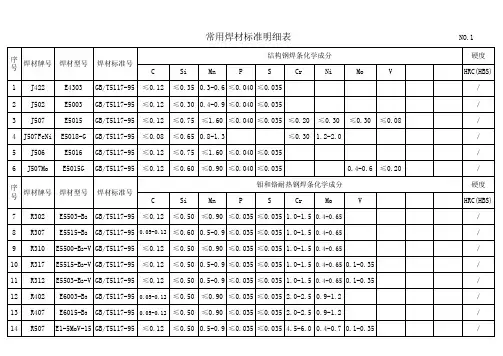
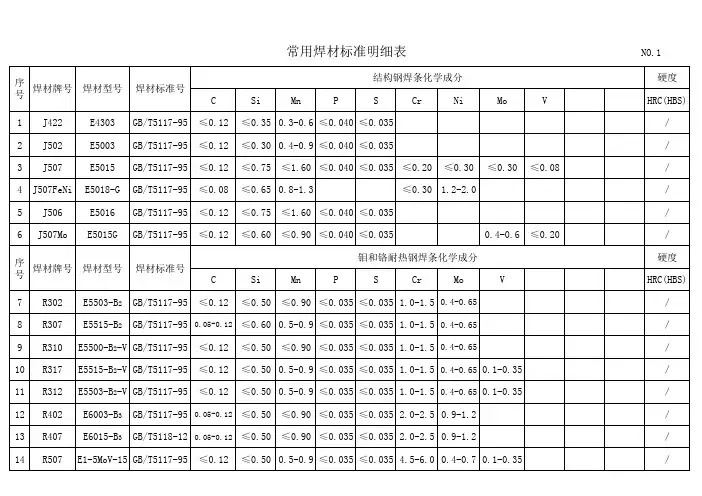
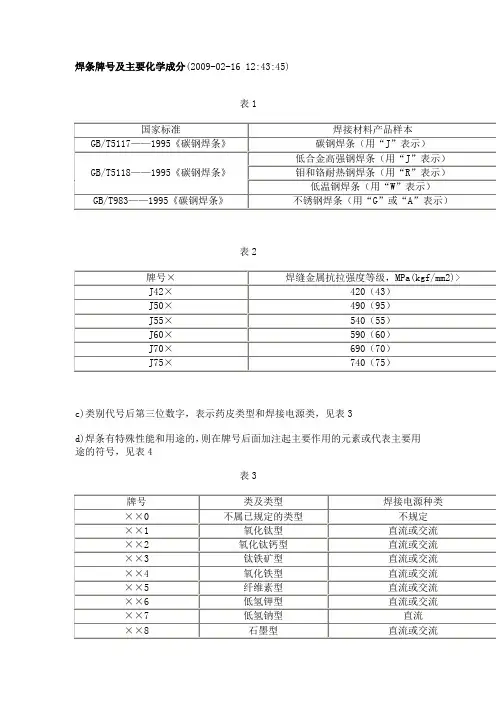
焊条牌号及主要化学成分(2009-02-16 12:43:45)表1表2c)类别代号后第三位数字,表示药皮类型和焊接电源类,见表3d)焊条有特殊性能和用途的,则在牌号后面加注起主要作用的元素或代表主要用途的符号,见表4表3表4②铬和铬钼耐热钢焊条牌号表示方法a)牌号前加“R”字,表示钼和铬钼耐热钢焊条的类别代号b)类别代号后第一位数字,表示焊缝金属主要化学成分等级,按表5规定编排表5c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不号,对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序编排。
d)类别代号后第三位数字,表示药皮类型和焊接电源种类,见表3。
③低温钢焊条牌号表示方法a)牌号前加“W”字,表示低温钢焊条的类别代号。
b) 类别代号后第一、第二数字,表示低温钢焊条工作温度等级,按表6编排。
c) 类别代号后第三位数字,表示药皮类型和焊接电源种类,见表3表6④不锈钢焊条牌号表示方法a)牌号前加“G”或“A”字各表示不锈钢焊条的类别代号。
b)类别代号后第一位数字,表示焊缝金属主要化学成分组成等级,按表7规定编排。
表7c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不同牌号。
对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序排列。
d)牌号第三位数字,表示药皮类型和焊接电源种类,见表3(2)我国药芯焊丝牌号表示方法如下:a) 牌号第一个字母“Y”表示药芯焊丝,第二个字母及后第一、第二、第三位数字与焊条编制方法相同。
b) 牌号“-”后的数字,表示焊接时的保护方法,见表8。
表8c)药芯焊丝有特殊性能和用途时,则在牌号后面加注起主要作用元素或主要用途的字母。
填充金属指气焊或钨极气体保护焊时送入热源(或电弧)熔化成焊缝金属一部分的丝、棒或板边料。
附加的填充金属指埋弧焊或熔化极气体保护焊时除当作电极的熔化金属丝(带)外,伸入电弧熔化成焊缝金属一部分的丝、棒或板边料。