ASME焊工技能评定培训
- 格式:ppt
- 大小:1.45 MB
- 文档页数:32
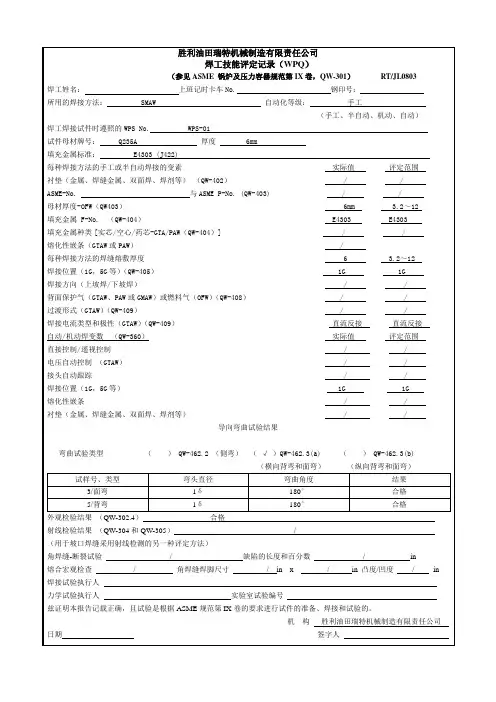
胜利油田瑞特机械制造有限责任公司
焊工技能评定记录(WPQ)
(参见ASME 锅炉及压力容器规范第IX卷,QW-301) RT/JL0803
焊工姓名: 上班记时卡车No. 钢印号:
所用的焊接方法: SMAW 自动化等级: 手工
(手工、半自动、机动、自动)
焊工焊接试件时遵照的WPS No. WPS-01
试件母材牌号: Q235A 厚度 6mm
填充金属标准: E4303 (J422)
每种焊接方法的手工或半自动焊接的变素 实际值 评定范围
衬垫(金属、焊缝金属、双面焊、焊剂等) (QW-402) / /
ASME-No. 与ASME P-No. (QW-403) / /

焊工技能评定记录
Welder Performance Qualification(WPQ)
单位名称 Conpany Name 温州镇田机械有限公司Wenzhou JHENTEN MACHINERY Co,Ltd.
评定记录编号 WPQ No: WPQ-1703-01
焊工姓名 Welder’s Name 陈志华Chengzhihua 识别号码 Stamp No: H04
遵照的WPS No:Identification of WPS Followed: WPS-1703-01 版次 Revision No. 0
■ 试件 Test coupon □ 产品焊缝 Production weld 母材标准号 Specification of base metal(s): SA-182M F304
厚度 Thickness 5mm
试验条件和评定范围
Testing Conditions and qualification Limits
焊接变素 Welding Variables(QW-350) 实际值 Actual Values 评定范围 Range Qualified

2015年焊工技能评定考试方案
1.目的:
1.1为促进员工焊接技能的提升从而提高产品的焊接质量特制定本方案。
2.范围:
2.1本方案适用与2015年车间气保焊岗位技能评定的所有人员。
3.职责:
3.1生产部负责准备考试用设备和材料及人员考试时间场地的安排。
3.2工艺部门及品保部门负责考试标准的制定,监考评分及打分。
3.3气保焊岗位员工按技能评定考试要求进行实操考试。
4.考试内容:
4.1考试内容为手操实践考试,考试项目为三项:板板对接45度斜立焊(单面焊双面成型);(具体细节参照考试项目表)
5.评分细则:
5.1三项考试项目均采用100分制,分数占比分配板板对接焊占比25%;管管对接占比25%;内法兰焊接占比50%。
5.2总体得分计算方式:总分(100分)=板的得分*25%+管的得分*25%+内法兰的得分*50%
6.工具材料设备配备:
6.1板板对接焊:
6.1.1生产部配备:焊接支架/试板/气保焊机/焊接场地/磨 光机/扁铲/防堵剂。
6.1.2考试人员自备:手持面罩,焊接劳保用品/尖嘴钳/
喷壶。
6.2管管对接焊:
6.2.1生产部配备:焊接支架/试管/气保焊机/焊接场地/
磨光机/扁铲/防堵剂/头戴面罩。
6.2.2考试人员自备:焊接劳保用品/尖嘴钳/喷壶。
7.考试要求:
7.1:考试人员如有特殊情况不能按照安排时间进行考试应提前向生产部领导请假,生产部另行安排考试时间,如无故缺考将视为自动放弃评级资格。
7.2:考试时每人只配发一套考试材料,如焊接前考试材料/设备存在缺陷可向监考人员申请更换,监考人员评定后方可给予更换。一旦进入焊接,焊接中产生的缺陷将由个人承担。
气保焊工实践操作考试项目及占比如下:
序号 项目名称及说明 考试题目 分值(100分)
项目1 板板对接焊45度斜立焊
(每人限发一对考试样件)时间(30分钟)
ASME焊接文件的编制以及焊工的考核过程
1. 当产品设计图纸完成以后,焊接工程师根据按照 ASME 规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。根据设计图纸标明的按照 ASME 规范 2001 版第 8.1 篇
(ASME SEC . Ⅷ DIV. 1 2001 EDITION) 分类的 A 类, B 类, C 类, D 类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书 (WPS) ,材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2. 焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书 (WPS
Rev. 0) 。
2.1 WPS ,以及后来的 PQR , WPQ 等等所有 ASME 文件的格式最好对照 ASME 规范
2001 版第九卷 (ASME SEC . Ⅸ ) 末尾的附录中的样表的格式, WPS 当中,必须包括对所有重要变素的描述,见 QW252-260 。
2.2 WPS 当中的变素按照 ASME 规范 2001 版第九卷 (ASME SEC . Ⅸ 2002
EDITION)QW250 的叙述。 QW252(OFW) 燃料氧气焊, QW253(SMAW) 焊条电弧焊,
QW254(SAW) 埋弧焊, QW255(GMAW and FCAW) 气体保护焊及药芯焊丝气体保护焊,
QW256(GTAW) 钨极氩弧焊, QW257(PAW) 等离子焊, QW258(ESW) 电渣焊,
QW259(EGW) 电气焊, QW260(EBW) 电子束焊。
3 .根据 ASME 规范 2001 版第 8.1 篇 (ASME SEC . Ⅷ DIV. 1 2001 EDITION) 的
UW-28 的规定,对所遵循的每一项焊接工艺作出工艺评定 (PQR) 。
3.1 焊接工艺评定的材料与设计图纸相同, SA662-C+SA662-C ; SA662-C+SM-400 。