第4章数控机床的进给传动系统
- 格式:ppt
- 大小:4.89 MB
- 文档页数:52
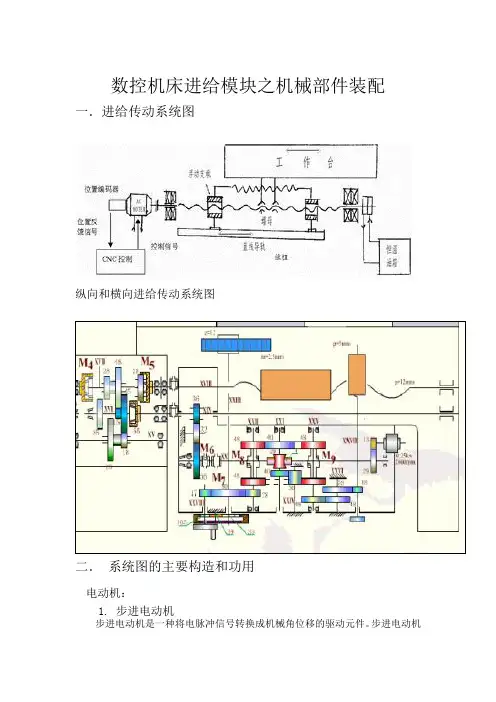
数控机床进给模块之机械部件装配一.进给传动系统图纵向和横向进给传动系统图二.系统图的主要构造和功用电动机:1. 步进电动机步进电动机是一种将电脉冲信号转换成机械角位移的驱动元件。
步进电动机是一种特殊的电动机,一般电动机通电后都是连续转动的,而步进电动机则有定位与运转两种状态。
当有一个电脉冲输入时,步进电动机就回转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电动机称为步进电动机。
又由于它输入的是脉冲电流,也称作脉冲电动机。
当电脉冲连续不断地输入,步进电动机便跟随脉冲一步一步地转动,步进电动机的角位移量和输入的脉冲个数严格成正比例,在时间上与输入脉冲同步。
因此,只需控制输入脉冲的数量、频率及电动机绕组的通电顺序,便可获得所需转角、转速和方向。
在无脉冲输入时,步进电动机的转子保持原有位置,处于定位状态。
步进电动机的调速范围广、惯量小、灵敏度高、输出转角能够控制,而且有一定的精度,常用作开环进给伺服系统的驱动元件。
与闭坏系统相比,它没有位置速度反馈回路,控制系统简单,成本大大降低,与机床配接容易,使用方便,因而在对精度、速度要求不十分高的中小型数控机床上得到了广泛地应用。
2. 直流伺服电动机由于数控机床对进给伺服驱动装置的要求较高,而直流电动机具有良好的调速特性,因此在半闭坏、闭坏伺服控制系统中,得到较广泛地使用。
直流进给伺服电动机就其工作原理来说,虽然与普通直流电动机相同。
然而,由于机械加工的特殊要求,一般的直流电动机是不能满足需要的。
首先,一般直流电动机转子的转动惯量过大,而其输出转矩则相对较小。
这样,它的动态特性就比较差,尤其在低速运转条件下,这个缺点就更突出。
在进给伺服机构中使用的是经过改进结构,提高其特性的大功率直流伺服电动机,主要有以下两种类型:(1)小惯量直流电动机。
主要结构特点是其转子的转动惯量尽可能小,因此在结构上与普通电动机的最大不同是转子做成细长形且光滑无槽。
以此表现为转子的转动惯量小,仅为普通直流电动机的1/10左右。
数控机床的进给传动系统摘要:本文主要阐述了数控机床对进给传动系统的基本要求,数控机床进给传动系统的主要形式。
关键词:数控机床;传动系统;进给系统1 数控机床对进给传动系统的基本要求数控机床对机械传动系统的要求主要有以下几点。
1.1 提高传动部件的刚性数控机床的直线运动定位精度和分辨率必须达到微米级,回转运动的定位精度和分辨率必须达到角秒级,伺服电动机的驱动转矩,尤其是起动、制动时的转矩也很大。
假设传动部件的刚度不强,一定会使传动部件发生弹性变形,影响系统的定位精度、动态稳定性和响应快速性。
而加大滚珠丝杠的直径,对滚珠丝杠螺母副、支承部件进行预紧,进行预拉伸等,均为提高传动系统刚度的有效办法。
1.2 减小传动部件的惯量驱动电动机,传动部件的惯量直接决定进给系统的加速度,这是影响进给系统快速性的主要原因。
尤其是高速加工的数控机床,因为对进给系统的加速度要求比较高,所以,在满足系统强度和刚度的条件下,要减小零部件的质量、直径,以降低惯量,提高快速性。
1.3 减小传动部件的间隙在开环、半闭环进给系统中,传动部件的间隙直接影响进给系统的定位精度;在闭环系统中,它是系统的主要非线性环节,影响系统的稳定性,所以,要采取有效措施消除传动系统的间隙。
消除传动部件间隙的措施是对齿轮副、丝杠螺母副、联轴器、蜗轮蜗杆副以及支承部件进行预紧或消除间隙。
而采取措施后将可能增加摩擦阻力,降低机械部件的寿命,因此,必须统筹各种因素,使间隙减小到允许范围。
1.4 减小系统的摩擦阻力进给系统的摩擦阻力会降低传动效率,产生发热;同时,它还直接影响系统的决速性;因为摩擦力的存在,动、静摩擦系数的变化,会导致传动部件的弹性变形,产生非线性的摩擦死区,影响系统的定位精度和闭环系统的动态稳定性。
采用滚珠丝杠螺母副、静压丝杠螺母副、直线滚动导轨、静压导轨和塑料导轨等高效执行部件,能减少系统的摩擦阻力,提高运动精度,避免低速爬行。
2 数控机床进给传动系统的主要形式2.1 滚珠丝杠螺母副它的特点是:摩擦损失小,传动效率高;丝杠螺母之间预紧后,可消除间隙,提高传动刚度;摩擦阻力小,它与运动速度无关,动、静摩擦力的变化会很小,也不可能产生低速爬行现象;工作磨损小,使用寿命长,精度保持性好。

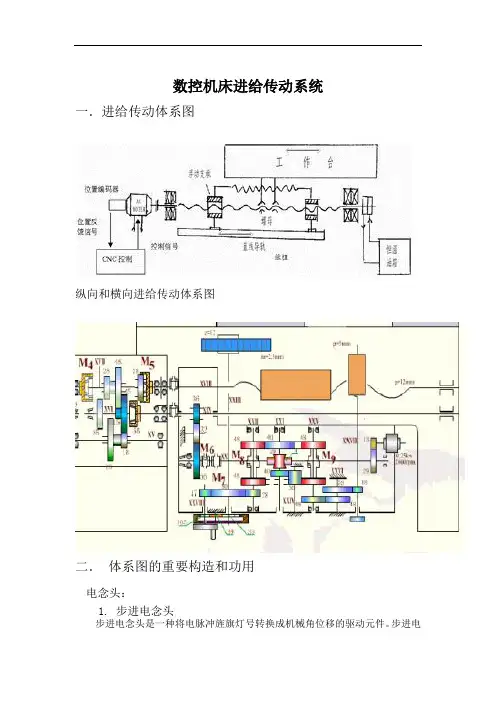
数控机床进给传动系统一.进给传动体系图纵向和横向进给传动体系图二.体系图的重要构造和功用电念头:1. 步进电念头步进电念头是一种将电脉冲旌旗灯号转换成机械角位移的驱动元件。
步进电念头是一种特别的电念头,一般电念头通电后都是持续迁移转变的,而步进电念头则有定位与运转两种状况。
当有一个电脉冲输入时,步进电念头就反转展转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电念头称为步进电念头。
又因为它输入的是脉冲电流,也称作脉冲电念头。
当电脉冲持续赓续地输入,步进电念头便跟随脉冲一步一步地迁移转变,步进电念头的角位移量和输入的脉冲个数严格成正比例,在时光上与输入脉冲同步。
是以,只需控制输入脉冲的数量、频率及电念头绕组的通电次序,便可获得所需转角、转速和偏向。
在无脉冲输入时,步进电念头的转子保持原有地位,处于定位状况。
步进电念头的调速范围广、惯量小、灵敏度高、输出转角可以或许控制,并且有必定的精度,常用作开环进给伺服体系的驱动元件。
与闭坏体系比拟,它没有地位速度反馈回路,控制体系简单,成本大年夜大年夜降低,与机床配接轻易,应用便利,因而在对精度、速度请求不十分高的中小型数控机床上获得了广泛地应用。
2. 直流伺服电念头因为数控机床对进给伺服驱动装配的请求较高,而直流电念头具有优胜的调速特点,是以在半闭坏、闭坏伺服控制体系中,获得较广泛地应用。
直流进给伺服电念头就其工作道理来说,固然与通俗直流电念头雷同。
然而,因为机械加工的特别请求,一般的直流电念头是不克不及知足须要的。
起首,一般直流电念头转子的迁移转变惯量过大年夜,而其输出转矩则相对较小。
如许,它的动态特点就比较差,尤其在低速运转前提下,这个缺点就更凸起。
在进给伺服机构中应用的是经由改进构造,进步其特点的大年夜功率直流伺服电念头,重要有以下两种类型:(1)小惯量直流电念头。
重要构造特点是其转子的迁移转变惯量尽可能小,是以在构造上与通俗电念头的最大年夜不合是转子做成细长形且滑腻无槽。
数控机床进给传动系统数控机床是以数字化控制系统为基础的高精度、高效率、高自动化的数控设备。
其进给传动系统作为数控机床中最重要的组成部分之一,其性能将会直接影响机床的加工效率和加工质量。
本文将介绍数控机床进给传动系统的构成、工作原理、传动方式、技术要求和发展趋势等方面。
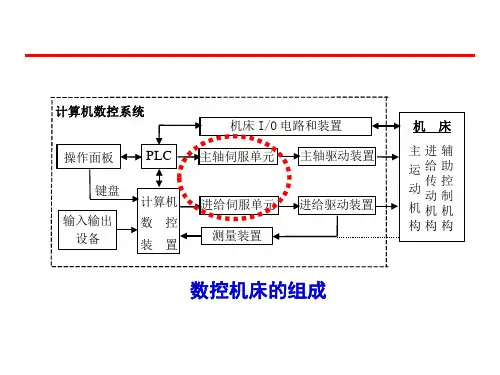
一、进给传动系统的构成数控机床进给传动系统是由电机、减速箱、传动装置和运动控制系统等组成的。
电机作为驱动设备,通过减速箱将高速低扭矩的电机转换成低速大扭矩的动力,传动装置则将动力传递到物料上,最终由运动控制系统控制数控机床的运动状态。
二、进给传动系统的工作原理进给传动系统的工作原理是通过电机的驱动下,通过减速箱将高速低扭矩的动力转变为低速大扭矩的动力输出,经过传动装置传递给物料上,再由运动控制系统进行控制。
其中,进给传动系统的工作精度和稳定性将会直接影响机床的加工精度和稳定性。
三、进给传动系统的传动方式数控机床的进给传动方式主要有液压、机械式和电子式三种。
其中,液压进给传动系统适用于高功率、高切削力和大型工件的传动,具备很好的稳定性和适应性;机械式进给传动系统适用于中等功率、中等切削力和中等体积工件的传动,具备可靠性和速度调整灵活度;电子式进给传动系统适用于高精度、高速传动,具备精度高、稳定性好、速度范围大等优点。
四、技术要求数控机床进给传动系统的技术要求主要包括传动精度和传动稳定性。
传动精度是指传动装置的转速精度、位置精度、运动精度和位置控制精度等因素;传动稳定性是指传动装置的噪声、振动、温度稳定性和电磁兼容性等因素。
为保证数控机床的精度和稳定性,对于进给传动系统的要求不仅在传动装置上,还需要考虑到运动控制系统的精度和稳定性。
在传动装置方面,还需考虑到其寿命和安全性等因素。
五、发展趋势随着数控技术的不断发展和应用,数控机床的进给传动系统也在不断革新和升级。
从原来的液压和机械式进给传动方式不断升级发展到电子式进给传动系统,近年来更是向智能化、集成化发展。
数控机创进给系统数控机床的进给传动系统常用伺服进给系统来工作。
伺服进给系统的作用是根据数控系统传来的指令信息,进行放大以后控制执行部件的运动,不仅控制进给运动的速度,同时还要精确控制刀具相对于工件的移动位置和轨迹。
因此,数控机床进给系统,尤其是轮廓控制系统,必须对进给运动的位置和运动的速度两方面同时实现自动控制。
数控机床进给系统的设计要求除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。
一个典型的数控机床闭环控制的进给系统组成:位置比较、放大元件、驱动单元、机械传动装置和检测反馈元件等几部分。
机械传动装置:是指将驱动源旋运动变为工作台直线运动的整个机械传动链,包括减速装置、丝杠螺母副等中间传动机构。
第一节概述一、数控机床对进给传动系统的要求1.减少摩擦阻力:在数控机床进给系统中,普遍采用滚珠丝杠螺母副、静压丝杠螺母副,滚动导轨、静压导轨和塑料导轨。
2.减少运动惯量3.高的传动精度与定位精度设计中,通过在进给传动链中加入减速齿轮,以减小脉冲当量(即伺服系统接收一个指令脉冲驱动工作台移动的距离),预紧传动滚珠丝杠,消除齿轮、蜗轮等传动件的间隙等办法,可达到提高传动精度和定位精度的目的。
4.宽的进给调速范围:伺服进给系统在承担全部工作负载的条件下,应具有很宽的调速范围,以适应各工件材料、尺寸和刀具等变化的需要,工作进给速度范围可达3~6000mm/min(调速范围1:2000)。
5.响应速度要快:所谓快响应特性是指进给系统对指令输入信号的响应速度及瞬态过程结束的迅速程度,即跟踪指令信号的响应要快;定位速度和轮廓切削进给速度要满足要求;工作台应能在规定的速度范围内灵敏而精确地跟踪指令,进行单步或连续移动,在运行时不出现丢步或多步现象6.无间隙传动:进给系统的传动间隙一般指反向间隙,即反向死区误差,它存在于整个传动链的各传动副中,直接影响数控机床的加工精度。
因此,应尽量消除传动间隙,减小反向死区误差。
《数控机床电气控制与PLC》练习题适用班级:2009级数控技术1~4班第一章绪论一、填空题1、数控机床自诞生至今50多年来,其核心数控系统的发展经历了数控阶段和计算机数控阶段。
2、在数控机床上产生低速爬行主要是因机床导轨与工作台之间的摩擦力而引起的。
3、失动是由于伺服驱动系统滚珠丝杠与螺母的间隙、传动链的扭转或者构件的挠曲等因素引起的。
4、在应用上,摩擦力分成三类: 粘性摩擦力、库仑摩擦力和静摩擦力。
二、选择题1.下列关于世界第一台数控机床的描述正确的是(B)A)1946年在美国研制成功B)它是一台3坐标数控铣床C)用它来加工直升机叶片D)它用晶闸管-直流电机驱动第二章数控机床电气控制基础知识一、填空题1、低压断路器是将控制和保护的功能合为一体的电器。
2、低压断路器常作为不频繁接通和断开的电路总电源开关或者部分电路的电源开关,常见的形式有塑料外壳式断路器、小型断路器。
3、接触器由电磁机构、触点系统、灭弧装置及其他部件四部分组成。
4、小型断路器主要用于照明配电系统和控制回路。
5、使用低压断路器实现短路保护比使用熔断器优越。
6、接触器是一种用来频繁接通或分断电路带有负载的自动控制电器。
7、接触器按其主触点通过电流的种类不同,分为直流、交流两种。
8、继电器是一种根据输入信号的变化接通或断开控制电路的电器。
9、继电器常见的类型有电磁式继电器、时间继电器、热继电器、固态继电器等。
10、时间继电器是一种用来实现触点延时接通或断开的控制电器。
11、固态继电器是一种带光电隔离器的无触点开关。
12、在选择变压器的时候,根据设备的需要,变压器有标准和非标准两种。
13、在数控机床中三相变压器主要是给伺服驱动系统供电。
14、数控机床主要使用开关电源和一体化电源。
15、绘制电气原理图时,一般分为主电路和辅助电路两部分画出。
16、熔断器主要由熔断体和熔座两部分组成。
17、熔断体是一次性使用元件,熔断后,再次工作必须更换。
18、数控机床上主要使用3种类型的导线:动力线、控制线、信号线。