1×180平米烧结主要设备总表(业主)
- 格式:doc
- 大小:739.50 KB
- 文档页数:26
26m2烧结工程设备表
烧结工艺与设备工程名称:26m2烧结机工程-燃料破碎
烧结工艺与设备工程名称:26m2烧结机工程-配料
烧结工艺与设备工程名称:26m2烧结机工程-1#转运站
烧结工艺与设备工程名称:26m2烧结机工程-一次混合室
烧结工艺与设备
工程名称:26m2烧结机工程-2#转运站
烧结工艺与设备
工程名称:26m2烧结机工程-二次混合室
烧结工艺与设备
工程名称:26m2烧结机工程-3#转运站
烧结工艺与设备
工程名称:26m2烧结机工程-4#转运站
烧结工艺与设备
工程名称:26m2烧结机工程-烧结机室
烧结工艺与设备
工程名称:26m2烧结机工程-烧结机室
烧结工艺与设备
工程名称:26m2烧结机工程-抽风机室
烧结工艺与设备
工程名称:26m2烧结机工程-成品筛分室
烧结工艺与设备
工程名称:26m2烧结机工程-5#转运站
烧结工艺与设备
工程名称:26m2烧结机工程-返矿系统。
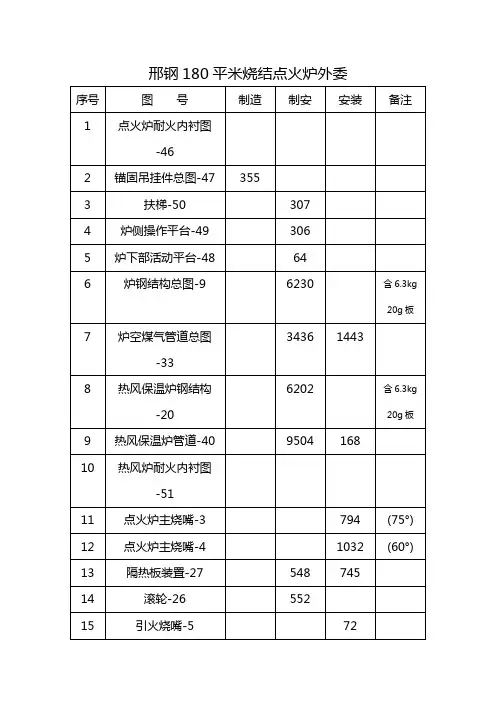
邢钢180平米烧结点火炉外委
邢钢180平米烧结机点火保温炉工程
安装施工分包合同
甲方:中冶长天国际工程有限责任公司(以下简称甲方)乙方:中国华北冶金建设公司(以下简称乙方)甲方委托乙方承担邢钢180平米烧结机点火保温炉工程安装施工分包任务。
为明确双方责任,根据《中华人民共和国合同法》和《建筑安装工程承包合同条例》,结合本工程具体情况,经双方协商一致,签订本合同,并共同遵守。
一、工程项目
(一)工程名称:邢钢180平米烧结机点火保温炉工程分包工程(二)工程地点:邢钢180平米烧结机主厂房
(三)工程范围和内容:
1.炉体钢结构及管道系统制作、安装;
2.由甲方提供的设备及备件的接收、卸车、倒运和保管。
如有
重大设计变更,以设计变更图为准,费用另计。
二、工程工期
(一)结构专业工期为20天(现场安装日期暂定2003年9月10日);炉体钢结构及管道系统制作需在此前完成。
(二)乙方施工前期制造工作必须在上述进场日期前完成,确保按时进场安装,如有变化以邢钢180平米烧结工程指挥部通知为准。
三、工程价款
(一)本合同总金额185440万元(大写:壹拾捌万伍仟肆佰肆拾元整)。
(二)具体工作内容见本合同附件
(三)本合同为固定价合同(除有重大变更外)。
四、付款方式
(一)合同生效后,甲方应在一周内按工程总费用的30%拨付进度款给乙方;
(二)结构安装阶段完工后,支付工程总费用的20%(计元);
(三)点火炉验收合格后支付验收工程总费用的45%,留5%的质保金待本工程质保期满后,一次结清余款(质保期为一年);。

RG/QF-04-1-03 180㎡烧结机工艺技术操作规程180㎡烧结机工艺技术操作规程(第二版)管理部门:技术中心受控状态:受控发放编号:RG/QF-04-1-03编制:生产技术科审核:张展雷批准:杨军林2011-12-31 发布2012-1-1实施RG/QF-04-1-03 180㎡烧结机工艺技术操作规程目录值班主任岗位..............................................2烧结工长岗位..............................................2主控工岗位................................................3燃料接收岗位..............................................5燃料破碎岗位..............................................5配料接收岗位..............................................6熔剂受料岗位..............................................7烧结配料工岗位............................................8混合机岗位................................................9制粒机岗位................................................10梭式皮带机岗位............................................11烧结工岗位................................................12单辊破碎机岗位............................................14降尘管放灰岗位............................................15带冷机岗位................................................16筛分机岗位................................................17返矿皮带机岗位............................................18成品料仓岗位..............................................19电除尘岗位................................................20主抽风机岗位..............................................21水泵岗位..................................................23天车工岗位................................................24天车抓斗岗位..............................................25皮带机运输岗位............................................26(一)值班主任岗位1.岗位职责1.1代表分厂行使组织生产的权力,积极发挥组织、指挥、协调、管理的职能,负责搞好本班的安全生产,产品质量及设备维护等工作,努力完成各项工作任务。
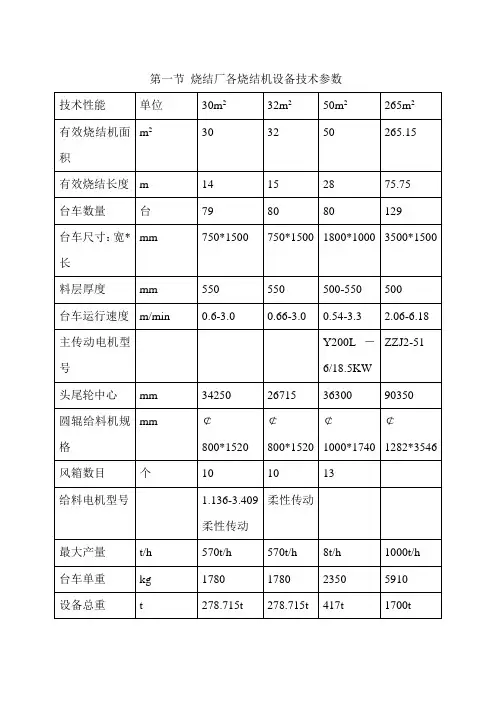
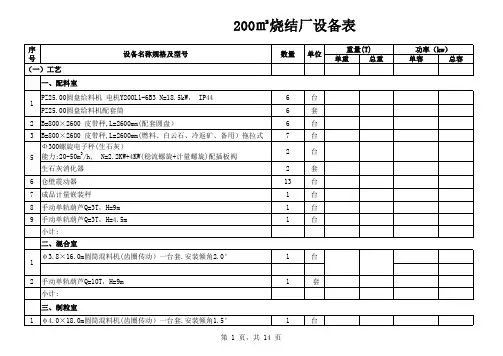
第一节烧结厂各烧结机设备技术参数第二节铺底和布料设备(一)铺底料设备规格性能铺底料矿槽,烧结厂每台烧结机有1个铺底料矿槽,每个矿槽有效容积m3,储存时间小时,每个矿槽有2台电磁振动装置,给予皮带机,由皮带机给予铺底料漏斗,给到台车上铺底料厚度40±5mm。
(二)布料设备(1s,2s,3s,4s,5s,6s)圆筒给料机规格性能(三)九辊布料器规格性能第三节煤气点火炉及高压风机一、设备名称:幕帘式多喷孔煤气点火炉二、设备技术数据1、设备台时产量50-60t/h2、设备点火炉面积S=3.6m23、设备点火温度T=1260±5℃4、设备使用温度范围 T=1150-1200℃5、烧咀前煤气压力P压力=3000-6000pa6、烧咀前空气压力P压力=2500-4000pa7、保温炉温面积S=1.62m28、烧咀燃烧数量n=32个三、煤气点火炉附属设备风机设备规格型号9-26-11№4.5A设备见机流量 3730-4792m3/n设备风机压力 P=4545pa电动机型号功率转速 Y132S2-2/7.5KW 2900r/min 技术条件 JB/T9616-1999技术标准代号 JB/T7258-94四、图纸代号查阅1、D-20010611-3 MLS幕帘式烧咀 8种2、D-20010611-4 钢梁 Q2353、D-20010611-5 钢结构 Q2354、D-20010611-6 管道结构(二)4s·DS50m2烧结机技术数据1、设备名称:长弧形低温点火炉2、设备技术性能数据(二)4SDS50m2烧结机技术数据1、设备名称:长弧形低温点火炉2、设备技术性能数据:2—1 设备合格产量2—2 设备点火炉面积S=6.39m22—3 一次点火炉温度T1=400±100( 0c )2—4 二次点火炉温度T2=800±100( 0c )2—5 热风烧结段温度T3>300( 0c )2—6 烧嘴燃烧能力250~320GJ/n2—7 烧嘴燃烧数量n=14J2—8 煤气热值Q=3.35MJ/M32—9 煤气消耗量Q消耗=3500~4480m3/n 2—10 接点处煤气压力P压力=6000~8000Pa 2—11 空气消耗量2450~3136 m3/n3、煤气点火风机技术数据:风机规格型号9-26-11No4.5A风机风量Q=368 m3/n风机压力P=4718Pa电动机型号、功率、转速YBZS2—2/ 7.5KW 2900V/min 电动机电压、电流U=380V 、I=15A技术条件JB/TP696---199P(三) 5S、6S(32PS—02sj)承平烧结机技术数据1、设备名称:多喷双斜式煤气点火炉2、设备技术性能数据:2—1 设备合格产量50~60t/n2—2 设备点火炉面积S=6.6m22—3 设备点火炉温度T1=1260±5( 0c )2—4 燃料及发热值高炉煤气33.4ANKJ/NM32—5 最大煤气消耗量Q max消耗=4000~5000m3/n 2—6 最大空气消耗量Q空气消耗=3200~4000m3/n 2—7 烧嘴前煤气压力P压力=3000~6000Pa2—8 烧嘴前空气压力P压力=3000~4000Pa2—9 保温炉保温面积S=1.62 m22—10 烧嘴燃烧数量n=12组件2—11 电动阀门控制器BFA--13、煤气点火炉附属设备风机:煤气点火风机规格型号9-26-11No4.5A-5右900煤气点火风机流量Q=4237 m3/ min煤气点火风机压力P=4545Pa电动机型号、功率、转速Y160M2—2/ 7.5KW、2900V/min 4、煤气阀门规格型号D71X—10 DG150 手动对夹式蝶式调节烧嘴空气D71X—10 DG100 手动对夹式蝶式调节烧嘴空气MQD347XF SH—06C DG=400 煤气手动蝶阀Z341W—1 DG350 手动转式调节蝶阀Z43W—1 DG50 煤气放散旋塞阀5、图纸代号查阅:5—1 煤气点炉保温炉衬32PS—B8—15—2 炉前煤气工业管道32PS—B8—15—3 炉前烧嘴12组件32PS—B8—75—4 炉前空气管道32PS—B8—35—5 煤气点火炉保钢结件32PS—B8—46、设备制造单位:安徽芜湖市汉光工业炉设备厂(四)155 m2*5活性石灰窑煤气加压风机技术数据一、煤气加压鼓风机技术数据:1、设备规格型号AM200—1.1/2.52、设备介质高炉煤气3、设备进口流量Q =200m3/n4、进口密度Qj=1.19Kg/Nm35、进口温度T=40—100 0C6、进口压力P进=11000Pa7、执行技术条件Q/JFGP6—20008、旋转角度出口角度Z=9009、电动额定功率数据N=90KW10、附属设备电动机数据:电动机型号YB280M—2电动机功率N=90KW电动机功率因素cos4=0.89电动机转速n=2970r/min电动机电压/电流I/U=167A/380VJB9594—1994烧结机检修项目及试车验收一、烧结机设备技术性能数据:a 烧结作业区一烧二烧三烧主传动减速机技术性能数据总装配图DS32—1.2b 一烧二烧三烧减速机安装技术要求:1、减速机所有零件装配前必须用煤油洗净,滚动轴承用汽油洗净。

180m2步进式烧结机工艺流程图
烧结成品仓
各岗位设备流程说明:
1、配料室1-6#含铁物料仓(混匀料、直配料),经由H106—
新配1皮带—新配2皮带—新配3皮带—直接进仓。
2、配料室7-8#燃料仓(焦粉、煤粉),经由目前的燃料熔剂
仓库3-4-5#仓—燃粗1皮带—燃细1皮带—新燃1皮带—
新燃2-3皮带—新四辊机—燃四皮带—燃5皮带—进料仓。
3、配料室9-10#白云石粉仓,经由现在的转2-1皮带—新熔
1皮带—燃5皮带—进仓。
4、配料室11-12#生石灰粉仓,粉灰灌装车直接供料。
5、配料室13-14#返矿仓,经由2550筛—返1皮带—返2皮
带—直接进仓。
6、烧结料由配料室直配,经配4—混1皮带—1次混合—混2
皮带—2次混合—混3皮带—梭式布料器—直接进烧结料
仓。
7、烧结铺底料,经由2560筛—铺1皮带—铺2皮带—直接
进铺底料仓。
8、烧结成品矿,经单辊破碎机—上环冷机—成1皮带—2550
筛—2560筛—成3皮带—成2皮带—成4皮带—成5-6
皮带—烧结成品料仓。
9、烧结机散料,经散1皮带—成1皮带。
质量体系作业文件180M2烧结机设备操作规程贵航钢铁(集团)有限责任公司180m2烧结机技术操作规程值班工长一、岗位职责1、负责本班生产组织指挥工作,保证生产正常进行,完成本班任务;2、负责对出现的产、质量差错进行分析处理;3、负责组织本班设备的点检维修、检修配合及试车验收工作;4、负责本班设备故障的联系并组织人员处理;5、负责当班生产信息对内对外的传递工作,上级部门通知、决定的下传和生产中发现问题的上报;6、负责本班生产组织的交接班工作,搞好安全文明生产。
二、工艺要求1、熟悉本车间烧结生产工艺流程,主要设备技术规格,所用原燃料特性和生产工艺参数,熟悉控制室内各控制设备的操作方法和各指示灯的作用,并能按生产工艺要求进行操作和调整。
2、生产中发生故障或出现问题,要快速、妥善处理,保证生产正常进行。
三、生产技术操作1、作业程序和方法(1)熟悉本车间所属区域内各岗位的操作规程,全面准确掌握本班人员、设备运转、原燃料供应及生产情况,合理调度,均衡生产。
(2)生产前应对是否具备生产条件进行确认。
(3)做好与生产系统的联系,保证烧结生产原燃料、水、风、电、煤气、蒸汽等的正常供应。
(4)严格执行《150m2烧结机生产岗位操作规程》,指挥各生产系统设备的开停和正常操作。
(5)开机联系:与风机房、多管除尘器、维修和厂值班人员联系,启动烧结主抽风机。
与各岗位操作工联系,由中控室集中联锁启动系统设备,通知风机房打开风门。
开机前应先启动除尘设备。
(6)停机联系:贵航钢铁集团有限责任公司根据要求选择停机方式进行停机,若长时间停机时,通知停除尘设备。
烧结主控工一、岗位职责1、严格遵守各项规章制度,完成本职工作,确保正常生产。
2、熟悉系统设备性能,正确操作设备,组织协调生产,确保完成烧结矿生产指标,满足高炉生产用料。
3、监视各系统的设备指示信号变化,生产工艺参数的变化,掌握各岗位生产动态,并及时与有关岗位联系,调整操作,保持稳定正常生产。
2010年1月份钢厂新增产线设备汇总新增产线:松汀钢铁高速线材一号线竣工投产:2010年元月24日,备受瞩目的松汀钢铁公司重点工程建设项目?D?D 高速线材1#线工程在全体干部职工的热切期盼中成功试车投产。
国内首条自主集成钢渣综合利用生产线投产:1月25日,国内首条自主集成的钢渣综合利用生产线在中冶宝钢技术服务公司工业园区建成投产。
这标志着中冶技术在改造升级钢渣资源综合利用新工艺、新技术、新设备,大力发展绿色循环经济产业上实现了新突破,也有利于宝钢的钢渣得到更好的开发利用。
宝钢1780mm热轧精轧高压水除鳞改造工程投产:12月25日,由中冶赛迪负责设备成套供货、工厂设计和软件设计的宝钢不锈钢1780mm热轧精轧机组增设机架间高压水除鳞工程施工、调试完毕,顺利投产,整条生产线恢复正常生产。
泰钢2#1700冷轧机组单体试车成功:1月17日,中冶实久承建的泰钢2#1700冷轧机组工程单体试车一次性成功。
济钢厚板生产线即将投产:从济南出入境检验检疫局获悉,济南钢铁股份有限公司总投资近50 亿元的4.3米宽厚板生产线即将于2月建成投产。
宝日汽车板新增RCL-D4重卷机组生产线试生产:由宝钢工程总承的宝日汽车板公司新增RCL-D4重卷机组生产线,经过各方的努力,于1月12日开始试生产,提前两个月完成计划目标。
山西建邦100万吨棒材工程热负荷试车一次成功:1月6日,由华冶机装分公司承建的山西建邦特钢100万吨棒材工程热负荷联动试车一次成功,顺利进入试生产阶段,按合同要求提前37天完成施工任务,甲方高度称赞华冶为“铁军”。
宜昌三峡订购两条超薄板连续退火线:宜昌三峡全通涂镀板公司授与德国SMS Siemag公司合同,为其提供两条连续退火线。
两条线将用于处理超薄板,产品电镀后用作包装材料。
退火流程及后续处理消除了带材在轧制过程中产生的应变硬化,机械性能和表面质量可完全根据需要设定。
两条线分别计划于2011年5月和6月投入运行。
敬业钢厂230烧结设备安装方案烧结工艺是将经过选矿后的铁矿或有色金属矿的精矿粉,加入石灰石等熔剂以及焦炭粉或煤粉等燃料,经燃烧、冷却制成烧结矿的过程。
烧结厂的主体设备烧结机按生产工艺流程自上而下布置在多层厂房内。
设备安装特点烧结厂设备安装的特点是:(1)烧结厂主要设备烧结机的安装,是在多层厂房内进行的,而烧结机主厂房工程在烧结厂建设中所占工期最长、工序交接最多,是烧结厂建设以及烧结设备安装中的重点。
(2)露天安装的设备较多,约占设备总重量的70%~80%,如混合机、冷却机、破碎筛分设备、除尘设备、带式输送机等,均在露天安装。
(3)大件设备较多,而这些设备部件,有的是先盖厂房后,利用桥式起重机安装,但较多的大件设备,没有利用桥式起重机安装的条件,需先将设备安装就位后,再安装厂房结构。
烧结设备安装施工方案内容一、机械设备安装(一) 成品筛分系统主要设备3090振动筛3台205吨38108振动筛3台295.5吨(二)燃烧破碎室主要设备2PG1210双辊破碎机及漏斗91.2吨Φ1210四棍破碎机及漏斗139.2吨Φ900X700四辊破碎机及漏斗26.7吨。
振动筛:3台16.5t。
概述1.1 编制依据1.1.1安钢集团冶金设计公司关于河北敬业集团2#3#230m2 烧结系统设计图纸;1.1.2中国四冶历年来大中型烧结机施工技术资料文件及安装经验积累和总结;1.1.3、国家有关施工及验收规范和标准(最新版);1.1.4、中国四冶敬业项目部作业指导书;1.1.5、中国四冶敬业项目部关于2#3#烧结机施工组织设计。
1. 2 工程概况河北敬业集团2#3#烧结工程建设地点位于敬业集团钢厂北区烧结厂区内,具体位置在1#烧结机南侧。
厂房结构为钢筋混凝土和钢结构工业厂房。
1.2.1 主要施工内容烧结主厂房内、所属的设备、管道、工艺钢结构及其它辅助设施。
并有环冷机组、混合机、烧结机、配料系统、成品矿槽、成品筛分系统、燃烧破碎室及主抽风机等所有设备、工艺钢结构、工艺管道、及附属设施。
江西九钢厂有限公司2×180m2烧结机工程机械设备安装施工方案中冶实久九钢机装项目部2008年05月25日机械设备安装方案一、编制依据1.1 中冶北方工程技术有限公司的施工兰图、技术资料及设计变更。
1.2 相关设备安装使用说明文件。
1.3 与现行施工及验收规范相配套使用的有关技术资料,质量手册和程序文件。
1.4我单位在类似安装工程上积累的经验,以及现有的技术力量和施工装备。
1.5 相应国家、行业施工及验收规范:《冶金机械设备安装工程施工验收规范—液压、气动及润滑系统》(YBJ207-85);《冶金机械设备安装工程施工验收规范—烧结设备》—YBJ213-88)《冶金机械设备安装工程施工验收规范—通用规定》—YBJ201-83)二、工程概况及施工内容2.1工程概况九钢2×180m2烧结机工程机械设备的安装是九钢三期工程的重要组成部分,也是九钢机械设备从设计、制造到投入生产的必经过程.机械设备能否最大限度的发挥其设计能力及效率,保证产品质量,降低原材料、能源等的消耗,延长设备使用寿命,在很大程度上取决于设备的安装质量。
2.2施工内容我公司承担的主要工艺设备如下:(1)燃料破碎室 1套(2)混合室 1套(3)制粒室 1套(4)成品筛分室 1套(5)成品筛分布袋除尘器 1套(6)机尾除尘 1套三、施工总体部署3.1 设备安装部署3.1.1单轨吊优先根据施工总体规划,因燃料破碎室、成品筛分室安装空间狭小,框架内的单轨吊是设备安装的关键,因此必须优先安装并调试运转。
3.1.2油库先上液压润滑系统的施工周期较长,一旦条件出来,液压润滑设备和管道先行安装,另同时为运转设备提供润滑是设备运行时的首要条件,为设备的试运转提供必要的条件。
3.1.3混合、制粒机为主我单位承担的烧结工程项目中以混合、制粒机的安装要求高,单体重量大(最重一个单件为126T),相邻设备安装以它们为中心。
因此为保证工艺的完整性,以混合、制粒机为主。
180m2 烧结机成套设备采购技术协议一.对设备及控制要求1.对设备要求1.1 设备用途及工作原理烧结机用于完成混合料的烧结作业,混匀制粒后的混合料通过梭式布料器均匀的布在混合料矿槽内,通过圆辊给料机和辊式布料器布到烧结台车上,通过调节闸门的开度和圆辊给料机的转速可以控制给料量,调整台车上料层高度,设有辅闸门调整局部料量,以保证烧结台车上料面的平整。
为保护台车,在布混合料前,在台车下部布一层铺底料。
在混合料到达风箱区域后经点火器点火燃烧,在烧结风机的作用下,混合料中固定碳自上而下燃烧,从而完成烧结作业,烧结矿成品到达尾部后卸到单辊破碎机上破碎后送到环冷机冷却。
1.2 设备主要组成烧结机由驱动装置〔柔性传动装置、电动机变频调速含编码器〕给料装置、曲线九辊布料器、台车、风箱及头尾密封、轨道、骨架、尾部装置、散料斗、灰斗、头尾密封罩、智能集中干油润滑系统、台车吊具、压力传感器等组成。
二.技术参数设备基本形式为右传动左风箱(顺料运行方向),132m2烧结机烧结机上各个部件的结构应别满足下列要求:1) 铺底料装置铺底料装置包括铺底料斗和摆动漏斗。
铺底料粒度 10~20mm,漏斗铰接安装在弯粱上,在遇大块时能向台车运行方向摆动抬起,然后通过后部的重锤自动复位,设有测重传感器检测料位。
铺底料斗及摆动漏斗均具有耐磨性,采用内焊角钢的可更换内衬。
摆动漏斗的排矿部设手动层厚调节装置,调节装置的调节位置需在台车栏板的上面,便于调节。
2) 混合料斗混合料斗设有测重传感器检测料位,带蒸气预热装置。
料斗上设置有中间主闸门和两侧辅闸门。
3) 圆辊给料机圆辊给料机的传动采用交流变频调速,辊子表面材质采用不锈钢。
4) 曲线九辊布料器九辊布料器采用曲线式,其安装角度应能保证分级布料。
辊子应有良好的刚度,电机要求变频调速,辊子材料为不锈钢,壁厚不小于 8mm,长度方向不允许拼接,减少粘料。
5) 头部星轮装置头部星轮装配在星轮体上。
齿板具有足够的强度、耐磨性和互换性。
烧结180平米烧结机试车方案组建试车协调小组1、调试期间,每天召开调试协调会,协调解决试车过程中遇到的问题。
2、各班组负责人以书面形式将试车过程发现的问题反映到调试协调组,相应专业组确认后通知安装单位人员处理。
试车条件:为保障180平米烧结机生产调试顺利进行,必须完善和检查与之有关的以下各项准备条件。
1、组织落实人员到位,熟悉岗位安全操作规程、技术操作规程,并落实相应的安全防范措施。
2、内部通讯必须畅通,关键部位如:配料、混合、烧结、环冷、电除尘风机等系统必须配有对讲机,以保证现场人员与指挥人员及时联系。
3、施工、安装完毕后,保证道路完全畅通,各生产现场清洁干净,无杂物,一切与生产无关的设施、工具、材料等都必须清理干净。
4、各通道,楼梯平台、栏杆、孔洞栏杆、楼梯等必须安全可靠,畅通无阻,对于行人易碰设施及危险部位必须挂有警示牌。
5、生产用照明等公用设施需正常、可靠,损坏的要及时修理。
6、试车前要按设备使用要求加上所需的润滑油。
7、水路、气路、全部衔接到位,电器控制部分保证控制准确无误,各仪表灵活好用,数据准确无误。
8、试车现场配备检修人员,可及时处理试车过程发现的问题。
试车流程1、目的与任务全面检查工艺设计与设备安装是否满足负荷生产要求。
2、试车流程第一步:检查供水系统,确保各个接头,阀门无漏水现象,确保供水量充足,冷却水压力达到设备使用要求。
第二步:单个设备试运行(普通设备平稳运行8小时、重要设备平稳运行24小时)并做相应的检测,做好数据记录,确认安装合格并验收。
第三步:待所有设备验收后,进行局部联动试车、整体联动试车(对开、停机进行集中联动操作)第四步:整体联动试车验收后进行冷负荷联动试车。
第五步:进行热负荷试生产。
烧结系统冷负荷试车具体方案1、整套设备联动试车结束,对局部设备进行整改验收后,由烧结工段接手设备并安排岗位操作人员进一步对设备进行开、停机操作,并不间断运行磨合设备。
2、由原料工段配合组织拖运200吨左右的烧结落地矿到场地,做180平米烧结机冷负荷试车原料。