基于IIW标准的提速客车转向架焊接构架疲劳寿命预测
- 格式:pdf
- 大小:488.84 KB
- 文档页数:6

基于IIW标准的提速客车转向架焊接构架疲劳寿命预测
谢素明;时慧焯;李娅娜;兆文忠
【期刊名称】《大连交通大学学报》
【年(卷),期】2006(027)003
【摘要】基于线路动应力测试得到的动应力谱,考虑焊接结构的特殊性,以国际焊接学会IIW标准中疲劳设计规范提供的焊接接头S-N曲线数据库为依据,利用Palmgren-Miner累积损伤法则,对某提速客车转向架焊接构架进行了疲劳寿命预测.预测结果与疲劳试验机的试验结果对比表明,基于IIW的疲劳寿命预测方法有推广价值.
【总页数】5页(P17-21)
【作者】谢素明;时慧焯;李娅娜;兆文忠
【作者单位】大连交通大学,机械工程学院,辽宁,大连,116028;大连交通大学,机械工程学院,辽宁,大连,116028;大连交通大学,机械工程学院,辽宁,大连,116028;大连交通大学,机械工程学院,辽宁,大连,116028
【正文语种】中文
【中图分类】U260.331
【相关文献】
1.基于IIW标准的塔式起重机疲劳损伤评估 [J], 马思群;谢兆聚;张鹏程;李保鑫;赵方雨;秦伟
2.基于IIW标准的露天顶锤式钻机疲劳寿命安全评估系统 [J], 陈志刚
3.基于IIW标准的C80型敞车上心盘座疲劳失效研究及改进验证 [J], 李向伟;于跃斌;于连友;兆文忠
4.提速客车转向架焊接构架应力谱的试验研究 [J], 缪龙秀;孙守光
5.基于IIW标准的露天顶锤式钻机疲劳寿命安全评估系统∗ [J], 陈志刚
因版权原因,仅展示原文概要,查看原文内容请购买。
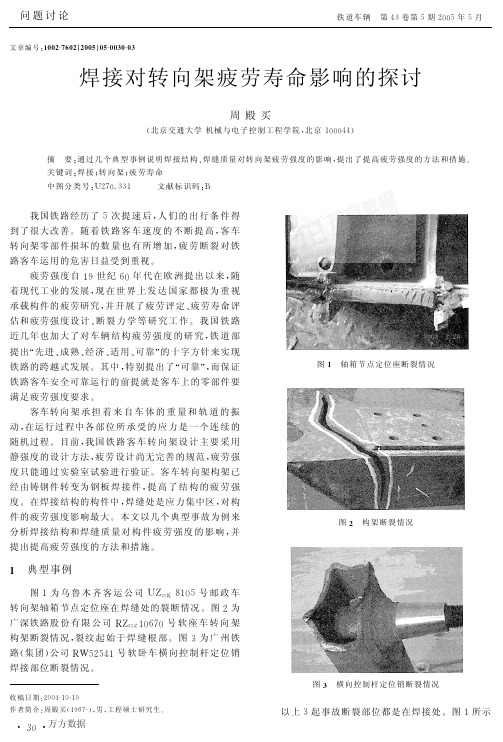
文章编号!E G G F C V M G F "F G G I #G I C G G W G C G W焊接对转向架疲劳寿命影响的探讨周殿买!北京交通大学机械与电子控制工程学院"北京2G G G ]]#摘#要!通过几个典型事例说明焊接结构$焊缝质量对转向架疲劳强度的影响"提出了提高疲劳强度的方法和措施%关键词!焊接&转向架&疲劳寿命中图分类号!R X 5G -S S 2###文献标识码!&##我国铁路经历了[次提速后!人们的出行条件得到了很大改善"随着铁路客车速度的不断提高!客车转向架零部件损坏的数量也有所增加!疲劳断裂对铁路客车运用的危害日益受到重视"疲劳强度自23世纪4G 年代在欧洲提出以来!随着现代工业的发展!现在世界上发达国家都极为重视承载构件的疲劳研究!并开展了疲劳评定#疲劳寿命评估和疲劳强度设计#断裂力学等研究工作"我国铁路近几年也加大了对车辆结构疲劳强度的研究!铁道部提出$先进#成熟#经济#适用#可靠%的十字方针来实现铁路的跨越式发展"其中!特别提出了$可靠%!而保证铁路客车安全可靠运行的前提就是客车上的零部件要满足疲劳强度要求"客车转向架承担着来自车体的重量和轨道的振动!在运行过程中各部位所承受的应力是一个连续的随机过程"目前!我国铁路客车转向架设计主要采用静强度的设计方法!疲劳设计尚无完善的规范!疲劳强度只能通过实验室试验进行验证"客车转向架构架已经由铸钢件转变为钢板焊接件!提高了结构的疲劳强度"在焊接结构的构件中!焊缝处是应力集中区!对构件的疲劳强度影响最大"本文以几个典型事故为例来分析焊接结构和焊缝质量对构件疲劳强度的影响!并提出提高疲劳强度的方法和措施"E #典型事例图2为乌鲁木齐客运公司R !X [^H 2G [号邮政车转向架轴箱节点定位座在焊缝处的裂断情况"图X 为广深铁路股份有限公司8!X [!2G 45G 号软座车转向架构架断裂情况!裂纹起始于焊缝根部"图S 为广州铁路&集团’公司8V [X []2号软卧车横向控制杆定位销焊接部位断裂情况"收稿日期(X G G ]C 2G C 2G作者简介(周殿买&2345C’!男!工程硕士研究生"图E #轴箱节点定位座断裂情况图F#构架断裂情况图W #横向控制杆定位销断裂情况以上S 起事故断裂部位都是在焊接处"图2所示)>#)问题讨论铁道车辆#第]S 卷第[期X G G [年[月#万方数据的开裂部位在焊缝处!图X 所示的开裂部位在焊趾处!图S 所示的开裂部位在热影响区"断裂的性质都是由疲劳引起的!说明构件疲劳强度的薄弱部位主要表现在焊接处"F #原因分析以转向架轴箱节点定位座断裂为例分析"转向架轴箱节点定位座主要包括底板#立板#筋板和定位块等!以上各件通过焊接方式连成一体"从结构受力分析!定位座应力最大的部位在内侧和外侧的筋板处"从图2中可以看出!轴箱节点定位座断裂的部位在定位块和筋板之间!而不是受力最大的筋板处"其原因主要有$%2&从定位座断口分析!焊缝中存在热裂纹!内侧没有焊透!在筋板处有明显的空洞!大大降低了结构的疲劳强度’%X &此处结构为单边角焊缝!焊缝本身的许用疲劳强度低’%S &此件焊接完成后未对焊缝进行打磨及消除焊接应力处理!也是使结构疲劳强度降低的原因"由于轴箱节点定位座存在以上现象!在转向架承受横向力时!必然从最薄弱的部位(((定位块与立板的焊缝处开裂"表2为文献)X *对焊接头拉伸疲劳强度的试验结果"从表2中可以看出!当未焊透深度达到%G b X ]"G b X H &#时!结构的疲劳极限只有焊透时的三分之一"图2中断裂的定位座立板厚度2G..!图样要求加工完后钝边厚度2.."X..!而实际测量工件钝边厚度为S.."]..!也就是说断裂的定位座未焊透深度在]G e 以上!属于严重的不合格件!这种焊接质量难以保证结构的疲劳强度"表E #未焊透深度对焊接头拉伸疲劳极限影响未焊透深度全焊透%G-G ["G-G 4&#%G 822"G 824&#%G 8X ]"G 8X H &#%G 8]S "G 8]4&#疲劳极限+:‘+X 4G2H 42S XH 24]##注$*为板厚"W #影响疲劳强度的因素由于转向架的结构中铸造件逐渐被取消!越来越多的构件采用钢板焊接而成"为保证客车转向架的安全运用!对焊接构件的疲劳强度研究尤为重要"下面从几个方面讨论影响焊接构件疲劳强度的因素及解决措施$%2&设计结构对疲劳强度的影响"设计结构是构件强度能否满足要求的关键!在设计时要充分考虑疲劳强度问题!并对其进行评估"通常评定结构疲劳强度的方法主要有许用应力法#应力折减系数法#结构构造细节分析法#安全系数法和断裂力学法等"应用最广的是许用应力法!例如我国铁标中给出了24:(和24:(U 钢的疲劳许用应力"%X &构件受力状态对疲劳强度的影响"由于焊缝的各向异性性质!构件的焊缝需要根据受力情况进行布置!合理的焊缝布置能有效地提高结构的疲劳强度"图X 中转向架构架下盖板承受拉应力!其横焊缝属于不合理布置!所以造成损坏"%S&焊缝尺寸对疲劳强度的影响"焊接结构选择焊缝尺寸应适当!过大的焊缝横截面尺寸反而会降低构件的疲劳强度"因为过大的焊缝有着更强烈的焊接热效应!使之产生过高的残余拉应力!从而降低疲劳强度的作用也越强"一般认为!残余应力的作用与平均应力相当!拉伸残余应力相当于一个拉伸平均应力!使疲劳强度降低"为了消除焊接残余应力!需对构件进行热处理’为了提高焊接接头的疲劳强度!可对构件进行喷丸#滚压等冷作硬化处理"%]&焊缝区金属性质的变化"焊接接头可分为S 个区$焊缝金属#热影响区#母体金属"S 个区具有不同的显微组织#残余应力和机械性质"焊缝金属具有明显的各向异性!热影响区在焊接过程中因高温引起再结晶!从而导致晶粒过大!降低疲劳强度"%[&应力集中对疲劳强度的影响"应力集中是影响焊接接头疲劳强度的主要因素之一!焊缝的凸出部是应力集中源!影响应力集中的因素有凸出部与轴线的交角#凸出部高度#过渡圆角半径#焊缝宽度等"表X 为各种焊缝疲劳强度的比较"可以看出!试件2焊缝的疲劳强度为母体金属的]G e !试件[焊缝的疲劳强度与母体金属疲劳强度相等"表F #焊缝疲劳强度的比较试件编号焊缝形式说明+G+:‘+2#端焊缝接头!焊缝直角边2k 2H G X#端焊缝接头!焊缝直角边2k X 35S #端焊缝接头!焊缝直角边2kX !经过机械加工2G X]#用盖板加强的对接焊接头35[#端焊缝接头!焊缝直角边2kS b H !经过机械加工X G G #母体金属X G G,!#,#焊接对转向架疲劳寿命影响的探讨#周殿买万方数据文章编号!E G G F C V M G F "F G G I #G I C G G W F C G XF I =型客车改装&5—FG G 型转向架的探讨刘雅秋2!娄彦君X !李#韬X"2-北京交通大学电气工程学院!北京2G G G ]]#X -长春长客轨道交通设备有限责任公司!吉林长春2S G G 4X $摘#要!根据X [^型客车转向架在运用中屡次发生险性事故的情况以及<V %X G G 型转向架安全&稳定的运行品质!提出了更换转向架的建议!并从理论上分析了在#]级检修时将X [^型客车转向架改装为<V %X G G 型转向架的可行性&经济性’关键词!客车转向架#改造#<V %X 型#<V %X G G 型中图分类号!R X 5G -S S 2###文献标识码!&E #现状及说明随着旅客列车的[次大提速!X [^型客车已经成为旅客运输的主型客车"在线运行的X [^型客车主要采用X G 3"B #<V $X #B V $24G 等型转向架"而长春客车厂生产的X [^型快速客车主要以<V $X 系列转向架为主"收稿日期%X G G ]C 22C 23作者简介%刘雅秋&2345C’!女!工程硕士研究生"##<V $X 系列转向架是在吸收#消化英国T 2G 型转向架的基础上设计而成的!构造速度为24GJ .(9"该转向架在西南交通大学进行了动力学性能试验!并经过环行道试验"自233]年投入运用!在广深线运行效果较好"233H 年批量生产!运用在提速干线上!开始进入产品成长#成熟阶段"多年来!<V $X 系列转向架运行平稳!性能良好!证明其设计是基本成功的"但在近几年的运行中也暴露出一些问题"X G G X 年S 月!乌鲁木齐铁路局及广州铁路&集团’公司连续发生<V $X &)))))))))))))))))))))))))))))))))))))))))))))))))))型转向架摇枕吊##&4’焊接缺陷对疲劳强度的影响"焊缝质量较差时会产生热裂纹#冷裂纹#未焊透#气孔和夹渣等缺陷!这些缺陷会造成严重的应力集中!从而影响构件的疲劳强度"焊接缺陷对疲劳强度的影响与缺陷的种类#尺寸#方向和位置有关!片状缺陷对疲劳强度的影响比带圆角的缺陷更严重)位于残余拉应力场的缺陷比位于压应力场的缺陷影响大)同时!不同材料具有不同的缺口敏感性!所以对焊接缺陷的评定比较困难"图2所示的断裂就是因为定位座中焊缝未焊透和存在热裂纹造成的损坏"&5’表面质量对疲劳强度的影响"为了提高焊缝的疲劳强度!可以采取打磨等机械加工的方法处理焊缝!焊缝处疲劳强度与焊缝表面粗糙度#焊角形状#尺寸等有关"但当焊缝带有严重缺陷和未焊透时!缺陷和未焊透处的应力集中比焊缝表面的应力集中更为严重!此时对焊缝表面进行机械加工是毫无意义的"因此!要通过提高表面质量来提高疲劳强度!必须以良好的焊接质量为基础"X #结论&2’在焊接构件结构已经确定的情况下!焊接质量对焊缝疲劳强度的影响非常关键"&X’需要加强技术改进!采用先进的焊接设备和焊接手段!加强对焊接操作人员的培训!减少焊接件应力集中#残余应力和焊接缺陷等"&S’加强检查手段!在构件投入运用前!采用探伤等手段发现问题并及时处理!以保证构件安全运用"&]’加强对构件使用寿命的研究!确定构件的寿命周期"参考文献!*2+#N-拉达依-焊接结构疲劳强度*:+-北京%机械工业出版社!233]-*X +#赵少卞!王忠保-抗疲劳设计$$$方法与数据*:+-北京%机械工业出版社!2335-*S +#徐#灏-疲劳强度*:+-北京%机械工业出版社!23H 2-*]+#濮良贵!纪名刚-机械设计*:+-北京%高等教育出版社!X G G X -*[+#铁道科学研究院-X [^型客车<V $X &型转向架轴箱节点定位座裂断失效分析*8+-X G G S -*4+#北京交通大学-<V $X 型转向架构架定位臂疲劳强度评估*8+-X G G S -"编辑(田玉坤$,"#,问题讨论铁道车辆#第]S 卷第[期X G G [年[月#万方数据。
提高铁路客车转向架焊接构架疲劳寿命的研究孙伟但龙孙进发发表时间:2019-07-15T16:10:09.280Z 来源:《当代电力文化》2019年第05期作者:孙伟但龙孙进发[导读] 铁路客车的转向架是客车的承载部件,也是保证铁路客车安全行驶的关键。
中车青岛四方机车车辆股份有限公司山东青岛 266000【摘要】铁路客车的转向架是客车的承载部件,也是保证铁路客车安全行驶的关键。
在转向架构架中常采用的形式是焊接构架,相对于其他形式的构架形式,焊接构架具有更小的自重。
但近年来,随着中国铁路的大提速以及载量增加等因素的影响,焊接构架不断的显现出来了许多疲劳寿命方面的问题,因此也对其疲劳寿命方面也有了更高的要求。
本文将以铁路客车转向架焊接构架为对象,对它的提高其疲劳寿命进行研究。
【关键词】转向架;焊接构架;疲劳寿命一.研究背景及其意义高速化的铁路客车能够极大的满足我国人口出行的压力以及众多货物运输的问题,同时它也是国家现代化的标志。
但是高速化的铁路客车能够带来如此众多便利的同时,伴随它的也有安全可靠性问题。
随着当今铁路客车速度的上升与运载量的不断增加,导致铁路的动态性能下降,轮轨之间的磨损现象也愈发常见。
轮轨与轮轨之间摩擦等现象使它存在出现脱轨的概率,若发生脱轨事故,将会造成非常严重的后果。
在之前的铁路客车里面,车转向架构架焊接接头显示不少的疲劳安全的问题,假设列车在工作的时候发生焊缝断裂等现象,这将对列车的行车安全造成非常大的隐患。
所以,我们进行提高铁路客车转向架焊接构架疲劳寿命的研究,这对列车的能否安全的运营是巨大的意义。
二.国内外转向架焊接构架疲劳寿命研究现状在我国高铁走出去的国家战略背景下,世界各国铁路行业的竞争也愈发激烈。
各国为提高自身的竞争实力,随之也对转向架焊接构架的疲劳寿命进行了深入研究。
此类架构焊接的疲劳可靠性主要集中于对结构寿命的预测方法、焊接接头或承载部件的寿命检测等方面,西方国家已经发展了相对全面的结构体系,而且掌握了非常多的技术成果。

轿车设计中的焊点疲劳寿命预测方法
叶远林
【期刊名称】《计算机辅助工程》
【年(卷),期】2006(015)0z1
【摘要】介绍一种焊点疲劳寿命预测的工程计算方法. 用有限元分析中的CWELD 单元模拟焊核,用壳单元模拟连接板,根据CWELD单元传递力和力矩计算焊核附近连接板和焊核周围的"结构应力";然后通过一组焊点S-N曲线估计焊点的疲劳寿命. 通过分析预测焊点疲劳寿命以及相应位置,发现白车身薄弱环节.
【总页数】4页(P189-192)
【作者】叶远林
【作者单位】奇瑞汽车有限公司,乘用车工程研究院,安徽,芜湖,241009
【正文语种】中文
【中图分类】U4
【相关文献】
1.基于有限元法的轿车车身结构及焊点疲劳寿命分析 [J], 杜中哲;朱平;何俊;韩旭
2.基于模态应力恢复的轿车发动机舱盖焊点疲劳寿命分析 [J], 梁厅;吴泽勋;孟凡亮;张林波
3.轿车设计中的焊点疲劳寿命预测方法 [J], 叶远林
4.倒装芯片封装结构中SnAgCu焊点热疲劳寿命预测方法研究 [J], 李晓延;王志升
5.一种基于平均应力强度因子的焊点疲劳寿命预测方法 [J], 宋凯;钱涛;陈涛;李光耀;袁智军
因版权原因,仅展示原文概要,查看原文内容请购买。

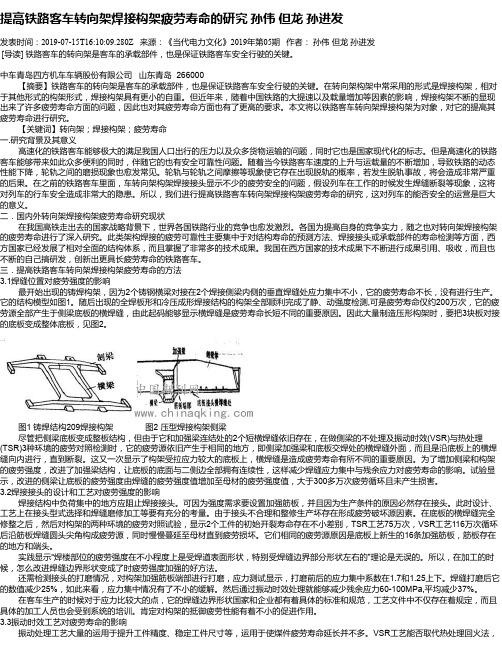
铁路车辆构架常用疲劳寿命评估方法对比研究XUE Junqian【摘要】对铁路车辆转向架构架常用疲劳寿命评估方法AAR/IIW/BS/ASME标准进行了方法原理和焊接接头S-N曲线参数研究,分别给出了不同评估方法的算法原理和工程技术应用路线过程.利用这四种疲劳寿命评估方法对工程实例某型转向架构架逐一进行了疲劳寿命计算.结果显示:BS标准算出损伤值均超过1是不符合实际的,AAR标准计算损伤值太小也与实际不符,IIW标准和ASME标准计算结果适中,但IIW标准计算结果离散度为47.92%偏大,ASME标准计算结果离散度为1.88%.即可以得出ASME标准比IIW、BS、AAR标准计算结果与疲劳试验结果更接近且一致性更好的结论.【期刊名称】《大连交通大学学报》【年(卷),期】2019(040)001【总页数】5页(P46-50)【关键词】车辆焊接构架;疲劳寿命评估;对比分析【作者】XUE Junqian【作者单位】【正文语种】中文铁路转向架构架作为主承载部件,其疲劳寿命问题直接关系到列车运行安全.然而,现阶段铁路车辆焊接构架的疲劳寿命评估出现了多种方法并存的局面,如AAR/IIW/BS/ASME标准[1-4] 等,这给工程技术人员带来了很多困惑,如选用哪种方法,哪种方法更符合实际且精度更高.针对上述问题,本文研究了这些方法内在联系和区别以及对比分析在焊接构架疲劳寿命评估上的应用,以便得出一条可以指导工程技术人员对焊接构架疲劳寿命评估方法的选择实用且可靠的结论.1 常用疲劳寿命评估方法1.1 基于AAR标准疲劳寿命评估方法AAR标准疲劳寿命评估是利用名义应力和疲劳试验数据及Miners线性累积损伤定律进行的. AAR标准的S-N曲线把大于104次循环分成两条斜率不同的直线段分别为K和K/2,其中它们的分界点为2×106次循环,如图1所示,小于104次循环的不适于此方法.如果已知K值,就可以预测部件的疲劳寿命Ni:(1)实际应用中焊接接头处用应力变化范围Sr代替Si.图1 AAR理想S-N曲线图载荷谱下每一级的循环次数为ni,则整个载荷谱下的总损伤值为:(2)若以LfL表示构件在载荷谱下测试里程数,则该构件在同等载荷线路谱可运行总里程数L为:(3)基于AAR标准的铁路车辆构架疲劳寿命评估过程是,首先建立构架的有限云模型,然后通过在模型上加载一个标定载荷得出整个构架的应力分布,然后根据载荷谱数据获得其对应的动应力谱;按标准要求将应力等效处理,求其疲劳循环特性,再根据具体待评估点的位置几何形状、焊接类型以及载荷特点,从AAR标准的构件和零件的疲劳特性表格中,选取对应的S-N曲线的参数信息,然后根据式(1)~(3)进行评估点的疲劳寿命计算.1.2 基于IIW/BS/标准疲劳寿命评估方法国际焊接协会IIW标准和英国BS标准也均是采用应力变化范围来描述S-N曲线的.IIW标准采用的是三段线表示有两个折线段和一个直线段描述如下图2,标准中对不同接头形式、载荷情况以及焊后处理等不同给出了高低不同等级(FAT)的S-N 曲线,这是等级均是对应于200万次循环下的常幅应力范围值.图2 IIW标准的S-N曲线英国BS标准采用两段线即双斜率曲线描述S-N曲线如下图3,它的疲劳等级是在1 000万次循环下的常幅应力范围值定义的,且认为应力范围再小也会对疲劳损伤有贡献,即没有像IIW标准的截止线.图3 BS标准的S-N曲线在IIW标准中,损伤比公式为:(4)式中,ΔS1和ΔS2为对应接头疲劳等级S-N曲线折线点的应力值;C1和C2为常数. 在BS标准中,损伤比公式为:(5)式中,S0为对应接头疲劳等级S-N曲线折线点的应力值;m为S-N曲线斜率.则同理可以利用式(2)和(3)计算疲劳寿命总损伤值D和运行总里程数L.基于IIW/BS标准对铁路车辆构架疲劳寿命评估过程与AAR标准的评估过程非常相似,首先要通过有限元计算或经验确定疲劳薄弱待评估点,然后要生成动应力载荷谱,如果有实测数据就可以直接通过编谱得到,如果没有应力实测数据而有载荷谱数据,就可以通过建立构架有限元模型加载一个单位标定载荷得出构架应力分布,然后根据线性转换关系由载荷谱数据转换得到应力谱数据,接着根据IIW/BS标准中接头类型细节和承载方向选出对应的S-N曲线等级和相关参数,最后根据式(4)或(5)以及式(2)和(3)求得损伤值和运行总里程数.1.3 基于ASME标准疲劳寿命评估方法1.3.1 结构应力计算大量的试验数据表明:在焊接结构中只要焊角尺寸足够及焊接质量保证,就可以断定焊接结构的疲劳破坏模式是单一固定的即焊趾处沿着板厚方向开裂.等效结构应力法中在焊趾缺口附近沿板厚度方向将焊趾处假想一个开裂截面,这个截面上应力状态表现为非线性的张力形式,将这个应力分解成3部分见图4,分别为膜应力σm,弯曲应力σb和自平衡的缺口应力σp,然而这个σp对疲劳影响已经包含在S-N曲线数据里.图4 截面内的应力分解示意将膜应力和弯曲应力之和定义为结构应力,因为它是满足平衡条件并且可以用结构力学的方法计算得到.在给定板厚以后,截面内均匀分布的膜应力按照下式计算:(6)而截面内产生的弯曲应力可以按照下式计算:(7)因此结构应力即为膜应力和弯曲应力之和:(8)1.3.2 等效结构应力的计算等效结构应力的求得是通过有限元技术利用焊缝上的节点力一定与外力平衡的条件求得,该参数引用结构应力并通过两阶段裂纹扩展模式及断裂力学原理得到,在这个基于断裂力学表达式的等效结构应力公式(14)中,不仅考虑了焊接接头板的厚度影响、载荷模式的影响,也考虑了应力集中的影响.网格不敏感的主S-N曲线法是通过采用断裂力学Paris公式推导得到的.(9)式中,参数n=2、m=3.6,该式基于断裂力学从初始小裂纹扩展到贯穿板厚t的疲劳寿命N的表达式为:(10)式(9)、(10)中,Mkn为焊趾缺口导致的应力强度因子放大系数,ΔK为应力强度因子范围:(11)I(r)为描述载荷模式效应的函数,为无量纲量:(12)那么,一旦这个无量纲的I(r)函数确定,式(10)就可以用N表示为:(13)那么,一个等效的结构应力参数就可以用在式(13)右边的两个变量t和r规范化的结构应力变化范围Δσs来定义等效结构应力参数:(14)式(14)就是等效结构应力变化范围的数学表达式,即反映出结构应力、板厚、膜应力与弯曲应力状态3个参数的影响.1.3.3 疲劳评估的主S-N曲线的确定利用等效结构应力公式,美国Battelle试验室用统计学方法对大量焊接接头疲劳试验数据进行了分析,得出可以用ΔSs表达的S-N曲线是一条范围非常狭窄的分布带,进而得出一条主S-N曲线的结论.ΔSs-N曲线方程为:ΔSs=Cd.N h(15)式中,Cd和h均为试验常数.从而很容易的得知,新定义的主S-N曲线方程与BS、IIW以及AAR标准中的名义应力的S-N曲线方程在形式上是非常类似地,但是,它是反映出焊接接头的板厚度、外载荷引起的膜应力和弯曲应力及应力集中的结构应力的综合参数,因而可以适用于任意形式的焊缝疲劳寿命评估.2 工程实例的对比分析以工程实例某型货车转向架构架作为研究对象,且选取一条结构形式和受力状态均较为复杂焊的缝进行疲劳寿命评估如下图5所示.这条焊缝在整体结构中处于弯矩作用下要承受较为复杂的三向应力状态,且在焊缝拐角顶端上方不远处还存在一个半月牙型焊缝将会加剧此处的应力集中.图5 隔板焊缝位置为了统一这四种方法对比分析,疲劳载荷谱均根据EN13749:2011标准附录G 疲劳试验大纲的要求,选取疲劳试验三阶段的垂向载荷循环谱作为外部输入条件(如表1所示)计算出每阶段的损伤值,然后根据Miner线性累积损伤原理将各个损伤值叠加求和.对构架网格离散时,分别采用单元网格大小为15 mm,60 mm 两种尺寸进行离散.表1 疲劳试验载荷谱试验阶段载荷/kN循环次数/万次第一阶段64.8600第二阶段77.76200第三阶段90.722002.1 基于AAR标准的焊接构架疲劳寿命评估首先根据表1疲劳试验载荷谱计算其动应力谱如表2,再根据标准中规定的采用迈纳尔损伤累计理论计算疲劳寿命.由AAR标准钢制构件与零件的疲劳特性对照表7.63下的零件图号7.4.1.33,查出对应接头的疲劳数据.注意表中对应200万次循环的应力变化范围23.8单位是美制ksi,要乘以6.89的系数转换MPa为单位.下面以15 mm单元尺寸为例,通过式(1)~(2)的计算得出第一阶段的损伤值为3.371 29E-07,同理可以分别求得第二阶段和三阶段损伤值为7.66E-07、3.89E-06,将上述各个损伤累加,最后得到15 mm单元尺寸总损伤值为同理求得60 mm单元尺寸的总损伤值为1.26E-06.进而可以得出基于AAR 标准的焊接结构的疲劳评估方法对同一条焊缝同一载荷谱下的寿命计算结果果离散度为74.74%,即结果离散性较大.表2 不同单元大小下疲劳试验动应力范围谱试验阶段载荷/kN单元尺寸15动应力/MPa单元尺寸60动应力/MPa第一阶段64.8035.8631.46第二阶段77.7643.0337.75第三阶段90.7250.2144.042.2 基于IIW/BS/标准焊接构架疲劳寿命评估首先根据表1疲劳试验载荷谱计算其动应力谱如上表2,再根据标准中规定的采用迈纳尔损伤累计理论计算疲劳寿命.然后根据IIW标准中抗疲劳性类别表(FAT)确定出该接头的疲劳等级FAT=80,以及在常数、常幅疲劳极限和截止极限表中查出m1=3,常数C1=1.012e12,对应的疲劳强度极限为58.9 MPa;m2=5,常数C2=3.558e15,对应的疲劳极限为32.4 MPa.单元尺寸15 mm为例说明如下,由于截止限为32.4 MPa,谱中每一个应力范围均大于32.4 MPa,因此每一级都会导致疲劳损伤.由于32.4 MPa<Δσ1<58.9 MPa,所以上式C取3.558e15,m取5,又根据式(4),故可以得出上式D1=0.100.同理可以得出D2=0.082,D3=0.179,将上述各个损伤累加,最后得到15 mm单元尺寸总损伤同理得60 mm单元尺寸的总损伤值为0.188.得出基于IIW标准的焊接结构的疲劳评估方法对同一条焊缝同一载荷谱下的寿命计算结果果离散度为47.92%,即结果离散性较大.同样BS标准中通过其表格查出接头疲劳特性数据.得出疲劳等级F2或F级,由于在类型上不容易区分就分别计算对比它们的不同,以下是F2级计算过程,由于S-N曲线折线点的应力值S0为35 MPa,且应力谱中每一级载荷均大于S0值,所以由式(5),可以得出上式D1=0.645.同理可以得出D2=0.371,D3=0.590将上述各个损伤累加,最后得到同理计算出60单元尺寸下的总损伤值为1.085.如果在接头等级F级下,15 mm和60 mm单元尺寸下的损伤值分别为2.422和1.358.可以得出以下结论:基于BS标准焊接结构的疲劳评估方法对同一条焊缝、同一载荷谱、同一疲劳等级及不同网格尺寸下的寿命计算结果果离散度分别为32.48%和43.93%;基于BS标准焊接结构的疲劳评估方法对同一条焊缝、同一载荷谱以及不同一疲劳等级且同网格尺寸下的寿命计算结果果离散度分别为50.72%和21.66%.2.3 基于ASME标准焊接构架疲劳寿命评估ASME标准焊接构件疲劳寿命评估过程,首先对构架进行网格离散后通过强度计算软件求得各个离散点的节点力,然后由上述式(6)~(15)分别由结构应力和等效结构应力,最后利用主S-N曲线求得寿命.李向伟等已经将这整套理论体系嵌套入FE-Weld计算仿真软件[6] 中去,利用此软件就可以求得焊缝处任意一点的结构应力、等效结构应力以及寿命损伤值.等效结构应力法的疲劳寿命评估同样对该局部分别采用单元尺寸为15,60 mm的网格划分,疲劳试验载荷谱也是选用表1,然后根据本文第2节的网格不敏感的结构应力法及主S-N曲线法原理进行疲劳评估,如下图6是焊缝结构应力和等效结构应力随着焊缝长度方向的变化.图6 焊缝结构应力随焊缝长度的变化曲线根据上述方法分别计算15 mm和60 mm单元网格下的累积损伤值为0.799和0.784.通过这不同网格尺寸损伤累积结果可以得知,基于等效结构应力疲劳评估方法对同一条焊缝、同一载荷谱及不同单元网格尺寸下的疲劳寿命计算结果果离散度为1.88%,即结果一致性表现的较好.文献[7] 给出的该型转向架构架产品质量检验报告:该产品在疲劳试验第一、二、三阶段结束时分别进行磁粉探伤检查,均未发现裂纹.从而可以得出:BS标准算出损伤值均超过1是不符合实际的,AAR标准计算损伤值太小也不符合实际,IIW标准和ASME标准计算结果适中,但IIW标准离散度偏大.3 结论(1)通过上述对比研究可以得出:BS标准计算出损伤值均超过1是不符合实际的,AAR标准计算损伤值太小也与实际不符,IIW标准和ASME标准计算结果适中,但IIW标准计算结果离散度为47.92%偏大,ASME标准计算结果离散度为1.88%.即可以得出ASME标准比IIW、BS、AAR标准计算结果与疲劳试验结果更接近且一致性更好的结论;(2)基于等效结构应力法的疲劳强度评估是以具有明确物理意义的等效结构应力为参数,由于它的基础是力的平衡关系,而力的平衡关系对节点的多与少是不敏感的,因此等效结构应力具有网格不敏感的性质.同时,通过引用等效结构应力这个参数后使得S-N曲线族压缩为一条窄带,故就得到了一条主S-N曲线.从而,克服了传统疲劳评估不足,保证了焊接疲劳寿命评估在工程应用上一致性和有效性;(3)ASME标准与AAR标准、IIW标准以及BS标准相比有更加明显的优势,如对关键部分有限元建模没有过多严格要求、S-N曲线更不需要人为判断选取以及结构部位的应力集中更加准确可靠地反映到计算结果中去.参考文献:【相关文献】[1] 美国铁路研究协会.AAR机务标准手册[S].美国:北美铁路协会,2011.[2] 国际焊接协会(IIW).焊接接头与部件的疲劳设计[S].[s.l.] :[s.n.] ,1996.[3] 英国钢结构协会(BSI).BS7608-1993钢结构疲劳设计与评估[S].英国:BSI,1993.[4] 美国机械工程协会(ASME).ASME锅炉与压力容器规范[S].New York:[s.n.] ,2013.[5] DONG P. The master S-N curve method, An implementation for Fatigue Evaluation of welded components in the ASME B&PV CODE[S].USA:Welding Research Council,2011. [6] 李向伟.基于主S-N曲线法的焊接结构疲劳寿命预测系统开发和关键技术[J]. 计算机辅助工程,2014, 23(4):46-52.[7] 中铁检验认证(青岛)车辆检验站有限公司.某型快捷货车转向架构架检验报告[R].青岛:青岛车辆检验有限公司,2015.。
提速客车转向架主要部件寿命预测方法探讨
刘刚;李强
【期刊名称】《铁道机车车辆》
【年(卷),期】2002(000)0z1
【摘要】对提速客车转向架主要部件寿命预测方法进行了探讨,并采用数理统计方法对现场数据进行统计处理,得到了提速客车一系减振器座的寿命分布及分布参数.【总页数】3页(P207-209)
【作者】刘刚;李强
【作者单位】铁道部运输局装备都,北京,100844;北京交通大学机电学院,北
京,100044
【正文语种】中文
【中图分类】U270.331
【相关文献】
1.基于IIW标准的提速客车转向架焊接构架疲劳寿命预测 [J], 谢素明;时慧焯;李娅娜;兆文忠
2.非提速客车转向架摇枕弹簧选配探讨 [J], 周开荣
3.提速客车转向架转臂的拓扑优化设计 [J], 谢素明;任超;高阳;兆文忠
4.既有线新型提速客车转向架方案选型的研究 [J], 卜继玲;付茂海;李芾;黄运华
5.提速客车转向架主要部件寿命预测方法探讨 [J], 刘刚;李强
因版权原因,仅展示原文概要,查看原文内容请购买。
基于动应力试验的转向架构架疲劳寿命预测
贾倩;程祖国
【期刊名称】《铁道机车车辆》
【年(卷),期】2010(030)004
【摘要】对某地铁车辆转向架的构架进行了在线动应力试验,通过试验得到了实测的应力一时间历程,根据疲劳危险点的选取原则选出几个疲劳危险测点对其进行评估,然后运用雨流法对疲劳危险测点的应力一时间历程进行循环计数后编制出二维应力谱,最后结合存活率为95%的16Mn钢试样疲劳P-S-N曲线,应用Miner线性疲劳累积损伤理论对该地铁转向架构架进行了疲劳寿命的预测.
【总页数】4页(P65-68)
【作者】贾倩;程祖国
【作者单位】同济大学,铁道与城市轨道交通研究院,上海,201804;同济大学,铁道与城市轨道交通研究院,上海,201804
【正文语种】中文
【中图分类】U273.99.331
【相关文献】
1.超声冲击技术消除转向架构架焊接残余应力试验方案分析 [J], 应之丁;高立群;范庆锋
2.基于子模型技术的转向架构架疲劳寿命预测 [J], 杨宏;王红;商跃进
3.子模型技术在转向架构架疲劳寿命预测中的应用 [J], 马思群;张国磊;陈轩;李健;陶然
4.跨坐式单轨车辆转向架构架疲劳寿命预测研究 [J], 杜子学; 马帅; 杨震; 唐飞; 李耀
5.基于多维多点虚拟激励法对转向架构架随机振动疲劳寿命预测 [J], 王腾飞;肖绯雄;贾宏宇;银豪
因版权原因,仅展示原文概要,查看原文内容请购买。
提高焊接转向架平安性能的建议提速客车转向架(CW-1(2)、206KP(WP)SW160、209HS)构架大部分都是由钢板焊接而成,对焊缝性能方面的质量要求极高。
转向架构架受到动载荷相当大,构架的损坏绝大多数是由于焊缝处的疲乏裂纹引起,因而焊缝是构架耐久性的薄弱环节。
在转向架构架的设计制造时,必需重视提高焊缝的疲乏强度。
通过对四个厂的评估发觉,目前转向架构架焊接工艺还不能完全满足设计要求,构架焊缝的质量较差,焊缝的疲乏强度普遍偏低,直接影响到构架的寿命。
就提高焊接转向架疲乏强度方面提出以下个人观点和建议:一、提高焊接构架的设计质量,降低构架的制造难度在焊接构架的设计时,工艺人员应乐观协作设计人员,使焊缝的设计更合理,焊接工艺性更好。
同时设计人员应参与焊接工艺评审和评定工作,以验证焊接工艺能否达到设计要求。
从而使焊接接头的设计和焊缝布局更趋合理。
1、构架焊缝的设计和构架焊接应留意以下几个问题:⑴应保证构架上的作用力均匀分布,避开不必要的应力集中;⑵受力大的部位和拉应力区,尽量不布置焊缝,对不行避开的焊缝应尽量布置在低应力区或受压应力区;⑶拉应力区的角焊缝应设计成双角焊缝或单边V型焊透焊缝,压应力区的焊缝设计成单边V型焊缝;⑷对截面变化较大的部位应实行较大的过渡半径,去除棱边和沟槽等,避开急剧的截面过渡;⑸侧梁、横梁设计时,应尽量削减焊缝,上、下盖板对接等焊缝,应接受为全焊透焊缝,并要注明焊缝的探伤方法和标准;⑹当不同板厚进行对接接头设计时,应对厚板部分进行削平处理,并对焊缝进行打磨处理,使焊接处圆滑过渡;⑺构架主要焊缝的表面质量要保证,要通过优化焊接工艺和焊后焊缝表面处理工艺,改善焊缝表面的几何外形,削减焊缝表面的应力集中和表面缺陷;⑻提高构架的焊缝质量,消退焊缝表面和内在的缺陷。
2、为了提高构架的疲乏强度,在焊接构架设计和构架生产时还应留意:⑴优先选用对接焊缝,尽可能少用角焊缝;⑵接受角焊缝时,最好接受双面焊缝,避开使用单面焊缝;⑶角焊缝焊接时,特殊是侧梁、横梁、摇枕等角焊缝应尽量接受船形位置进行焊接,实现抱负的凹型焊缝;上、下盖板等部位的端面焊缝,焊接时尽量接受不等腰焊缝;⑷接受带有搭接盖板的搭接接头,尽量不用偏心搭接;⑸将焊缝设计在低应力区,高应力区尽量不设计焊缝;⑹构架焊接时,应尽量降低焊缝表面的应力集中;削减构架的焊接变形和残余应力;严格把握焊接线能量,确保焊缝力学性能达到设计要求;严格执行焊接工艺,尽量削减焊接缺陷;⑺简洁产生疲乏的焊缝部位应首先焊接,以有利于焊接残余应力的释放,避开应力集中。