机械加工精度(完整版)
- 格式:ppt
- 大小:1.99 MB
- 文档页数:45
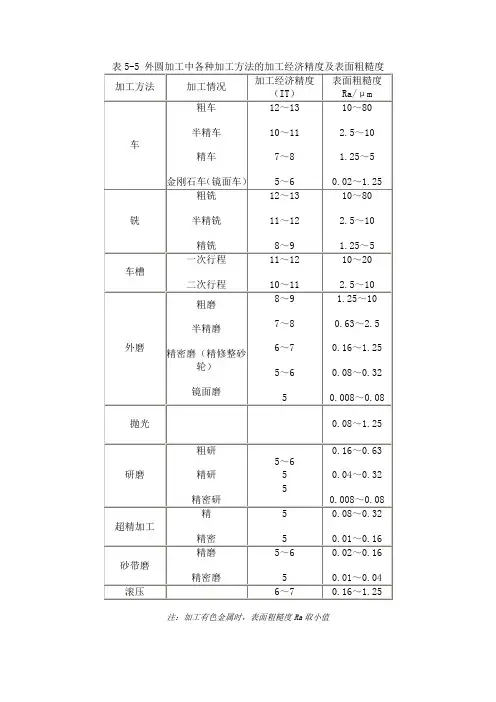
各种机械加工方法的加工精度
机械加工方法是指利用机床和切削工具对金属、合金、塑料等材料进行切削、锻造、焊接、抛光等操作,以达到工件设计尺寸、形状和表面粗糙度要求的一系列工艺过程。
不同的机械加工方法有着不同的加工精度,下面将对常见的几种机械加工方法的加工精度进行详细介绍。
1.车、铣、刨、磨加工:
车、铣、刨、磨加工是最常见的机械加工方法之一,其加工精度通常可达到0.01mm级别。
其中,精度最高的是磨加工,其加工精度可达到0.001mm级别。
而车、铣、刨加工的加工精度相对较低,通常在0.01mm 至0.015mm之间。
2.钻削加工:
钻削加工是通过钻头旋转和轴向进给运动,以及工件的切削超前量来进行的。
其加工精度一般可达到0.02mm级别。
3.线切割加工:
线切割是利用金属丝或者金刚线经过电火花腐蚀加工,从而将工件切割成所需形状的加工方法。
其加工精度可达到0.005mm级别。
4.电火花加工:
电火花加工是利用放电现象进行切削的一种加工方法,其加工精度可达到0.001mm级别。
5.冲压加工:
冲压加工是通过冲床对金属板材进行冲裁、弯曲、深冲等形变加工的方法。
其加工精度一般在0.05mm至0.1mm之间。
6.锻造加工:
锻造加工是通过加热和机械力的作用,改变金属原始形状并获得所需形状的一种加工方法。
其加工精度通常为0.2mm至0.5mm之间。
7.激光加工:
激光加工是利用激光束对工件进行切割、焊接等加工的方法。
其加工精度通常可以达到0.01mm级别。

切削液、可以防锈60天的切削切削液爱达威尔切削液更多>>推荐博文转载分类:机械知识标签:表面光洁度表面粗糙度平均值杂谈此处有很多机械相关的书本或教材,不错的/ponderman一.表面光洁度是表面粗糙度的旧标准;它们的对应关系:表面光洁度14级=Ra 0.012表面光洁度13级=Ra 0.025表面光洁度12级=Ra 0.050表面光洁度11级=Ra 0.1表面光洁度10级=Ra 0.2表面光洁度9级=Ra 0.4表面光洁度8级=Ra 0.8表面光洁度7级=Ra 1.6表面光洁度6级=Ra 3.2表面光洁度5级=Ra 6.3表面光洁度4级=Ra 12.5表面光洁度3级=Ra 25表面光洁度2级=Ra 50表面光洁度1级=Ra 100以上表面粗糙度单位均为μm,即微米=10^-6米。
参考资料:《技术制图》国家标准应用指南表面光洁度是老标准的叫法,后来改叫表面粗糙度。
微米工业叫μ1毫米=10丝1丝=10μm二.标准编号GB/T 1031-1995标准名称表面粗糙度参数及其数值1、一般车床的加工精度可达IT8~IT7,表面粗糙度为Ra25~Ra1.6.2、钻床用于钻孔加工精度可达IT13~IT11,表面粗糙度Ra80~Ra20;用于扩孔精度达IT10,表面粗糙度Ra10~Ra5.;用于铰孔精度可达IT7,表面粗糙度Ra5~ra1.25。
3、铣床加工精度一般为IT9~IT8,表面粗糙度为Ra6.3~Ra1.6.4、刨床加工精度为IT9~IT8,表面粗糙度为Ra25~Ra1.6.5、磨床加工精度一般为IT6~IT5,表面粗糙度为Ra0.8~Ra0.1.三.机械制图时我们标注的表面粗糙度是Ra还是Rz?Ra !Ra 是在取样长度内,轮廓偏距绝对值的算术平均值Rz 是在取样长度内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和Ry 是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离为什么是Ra呢?是因为平均值好测量吧四.表面粗糙度高低怎么分?比如1.6和3.2谁高差几级?还有通常图纸上技术要求写些什么内容?表面粗糙度值越高,表面越粗糙.1.6比3.2的精度高一级.常用的表面精糙度值有:0.012、0.025 、0.05、0.1、0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50,单位微米.机械图纸上常有:形位公差和表面处理等内容.1.6高一些它的意思是“表面最高点与最低点的平均值差1.6μm”“3.2”是精车、精铣后的结果,只是精的效果不是非常好。
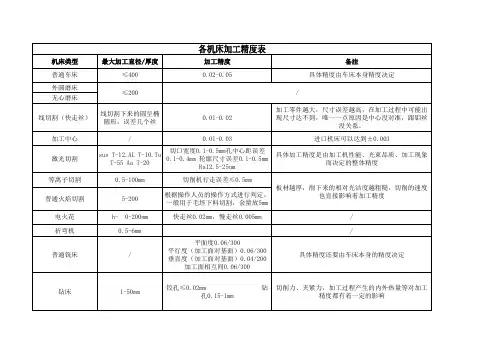
各机床加工精度表
机床类型
最大加工直径/厚度加工精度备注普通车床
≤4000.02-0.05具体精度由车床本身精度决定外圆磨床
≤200/无心磨床
线切割(快走丝)
线切割下来的圆呈椭圆形,误差几个丝0.01-0.02加工零件越大,尺寸误差越高,在加工过程中可能出现尺寸达不到,唯一一点原因是中心没对准,跟钼丝没关系。
加工中心
/0.01-0.03进口机床可以达到±0.003激光切割
sus T-12.AL T-10.Tu T-55 Aa T-20切口宽度0.1-0.5mm孔中心距误差0.1-0.4mm 轮廓尺寸误差0.1-0.5mm Ra12.5-25um 具体加工精度是由加工机性能、光束品质、加工现象而决定的整体精度等离子切割
0.5-100mm 切削机行走误差≤0.5mm 板材越厚,削下来的相对光洁度越粗糙,切削的速度也直接影响着加工精度普通火焰切割
5-200根据操作人员的操作方式进行判定,一般用于毛坯下料切割,余量放5mm 电火花
h- 0-200mm 快走丝0.02mm,慢走丝0.005mm /折弯机 0.5-6mm
/普通铣床/平面度0.06/300 平行度(加工面对基面)0.06/300 垂直度(加工面对基面)0.04/200
加工面相互间0.06/300 具体精度还要由车床本身的精度决定钻床1-50mm 铰孔≤0.02mm 钻
孔0.15-1mm 切削力、夹紧力,加工过程产生的内外热量等对加工
精度都有着一定的影响。