基于微小产品“风火轮”的自动控制夹具系统设计
- 格式:doc
- 大小:26.00 KB
- 文档页数:3
作品说明书项目题目基于Arduino微型控制器的新型共享单车坐垫系统的设计学校名称宁波市鄞州中学学生姓名林哲豪指导教师刘勇完成日期2017 年10 月20 日本共享单车坐垫系统基于Arduino微型控制器,该坐垫盖保护系统避免了单车由于晴天太阳暴晒带来的坐垫表面高温,雨后坐垫上的水珠和由于如今空气恶化带来的灰尘与细菌滋生。
在使用过程中用户只需要在APP上解锁自行车,保护坐垫的坐垫盖随即打开;当用户还车时,坐垫盖通过自动检测判断用户是否还在坐垫上,从而使坐垫盖关闭。
通过以上控制手段控制坐垫盖的翻合,避免了上一位用户忘关坐垫盖而对下一位用户的影响,保证了使用过程中的智能化,为用户免去了直接接触有雨滴或温度极高的坐垫盖的不便,一定程度上促进了绿色出行,为环境保护做出了贡献。
关键词:Arduino微型控制器;共享单车;绿色出行1 项目背景及意义 (1)1.1 项目背景 (1)1.2 项目意义 (2)2 系统设计分析 (3)2.1 想法检索 (3)2.2 系统方案选择 (4)2.2.1 方案一 (4)2.2.2 方案二 (4)2.2.3 方案三 (4)2.2.4 最终方案 (4)2.3 设计思路 (5)3 制作过程 (6)3.1 主要器件选择 (6)3.1.1 主控选择 (6)3.1.2 步进电机 (6)3.2 软件程序设计 (7)3.3 机械结构设计 (8)3.4 整体组装 (10)3.4.1 焊接 (10)3.4.2 组装 (10)3.5 设计中出现的问题及改动 (11)4 总结 (12)4.1 结论 (12)4.2 设计回望及展望 (13)1 项目背景及意义1.1 项目背景共享单车如今作为一种更为方便的出行工具广为普及,因其多在室外,导致其坐垫下雨时会被淋雨,夏天多被暴晒坐垫温度极高,以及空气恶化导致细菌滋生导致用户使用时十分不方便。
实例:七月中旬,江沪一带持续40度高温不下,满大街的共享单车也在烈日下被晒得白光闪闪,若是把温度计放在单车坐垫表面,发现最高温度可达60度。
2018年28期设计创新科技创新与应用Technology Innovation and Application基于微小产品“风火轮”的自动控制夹具系统设计陶丽芝,孙文涛,潘莹(深圳技师学院,广东深圳518000)某机加公司接到一大批量订单,其中要求对一核心薄壁零件“风火轮”上7个柱面与另一零件进行固定溶胶焊接,要求7个溶胶点位置精度高,熔接完成后工作面平行度达到0.10mm ,基于对该公司生产部门生产能力核算,要顺利完成此订单需每分钟溶胶8个以上产品。
为了保证7个熔点焊接精度的一致性及熔接效率,开发本系统。
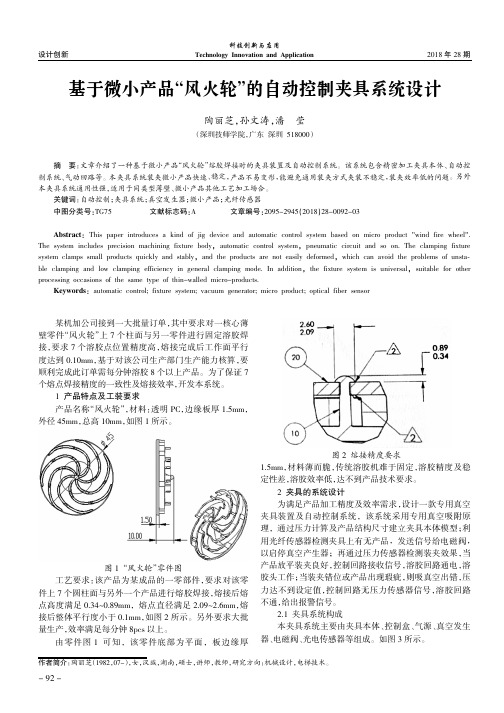
1产品特点及工装要求产品名称“风火轮”,材料:透明PC ,边缘板厚1.5mm ,外径45mm ,总高10mm ,如图1所示。
图1“风火轮”零件图工艺要求:该产品为某成品的一零部件,要求对该零件上7个圆柱面与另外一个产品进行熔胶焊接,熔接后熔点高度满足0.34~0.89mm ,熔点直径满足2.09~2.6mm ,熔接后整体平行度小于0.1mm ,如图2所示。
另外要求大批量生产,效率满足每分钟8pcs 以上。
由零件图1可知,该零件底部为平面,板边缘厚1.5mm ,材料薄而脆,传统溶胶机难于固定,溶胶精度及稳定性差,溶胶效率低,达不到产品技术要求。
2夹具的系统设计为满足产品加工精度及效率需求,设计一款专用真空夹具装置及自动控制系统,该系统采用专用真空吸附原理,通过压力计算及产品结构尺寸建立夹具本体模型;利用光纤传感器检测夹具上有无产品,发送信号给电磁阀,以启停真空产生器;再通过压力传感器检测装夹效果,当产品放平装夹良好,控制回路接收信号,溶胶回路通电,溶胶头工作;当装夹错位或产品出现瑕疵,则吸真空出错,压力达不到设定值,控制回路无压力传感器信号,溶胶回路不通,给出报警信号。
2.1夹具系统构成本夹具系统主要由夹具本体、控制盒、气源、真空发生器、电磁阀、光电传感器等组成。
如图3所示。
摘要:文章介绍了一种基于微小产品“风火轮”熔胶焊接时的夹具装置及自动控制系统。
IPS 电动独轮车产品设计报告设计艺术学院工业设计12-1班姬广会(1209540118)目录第一部分设计计划背景及进度 (4)第二部分市场调研一、消费者调查 (5)二、市场调查 (5)三、同类产品的调查 (6)第三部分、资料分析一、分析调查资料 (7)二、设计定位 (8)第四部分、设计构思一、相对电动车的改进 (10)二、初步设计构思,画草图 (11)第五部分、设计展开一、深入设计 (12)二、开展细部设计,画草图 (13)三、评价反馈 (14)第六部分、确定方案一、确定方案 (16)二、设计效果图 (17)三、三维建模 (19)第六部分、综合评价一、整理 (19)二、评价 (19)三、制作报告书 (19)第一部分设计计划背景及进度一、背景及进度在中国过去30年里发生的巨大变化中,交通方式的改变应该算是最显而易见的了。
曾经挤满自行车的城市街道上,现在却布满了大大小小的汽车。
随着经济的发展和生活水平的提高,小汽车已经成为了现在中国人出行的主要交通工具。
然而,这也造成了严重的交通拥挤,交叉路口、高速公路上汽车堵塞成为常见景观。
然而现在,从这拥堵的车辆中一种新的运输道路被“见缝插针”般开启,中国人的出行方式又在经历一场悄然转变——不用汽油,没有废气排放,没有噪音污染的电动自行车,成为了运输新革命的先驱。
环境污染、能源紧缺正日益成为我国可持续发展和建设和谐社会所必须面对的严峻课题,为了应对上述挑战,绿色、环保、节能成为当今社会流行的话题。
政府为了提高发展的质量,也积极鼓励各行业发展节能环保产品,因此,环保节能产品在当今社会充满了活力,是经济增长新的源动力。
电动车作为一种有效替代燃油汽车的绿色交通工具,无论从环保角度还是能源角度看,未来电动车都需要有一个大的发展。
第二部分市场调研一、消费者调查从1995年清华大学第一台轻型电动车面世,短短10多年时间,我国已从无到有,发展出一个全球最大的电动车工业。
统计显示,2008年中国共销售出2100万辆电动自行车,相比之下,同期内汽车的销量仅为940万辆。
![一种精密零件加工用可升降旋转的自动夹具[发明专利]](https://img.taocdn.com/s1/m/b9b9966d83d049649a665895.png)
专利名称:一种精密零件加工用可升降旋转的自动夹具专利类型:发明专利
发明人:郭瑞瑞,曹福来,张星,袁培佩
申请号:CN201911098061.5
申请日:20191108
公开号:CN110774016A
公开日:
20200211
专利内容由知识产权出版社提供
摘要:本发明涉及精密零件加工用夹具技术领域,具体是一种精密零件加工用可升降旋转的自动夹具,本发明在精密螺杆驱动升降机构上设置有液压支撑机构,通过液压支撑机构对升降台提供向上的支撑力,这样,可有效的降低精密螺杆驱动升降机构的螺纹的驱动力,降低对螺纹的损坏,有效保证螺纹驱动的精度,避免仅仅采用液压缸进行升降而精度较低的问题;本发明的液压支撑机构支撑力的大小小于重型工件的重力大小,可有效通过精密螺杆驱动升降机构来控制行程,本发明控制器构可使得液压支撑机构能够跟随精密螺杆驱动升降机构动作,使得精密螺杆驱动升降机构控制升降的驱动量,且使得液压支撑机构对升降台的支撑力大小尽可能的保持不变,提高升降精度。
申请人:许昌学院
地址:461000 河南省许昌市魏都区八一路88号
国籍:CN
代理机构:苏州拓云知识产权代理事务所(普通合伙)
代理人:李锋
更多信息请下载全文后查看。
![一种小型平动夹持器[实用新型专利]](https://img.taocdn.com/s1/m/ede874e5844769eae109ed20.png)
专利名称:一种小型平动夹持器
专利类型:实用新型专利
发明人:冯世豪,叶文驹,管贻生,陈翔,杨宇峰,朱焱行,蔡传武申请号:CN201920286185.5
申请日:20190305
公开号:CN209793771U
公开日:
20191217
专利内容由知识产权出版社提供
摘要:本实用新型涉及机器人技术领域,特别涉及舵机驱动的小型平动夹持器,包括相互扣合的顶罩和底座,所述底座内设有驱动装置,所述顶罩的两侧设有运动方向与所述驱动装置输出轴垂直的两个平动夹臂,所述底座的两侧设有带有滑槽的两个侧盖,两个所述平动夹臂可通过所述侧盖的滑槽进行相对滑动,所述驱动装置与所述顶罩之间布置有齿轮齿条传动机构和驱动架用于驱动所述平动夹臂进行滑动夹持。
本实用新型的驱动装置驱动平动夹臂通过侧盖的滑槽进行滑动,实现夹持器的水平开合,结构简单,造价便宜,重量轻,能夹持更多种类的物体。
申请人:广东工业大学
地址:510006 广东省广州市越秀区东风东路729号
国籍:CN
代理机构:广州粤高专利商标代理有限公司
代理人:林丽明
更多信息请下载全文后查看。
基于微小产品“风火轮”的自动控制夹具系统设计
文章介绍了一种基于微小产品“风火轮”熔胶焊接时的夹具装置及自动控制系统。
该系统包含精密加工夹具本体、自动控制系统、气动回路等。
本夹具系统装夹微小产品快速、稳定,产品不易变形,能避免通用装夹方式夹装不稳定,装夹效率低的问题。
另外本夹具系统通用性强,适用于同类型薄壁、微小产品其他工艺加工场合。
标签:自动控制;夹具系统;真空发生器;微小产品;光纤传感器
Abstract:This paper introduces a kind of jig device and automatic control system based on micro product “wind fire wheel”. The system includes precision machining fixture body,automatic control system,pneumatic circuit and so on. The clamping fixture system clamps small products quickly and stably,and the products are not easily deformed,which can avoid the problems of unstable clamping and low clamping efficiency in general clamping mode. In addition,the fixture system is universal,suitable for other processing occasions of the same type of thin-walled micro-products.
Keywords:automatic control;fixture system;vacuum generator;micro product;optical fiber sensor
某机加公司接到一大批量订单,其中要求对一核心薄壁零件“风火轮”上7个柱面与另一零件进行固定溶胶焊接,要求7个溶胶点位置精度高,熔接完成后工作面平行度达到0.10mm,基于对该公司生产部门生产能力核算,要顺利完成此订单需每分钟溶胶8个以上产品。
为了保证7个熔点焊接精度的一致性及熔接效率,开发本系统。
1 产品特点及工装要求
产品名称“风火轮”,材料:透明PC,边缘板厚1.5mm,外径45mm,总高10mm,如图1所示。
工艺要求:该产品为某成品的一零部件,要求对该零件上7个圆柱面与另外一个产品进行熔胶焊接,熔接后熔点高度满足0.34~0.89mm,熔点直径满足2.09~2.6mm,熔接后整体平行度小于0.1mm,如图2所示。
另外要求大批量生产,效率满足每分钟8pcs以上。
由零件图1 可知,该零件底部为平面,板边缘厚1.5mm,材料薄而脆,传统溶胶机难于固定,溶胶精度及稳定性差,溶胶效率低,达不到产品技术要求。
2 夹具的系统设计
为满足产品加工精度及效率需求,设计一款专用真空夹具装置及自动控制系统,该系统采用专用真空吸附原理,通过压力计算及产品结构尺寸建立夹具本体模型;利用光纤传感器检测夹具上有无产品,发送信号给电磁阀,以启停真空产生器;再通过压力传感器检测装夹效果,当产品放平装夹良好,控制回路接收信号,溶胶回路通电,溶胶头工作;当装夹错位或产品出现瑕疵,则吸真空出错,压力达不到设定值,控制回路无压力传感器信号,溶胶回路不通,给出报警信号。
2.1 夹具系统构成
本夹具系统主要由夹具本体、控制盒、气源、真空发生器、电磁阀、光电传感器等组成。
如图3所示。
本系统主要功能是通过控制系统控制真空发生器的工作状态,为夹具本体提供系统所需要的真空度,达到固定微小零件的目的。
其中压力传感器检测系统压力,达到设定值启动控制回路,带动真空发生器工作;真空发生器自带消声器,降低噪音;绿色指示灯亮表示系统正常,红色声光报警器包含红色指示灯盒蜂鸣器,零件放置不正确时,红色指示灯亮并报警;减压阀控制气源稳定性;开关电源为系统提供24V电源;时间继电器过滤信号干扰;夹具本体需精密加工,提供零件装夹载体,保证零件装夹精度和强度。
2.2 自动控制设计
系统控制方式分手动和自动两种,本系统采用自动控制方式,即利用光电传感器检测夹具本体上有无产品,产品放好即控制回路通电;同时压力传感器监测气路压力控制真空发生器的运行,系统真空度在设定值之下时,真空发生器开始工作,真空度达到设定值时,真空发生器停止运行。
电气原理如图4,气路原理如图5所示。
2.3 夹具结构设计
为保有一定的安全余量,预设负压表为-78kPa压力值。
为保证抽真空效率及保护产品不变形损伤,设计夹具零件座上圆周分布的6个小孔D3,并设置回路密封圈,具体结构如图7所示。
底座可将夹具任意固定在某一工作平面,防止真空腔产生与关闭时夹具本体的颤抖与移位;因产品为透明PC,光电传感器检测不到,于是选用光纤传感器检测夹具体有无产品;压块及O型圈提供系统密封真空腔;仿形加工治具采用铝合金精密加工,精准放置零件;真空气管接口用软管接至气源处,形成气路。
3 热熔机熔接步骤
(1)操作员将产品摆放于夹具上。
(2)光纤传感器检测到夹具上有产品之后,发送信号给电磁阀,启动真空发生器。
(3)电磁阀启动后,压力传感器(负压表)通电,检测回路的气压。
(4)若产品未放平,则治具与产品的结合面漏气(6个小孔面),回路的负压达不到设定值(-78kPa),负压表给出信号,红色信号灯亮,蜂鸣器发声。
操作员介入,将产品重新摆放平。
(5)若产品放平,则治具与产品的結合面紧贴,回路的负压达到设定值,系统绿灯亮,蜂鸣器不工作。
(6)系统绿灯亮,也没有听到蜂鸣器报警声时,操作员正常启动热熔机。
整个夹具系统自动完成产品位置检查及装夹,熔胶机自动完成溶胶焊接。
4 结束语
该自动控制夹具系统装夹微小产品快速、稳定,产品不易变形,能避免通用装夹方式装夹不稳定,装夹效率低的问题,热熔焊接精度一致性好。
另外本夹具系统通用性强,适用于同类型薄壁、微小产品其他工艺加工场合。
参考文献:
[1]徐克林.气动技术基础[M].重庆大学出版社,1997.
[2]SMC(中国)有限公司.现代实用气动技术[M].机械工业出版社,2004.
[3]李明,吴志勤.薄板零件机加工的夹具设计[J].电子机械工程,1999(3):53.。