全位置管道自动焊机
- 格式:doc
- 大小:84.00 KB
- 文档页数:2
全位置⾃动焊说明书(新)⽬录⼀、安全事项⼆、⼯作原理三、结构概述四、技术参数五、操作程序六、焊接⼯艺七、常见故障⼋、维护保养九、⽓体⽐例与⼗、焊丝的应⽤⼀、安全事项1.安全警告使⽤机器前必须阅读并遵守本说明书和配套焊接电源说明书,使⽤机器时坚持说明书所述的安全条例;机器必须由经过培训的熟练⼯⼈操作使⽤,并正确配戴劳动防护⽤品;机器只能⽤于它的设计⽤途,⾃⾏改装或改变设计⽤途可能造成安全隐患;机器必须应置于⼲燥的场地上,露天作业需做好防⾬、防潮措施,严在不采取防⾬措施条件下使⽤。
机器必须进⾏可靠接地后⽅才可使⽤;焊接电源及控制系统含⼯频电压,⾮电⽓作业⼈员开箱检查,存在触电危险;焊接⼆次线严禁通过机器本体连接导电,否则将损坏机器或造成⼈⾝伤害事故;操作机器应集中思想,避免因机器保护机件失效造成设备事故或⼈⽣伤害;焊机的⼆次输出电压可造成⼈⾝伤害。
2.注意事项:控制系统电源,焊接电源,平时应处于关闭状态;焊接电源功能开关应正确设置;焊接⼩车放置管道或⼯件上,焊接⼩车运转时严禁直接⽤⼿清理滚轮上的杂物【⽤⽑刷清理】,定期检查摆动杆内部、两对滚轮组、的润滑油并及时添加;每天结束⼯作前,必须关闭焊机总电源,控制电源,及时清理焊接⼩车轮⼦上废弃物;在⾼空作业时应注意,焊接⼩车突然坠落;以免砸伤⼈或者摔坏设备;⼆、⼯作原理1.采⽤管⼦固定、或者管⼦转动焊接⼩车⾏⾛的⽅式实现⾃动焊接,焊接⼯艺采⽤⾼效率、低成本的CO2⽓体保护焊。
序号焊机型号驱动⽅式控制⽅式摆动器类型摆宽调节⽅式1 YX-A2 ⼆排⾼强磁铁滚轮蜗轮蜗杆驱动PLC控制步进电机摆动器模糊摆宽调节2 YX-150 ⼆排⾼强磁铁滚轮蜗轮蜗杆驱动PLC控制步进电机摆动器⼈机界⾯调节三、结构概述2.管道全位置⾃动焊机由焊机电源、控制系统、焊机⼩车三⼤部分组成。
3.控制系统YX-150型。
电机摆动器、焊枪夹持调节器可调节上下,焊枪固定在焊枪夹持调节器上,焊枪夹持调节器可调节焊枪上下、左右、前后位置及焊枪⾓度,以使焊枪落在最适合⼯件焊接的位置;可对焊枪位置进⾏上下、左右调节;由遥控盒调节摆动频率、宽度及左右侧停顿时间和焊枪的上下,以适应⼯件不同⼯况的需要。
A-610管道全自动双枪外焊机1 操作规程1.1 打开焊接电源和保护气体。
按下中央控制箱的电源按钮“ON/OFF(开/关)”,接通A-610 焊机的电源。
在打算使用A-610 焊机进行焊接之前,需要对A-610 焊机计算机控制箱各操作键的功能进行全面了解。
1.2 A-610 双焊枪机头依靠机头小车行走轮夹持于环绕管道圆周上的淬火钢带(外焊进口轨道)上并围绕管道运动。
4.3 行走电机使焊机机头围绕轨道运动,行走速度为每分钟 0-1.5m。
摆动装置步进电机通过一个传动装置使焊枪在坡口处横向摆动,摆动速度可达每分钟240 次(当摆动宽度为 12.7mm 时)。
1.3 外焊机头还包括把手组件,控制盒组件控制枪头和其包含所有的机载电子设备,摆动附件组件包含垂直的和水平的执行器,小车组件分为顺时针CW 和逆时针 CCW 结构。
1.4系统电源: DPS-500 焊接电源可以进行远程输出控制和远程接触器控制。
A-610外焊系统需要提供两个焊接电源。
每把焊枪需要配备一个 DPS-500 焊接电源。
1.5 XG-610 送丝机:A-610 需配置两个独立的 XG-610 送丝机,对系统进行送丝控制。
1.6水冷系统:焊枪水冷器使冷却液流经焊枪,水冷却焊枪可驱散导电嘴过热以延长其寿命。
焊枪水冷器的容量是 15 升。
1.7水冷焊枪:A-610 需配置两把水冷焊枪,把焊枪送丝机端插入到相应的送丝机里,然后把焊枪连接至送丝机的底部并连接冷却液水管。
1.8导电嘴:必须定期更换导电嘴,如果你遇到送丝受阻,更换导电嘴通常就能解决问题。
1.9焊丝:A-610 需要 2 盘 15kg 焊丝,在平常的工作日,焊丝盘将被用完,并需要更换。
1.10保护气体:保护气体通常由数个钢瓶组成的歧管供气。
将数个钢瓶组成歧管供气,可以在需要更换时将单个钢瓶隔断并取下,不会中断焊接过程。
保护气体压力调节到合适值和 XG-600送丝机相连。
在操作之前,确保气体保护瓶是打开的并且气体是输送至枪头的。
A-800管道全自动内焊机1、操作规程1操作前准备:1.1检查调压器上显示管路里的气体压力为调节阀上其他压力表显示的控制气体压力(应在150-210p.s.i./1.2mpa-1.5mpa之间),打开主控制盒上的电源,使用顺时针和逆时针送气按钮使气体流过喷嘴,调整气体压力,关闭主控制盒上的电源。
1.2装入焊丝,修剪要插入焊丝盘中心的焊丝端,防止焊丝与环盘发生电接触,让焊丝顺利通过钢丝管和导电嘴,检查导电嘴与工作接触距离、焊丝角度的调整是否正常。
1.3将内焊机装入焊接的管道内,进行内焊系统的检查与调整,检查焊丝送给速度是否正常、检查涨紧器是否正常2焊接操作2.1校准工作由两个定位器操作员来完成,一个人操作主控制盒,另外一个人指挥对管工。
焊接功能及操作涉及到在管道接头之间移动内焊机,这一步骤需要由送达杆操作员及其助手来完成。
送达杆控制箱用来完成操作功能。
2.2在操作过程中,定位器操作员站在内焊系统“沟渠”一侧(顺时针那一侧),同时指挥对管工“工作”(逆时针这一侧)。
如果面向管道延伸的方向,则定位器操作员应该站在内焊系统的左手侧,指挥对管工站在右手侧。
送达杆操作员及其助手应该站在送达杆的末端。
2.3内焊系统位于管道末端,其前锥体部分突出(触须向下)。
2.4送达杆已经安装,并延伸到下一个引入的管道内,所有部件都已连接完毕。
2.5所有的需要装置正常运行以达到维持内焊机工作。
2.6所有的操作人员及其助手处在各自的责任位置2.7前端锥体气体调节阀上的压力表显示的气缸气体压力(应在210p.s.i.左右)。
2.8调节阀上其他压力表显示的控制气体压力(应在150-210p.s.i..之间)。
(如果压力低于150p.s.i.,2.9空气压力,空气源的气压大约应为210p.s.i.。
那么压力开关将会阻止对口器工作)。
2.9.1轻轻地向前推动内焊系统,只要能够使对口器升高即可。
保持BRAKE 开关处于“OFF”状态,并小心按下锥体前端的双向阀的“向前”按钮直到对口器通过管道末端。
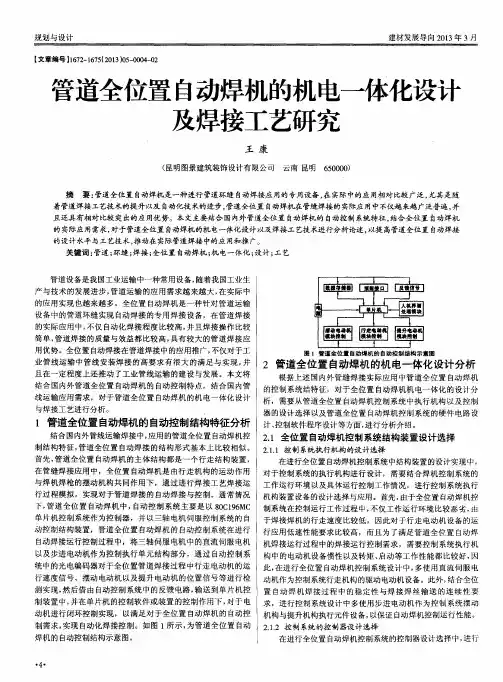
大口径长输管道单弧双丝全位置自动焊技术
王玮;张锋;赵勇强;庞亚峰
【期刊名称】《石油工程建设》
【年(卷),期】2013(039)001
【摘要】自动焊设备焊接施工速度快、效率高,操作简单,可大大降低焊工的劳动强度,但现有的自动焊技术用于管道施工中常出现焊缝未熔合缺陷,严重影响了施工质量.而单弧双丝焊技术焊接速度高、熔深熔宽大,能有效地减少焊缝未熔合缺陷.通过将TANDEM单弧双丝焊技术与现有自动焊系统进行技术融合,研制出新型的管道全位置自动焊机.文章介绍了该焊机的系统组成、全数字控制系统以及焊接工艺研究.试验结果表明,此焊机能有效解决焊接过程中未熔合等技术问题,大大提高管道全位置自动焊接的效率和质量.
【总页数】4页(P50-53)
【作者】王玮;张锋;赵勇强;庞亚峰
【作者单位】中国石油天然气管道局科技中心,河北廊坊065000;中国石油天然气管道科学研究院,河北廊坊065000;中国石油天然气管道局第三工程公司,河南中牟451450;中国石油天然气管道局第一工程公司,河北廊坊065000
【正文语种】中文
【相关文献】
1.单弧双丝管道全位置自动焊系统
2.双丝单弧预热填丝焊研究
3.大口径双焊炬管道全位置自动焊机
4.双丝单电源单弧工艺在大焊角尺寸平角焊中的应用
5.长输管道全位置自动焊技术研究
因版权原因,仅展示原文概要,查看原文内容请购买。
管道全自动单枪外焊机1 A-305操作规程1机头及轨道1.1.1机头小车依靠小车行走轮夹持于环绕管道圆周上的淬火钢带上,并围绕管道行走。
机头小车有CW(顺时针侧)焊接和CCW(逆时针侧)焊接两种。
两个小车设置互为镜像,共用一个轨道在管道两边同时焊接。
1.1.2行走电机为机头小车围绕轨道运动提供驱动力,行走速度为每分钟0~1.5m。
角摆动装置步进电机通过一个传动装置使焊枪在坡口处进行角摆运动,平摆动装置使焊枪进行平移运动,摆动速度可达每分钟240 次(当摆动宽度为12.7mm 时)。
1.2 电源适配器1.2.1电源适配器的主要功能包括:第一,对系统的各个模块进行供电。
第二,气阀控制。
第三,对模拟焊接电源、数字化电源进行控制,完成焊接要求。
第四,对焊接过程的电流、电压实时采集。
1.2.2 焊接系统是由380V 交流电转为36V 直流电源来驱动。
1.3焊丝1.3.1焊接中需要安装1 盘焊丝在焊丝控制盒内,在平常工作时,应注意焊丝的使用情况,在焊丝将要被用完时,需停止焊接,更换焊丝。
1.3.2警告:在盘上绕圈焊丝时因为焊丝有弹性,有受伤的风险。
当放入焊丝盘时,应该固定住焊丝末端避免焊丝弹出时或焊丝盘滑落时受伤。
松开焊丝盘前,确定焊丝盘的紧固螺母在位。
否则,焊丝盘可能松落引起受伤。
握住焊丝一端时要提高警惕以防危险。
因为焊丝头锋利,很容易穿入手套和皮肤。
1.4保护气体1.4.1保护气体通常由数个钢瓶组成的歧管供气。
将数个钢瓶组成歧管供气,可以在需要更换时将单个钢瓶隔断并取下,不会中断焊接过程。
保护气体压力调节到合适值,通过保护气管与电源适配器相连。
1.5机头LED 指示灯1.5.1“WELD”(焊接)灯,焊接过程中,该LED灯亮起;焊接停止时,该LED 灯熄灭。
1.5.2“COMM”(通信)灯,系统连接正常时,该LED灯常亮1.6 A-305 遥控盒操作说明1.6.1▲(方向上键) 按住此键,干伸电机向上移动。
长输管道全自动焊接技术施工分析及应用建议摘要:全自动焊接技术是指在长输管道焊接过程中采用自动化设备进行焊接的技术。
这种技术可以实现高效率、高质量的焊接,并且具有较强的环境适应性和安全性。
本文介绍了全自动焊接技术的基本原理,简要阐述了长输管道全自动焊接技术的施工问题,并对其在长输管道焊接中的应用进行了分析和探讨。
相信通过这些措施的实施,长输管道全自动焊接施工的质量和效率将得到进一步提高。
关键词:长输管道;全自动焊接;施工技术分析前言:随着工业化进程的不断推进,大型输油、输气管道的需求不断增加,长输管道全自动焊接技术的应用也越来越广泛。
然而,在实际应用中,全自动焊接还存在一些问题和挑战。
因此,在应用全自动焊接技术时,应该结合实际情况进行全面考虑和分析。
同时,应该加强对设备和材料的管理和维护,不断提高自动化程度和操作水平,以保证长输管道焊接的质量和效率。
1长输管道全自动焊接技术施工简介该设备由焊接小车,行走轨道,自动控制系统等组成。
全位式管线自动焊接,是在管线相对不动的条件下,由焊机驱动焊枪沿着导轨围绕管线壁移动,完成管线的焊接。
全自动化的焊接过程采用了自动化的控制系统,使焊接过程的质量稳定,不会受到外部环境的影响。
由于采用了机器自动化的方式,从而大大减少了对焊工的培训费用。
对于大直径、厚壁管的焊接,其焊接速度快,质量好,工效高,是其他工艺无法比拟的。
全位式自动焊机主要装备有:D5—1型焊机、管件全位式自动焊机、林肯焊机、STT半自动焊机、带有内侧对口器的内焊机、坡口机、572G吊管机、氩弧焊机、焊接遮阳罩、保温棉被、辅助工装等。
从60年代起,国外就开始将自动焊接技术运用到管道工程中,并将其用于大口径、大壁厚管道的焊接施工。
我国在西气东输项目上实现了自动化焊接技术的规模化应用。
在国外,大口径管线的建设主要采用自动化焊接,美国生产的CRC钢管在中国石油化工总厂采购了全位式自动焊接设备,并取得了较好的推广和使用效果[1]。
全自动管道焊接操作方法
全自动管道焊接是一种高效、精准的焊接方法,可以提高焊接质量和生产效率。
以下是全自动管道焊接的一般操作方法:
1. 准备工作:根据焊接要求选择合适的设备、工具和焊接材料。
检查设备和工具的状态,确保其正常运行。
2. 准备管道:清洁管道表面,去除任何污垢、油脂和氧化物。
确保管道端部平整、无毛刺。
检查管道的尺寸和焊缝线,确保其符合要求。
3. 安装焊接设备:根据焊接要求,安装好自动焊接设备,包括自动焊机、电源和控制系统。
调整设备参数,使其适应具体焊接工艺。
4. 设置焊接参数:根据管道材料、厚度和焊接要求,设置合适的焊接参数,包括焊接电流、电压、速度和电弧稳定性等。
确保参数的合理性和稳定性。
5. 开始焊接:根据焊接程序和机器人的编程,启动焊接过程。
焊接机器人自动识别焊缝位置,自动对焊接速度进行控制,实现全自动焊接。
6. 检查焊接质量:焊接完成后,对焊缝进行质量检查。
检查焊缝的外观、尺寸和无损检测结果,确保其符合要求。
7. 收尾工作:清理焊接现场,将焊接设备和工具进行维护和保养。
整理焊接记录和报告,做好焊接质量的记录和归档工作。
总结起来,全自动管道焊接的操作方法主要包括准备工作、设备安装、参数设置、起焊、质检和收尾工作等环节。
通过合理操作和严格管理,可以实现高质量、高效率的全自动管道焊接。
管道全位置⾃动焊机(磁吸式)
管道全位置⾃动焊机(磁吸式)
产品型号:PAAWM-00Aa
适⽤管径:≥DN100
性能特点:
1.全位置⾃动焊机是适⽤于长输管道或安装现场的固定焊缝填充盖⾯焊接;
2.全位置⾃动焊机是碳钢管道焊接时⽆需轨道,磁轮吸附在管⼦上⾃动爬⾏;
3.全位置⾃动焊机可以⼩车旋转速度⽆级调速;焊枪可沿管⼦轴向进⾏线性摆动;
4.全位置⾃动焊机的焊枪可沿管⼦轴向进⾏⾓度调节;焊枪可垂直于管⼦轴向进⾏⾓度调节;
5.全位置⾃动焊机的焊枪可沿管⼦径向进⾏上下距离调节;标配HiArc M500A焊接电源;
6.全位置⾃动焊机可以实芯焊丝+混合⽓体向下焊焊接,药芯焊丝+混合⽓体向上焊焊接。
7.全位置⾃动焊机可以磁吸爬⾏,⽆需轨道、⽆线摇控、参数实时调节
8.实芯焊丝向下焊接,药芯焊丝向上焊接
9.适⽤于现场焊⼝
公司⾃主研发设计⽣产的全位置⾃动管道焊接机器⼈系统,可代替⼿⼯电弧焊的焊接动作,⾃动完成焊接动作。
焊缝内在成形均匀、表⾯美观,可解决⼿⼯焊成品率低、焊接作业速度慢等问题。
注意事项:
1.⾄少每天⼀次清理⼯作场所,避免杂乱堆积,影响设备的正常运转;
2.⾄少每天⼀次检查电⽓箱、控制箱、控制盒、分线盒等是否受湿;
3.⾄少每周⼀次检查接地线完整性、限位开关⼯作正常性,以保障设备⽣产安全;
4.⾄少每周⼀次擦试设备外表⾯,确保设备外观整洁;
5.⾄少每周⼀次检查电线电缆,确保⽆线头脱落、触头磨损、线缆破损、元器件损坏现象;。
全位置管道自动焊机前言:为实现管道焊接的效率、质量,减轻操作人员的劳动强度,针对于长输管道的焊接而设计的管道对接自动焊机。
当前情况:长输管道是现代物业输送的重要手段,管道焊接时长输管道铺设的关键。
我国的许多工程有长距离、大管径、大壁厚等施工特点,单靠国内内的焊条电弧焊,工人的劳动强度大,生产效率低,施工进程十分的缓慢。
且我国的焊接工人短缺,人力资源不足。
我国的管道预制技术的专业化规范化正在发展中。
管道自动焊接已在我国开始应用,例如西气东输工程中采用英国NOREST外焊机。
传统手动焊接全位置管道自动焊接
对于大管径的管道传统手工焊接的速度一般单人每周为18min而使用全位置管道自动焊接加上先进的复合焊接技术速度一般为8min,速度有很大的提高,且大大减少的人员的劳动强度,提高了生产的效率,采用管道全自动焊接的合格率一般为98%左右,不仅效率提高了,而且焊接质量也有了大大的提高。
传统的手工焊接管道时,一般为两个人同时工作,容易受到强光的照射。
全位置自动焊机的移动方便,生产效率高,焊接质量高,对于室外焊接的适应能力强,工作的旋转空间
大等特点,对于长距离管道铺设速度有很大的提高。
设计意义:管道管网纵横交叉,日夜输送着工业的“血液(油、汽、气、水)”,管道可谓是工业的动脉。
而管道焊接是长距离管道铺设的关键,我国处于石油使用的大国,对石油、天然气的运输是个很大的问题,解决好这个问题,可以使运输的成本减少,比起用公路、铁路运输,从长远利益来看,使用管道运输,减少了对石油等能源的使用,得到了较好的环境保护。
管道焊接中使用全自动焊接,可以提高管道铺设的效率,和一次焊成的合格率,节省成本,和工人的劳动强度。