各国压铸铝合金标准大全
- 格式:doc
- 大小:213.50 KB
- 文档页数:3
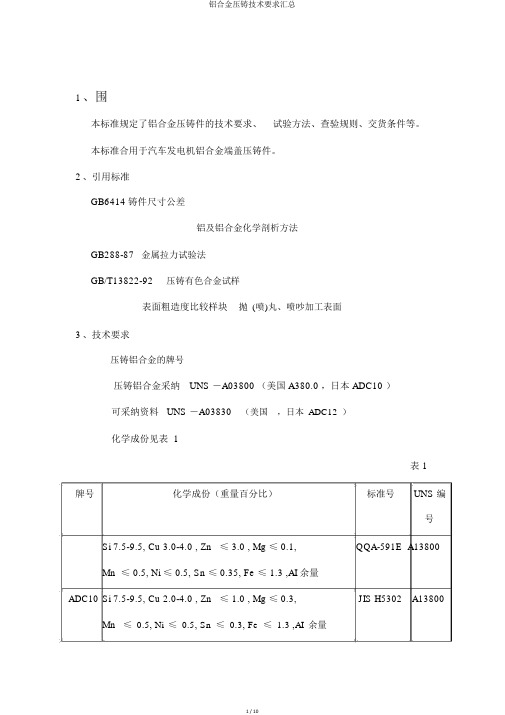
1、围本标准规定了铝合金压铸件的技术要求、试验方法、查验规则、交货条件等。
本标准合用于汽车发电机铝合金端盖压铸件。
2、引用标准GB6414 铸件尺寸公差铝及铝合金化学剖析方法GB288-87金属拉力试验法GB/T13822-92压铸有色合金试样表面粗造度比较样块抛(喷)丸、喷吵加工表面3、技术要求压铸铝合金的牌号压铸铝合金采纳UNS -A03800 (美国 A380.0 ,日本 ADC10 )可采纳资料UNS -A03830(美国,日本ADC12)化学成份见表 1表 1牌号化学成份(重量百分比)标准号UNS 编号Si 7.5-9.5, Cu 3.0-4.0 , Zn ≤ 3.0 , Mg ≤ 0.1, QQA-591E A13800 Mn ≤ 0.5, Ni ≤ 0.5, Sn ≤ 0.35, Fe ≤ 1.3 ,AI 余量ADC10 Si 7.5-9.5, Cu 2.0-4.0 , Zn ≤ 1.0 , Mg ≤ 0.3, JIS H5302 A13800 Mn≤ 0.5, Ni≤ 0.5, Sn≤ 0.3, Fe≤ 1.3 ,AI余量Si 9.5-11.5, Cu 2.0-3.0 , Zn ≤ 3.0 , Mg ≤ 0.1, QQ A03830 Mn ≤0.5, Ni ≤0.3, Sn ≤0.15, Fe ≤ 1.3 ,AI 余量A-591EADC12 Si 9.6-12, Cu 1.5-3.5 , Zn ≤ 1.0 , Mg ≤ 0.3, JIS H5302 A03830 Mn ≤0.5, Ni ≤0.5, Sn ≤ 0.3, Fe ≤ 1.3 ,AI 余量供给商可选择上述四种牌号的任何一种,如在生产过程中改换其余牌号,需从头进行样件判定。
3.1.1 回炉料使用规定回炉料分类一级回炉料:浇道、化学成份合格的废铸件,后加工次品等不含水分和油污。
二级回炉料:集渣包、坩埚底部剩料、退货废品、寄存时间长(超出 10天)的一级回炉料。




![各国铝合金牌号对照[1]](https://img.taocdn.com/s1/m/4b33ec94ccbff121dc368340.png)
表1 各国Al-Si(Mg)系铸造铝合金牌号近似对照中国GB国际标准ISO 日本JIS 俄罗斯ΓOCT欧洲标准EN 法国NF 德国DIN 英国BS 意大利UNI美国牌号代号AA SAEZAlSi7Mg ZL101 Al-Si7Mg(Fe) AC4CAЛ9(AЛ9B)AK7ENAC-42100 A-S7G ~AlSi7Mg LM25 3599 356.0323ZAlSi7MgA ZL101A Al-Si7Mg AC4CH AЛ9-1 ENAC-42100 A-S7G03AlSi7Mg(3.2371) 2L99 8024 A356.0336ZAlSi12 ZL102 Al-Si12 AC3A AЛ2ENAC-44100 A-S13AlSi12(3.2581) LM6 4514413.0B413.0305ZAlSi9Mg ZL104 ~Al-Si10Mg AC4AAЛ4(AЛ4B)AK9ENAC-43300A-S9GA-S10GAlSi9Mg(3.2373)LM9 3051 360.0309--Al-Si5 ----AlSi5Mg(3.2341)-5077 A 443.0 ---Al-Si5Fe --ENAC-45300 ---GD-AlSi5FeB443.0 ---(AlSi7Fe) -AK7 ENAC-42000 ----A444.0 ---Al-Si12Fe ADC1 ~AЛ2ENAC-47100 ~A-S12 -LM20 5079 413.0 -表2 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照中国GB国际标准ISO 日本JIS 俄罗斯ΓOCT欧洲标准EN 法国NF德国DIN英国BS意大利UNI美国牌号代号AA SAEZAlSi5Cu1Mg ZL105 Al-Si5Cu1Mg AC4D AЛ5ENAC-45300 2A-S5U AlSi5(Cu)(3.21.34)LM16 3600 355.0 322ZAlSi5Cu1MgA ZL105A --AЛ5-1 -----A355.0C355.0335ZAlSi8Cu1Mg ZL106 --AЛ32--AlSi8Cu3(3.2161)LM27 -328.0 327ZAlSi7Cu4 Zl107 Al-Si6Cu4 AC2B AK5MAГ7-4ENAC-45000 A-S5UZAlSi6Cu4(3.2151)LM21 7369/4 319.0 326ZAlSi12Cu2Mg1 ZL108 ------~LM2 6250 B332.0 328 334ZAlSi12Cu1Mg1Ni1 ZL109 -AC8A AЛ30~AK12M2NENAC-48000 A-S12UNZ260(VAR)LM13 -A332.0 321ZAlSi9Cu2Mg ZL111 ---ENAC-46200 ---354.0 ---(AlSi5Cu3) AC2A AK5M2 ENAC-45100 A-S5U3Z --7963 363.0 ---(AlSi7Cu3) --ENAC-46300 A-S7U3Z ---320.0 ---(AlSi9Cu3Zn) --ENAC-46500 A-S9U3Z (AlSi9Cu3) -4525 ----(AlSi10Cu) --ENAC-46400 --LM2 4520 383.0 ---(AlSi20CuMfNi) -AK21M2N2 ---LM29 -393.0 -。
低压压铸铝合金件标准1、压铸工艺及压铸铝合金材料常识一、压铸工艺简介压力铸造(简称压铸)是近代金属成型加工工艺中发展较快的一种少无切削的特种铸造方法。
工艺实质是在高压作用下,使液态或半液态金属以较高的速度充填压铸型型腔,并在压力下成型和凝固而获得铸件的方法。
压铸工艺的特点:高速高压是压力铸造的主要特征。
常用的工作压力为数十兆帕,填充速度约为16~80m/s,金属液填充模具型腔时间极短,约为0.01~0.2s。
与其它铸造方法相比,压铸有以下三方面优点: 1.产品质量好铸件尺寸精度高,一般相当于6~7级,甚至可达4级;表面光洁度好,一般相当于5~8级;强度和硬度较高,强度一般比砂型铸造提高25~30%,但延伸率降低约70%;尺寸稳定,互换性好;可压铸薄壁复杂的铸件。
例如,当前锌合金压铸件最小壁厚可达0.3mm;铝合金铸件可达0.5mm;最小铸出孔径为0.7mm;最小螺距为0.75mm。
2.生产效率高机器生产率高,例如国产J1113型卧式冷空压铸机平均八小时可压铸600~700次,小型热室压铸机平均每八小时可压铸3000~7000次;压铸型寿命长,一付压铸型,压铸钟合金,寿命可达几十万次,甚至上百万次;易实现机械化和自动化。
3.经济效果优良由于压铸件尺寸精确,表泛光洁等优点。
一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和工时;铸件价格便易;可以采用组合压铸以其他金属或非金属材料。
既节省装配工时又节省金属。
压铸是最先进的金属成型方法之一,是实现少切屑,无切屑的有效途径,应用很广,发展很快。
目前压铸合金不再局限于有色金属的锌、铝、鎂和铜,而且也逐渐扩大用来压铸铸铁和铸钢件。
压铸件的尺寸和重量,取决于压铸机的功率。
由于压铸机的功率不断增大,铸件形尺寸可以从几毫米到1~2m;重量可以从几克到数十公斤。
国外可压铸直径为2m,重量为50kg的铝铸件。
二、压铸合金用于生产压铸件的金属材料有多为铝合金、纯铝、锌合金、铜合金、镁合金、铅合金、锡合金等有色金属,黑色金属很少采用。
压铸铝合金牌号对照表
压铸铝合金是一种常用的金属材料,具有重量轻、强度高、导热性好等优点,广泛应用于汽车、航空航天、电子等领域。
以下是一些常见的压铸铝合金牌号及其对照表:
1. A380(ASTM B85标准):
中国标准,ADC10、ADC12。
日本标准,ADC10、ADC12。
美国标准,383.0、384.0。
2. A383(ASTM B85标准):
中国标准,ADC12。
日本标准,ADC12。
美国标准,384.0。
3. A360(ASTM B85标准):
中国标准,ADC3、ADC10Z.
日本标准,ADC3、ADC10Z.
美国标准,360.0。
4. A413(ASTM B85标准):
中国标准,ADC12。
日本标准,ADC12。
美国标准,413.0。
5. A380.1(ASTM B85标准):
中国标准,ADC10、ADC12。
日本标准,ADC10、ADC12。
美国标准,383.0、384.0。
需要注意的是,不同国家和地区对压铸铝合金的牌号命名可能会有所不同,上述对照表仅供参考。
在实际应用中,可以根据具体需求和材料性能要求选择合适的牌号。
此外,压铸铝合金还有其他牌号,如A360.0、A390.0、A413.0等,具体选择应根据材料的特性、用途和工艺要求来确定。
希望以上信息能对你有所帮助。
如有其他问题,请随时提问。