螺纹的公差与检测
- 格式:doc
- 大小:52.00 KB
- 文档页数:3
![螺纹的检测方法_公差配合与测量技术_[共3页]](https://uimg.taocdn.com/b54fa453b9d528ea81c779de.webp)
项目四 典型零件主要参数精度检测| 211 | 公差位置H 或h 所确定的最大实体牙型。
四、螺纹的检测方法螺纹的检测方法有两种,即综合检验和单项测量。
1.螺纹的综合检验(GB/T 3934—2003)综合检验是指同时检验螺纹的几个参数,采用螺纹极限量规来检验内、外螺纹的合格性。
即按螺纹的最大实体牙型做成通端螺纹量规,以检验螺纹的旋合性;再按螺纹中径的最小实体尺寸做成止端螺纹量规,以控制螺纹联接的可靠性,从而保证螺纹结合件的互换性。
螺纹综合检验只能评定内、外螺纹的合格性,不能测出实际参数的具体数值,但检验效率高,适用于批量生产的中等精度的螺纹。
(1)用螺纹工作量规检验外螺纹。
车间生产中,检验螺纹所用的量规称为螺纹工作量规。
图4-9所示的是检验外螺纹大径用的光滑卡规和检验外螺纹用的螺纹环规。
这些量规都有通规和止规,它们的检验项目如下。
图4-9 环规检验外螺纹① 通端螺纹工作环规(T )。
主要用来检验外螺纹作用中径(d 2作用),其次是控制外螺纹小径的最大极限尺寸(d 1max ),属于综合检验。
因此,通端螺纹工作环规应有完整的牙型,其长度等于被检螺纹的旋合长度。
合格的外螺纹都应被通端螺纹工作环规顺利地旋入,这样就保证了外螺纹的作用中径未超出最大实体牙型的中径,即d 2作用<d 2max 。
同时,外螺纹的小径也不超出它的最大极限尺寸。
② 止端螺纹工作环规(Z )。
只用来检验外螺纹单一中径这个参数。
为了尽量减少螺距误差和牙型半角误差的影响,必须使它的中径部位与被检验的外螺纹接触,因此止端螺纹工作环规的牙型做成截短的不完整的牙型,并将止端螺纹工作环规的长缩短到2~3.5牙。
合格的外螺纹不应完全通过止端螺纹工作环规,但仍允许旋合一部分。
具体规定是:对小于或等于4牙的外螺纹,止端螺纹工作环规的旋合量不得多于2牙;对于大于4牙的外螺纹,止端螺纹工作环规的旋合量不得多于3.5牙。
这些没有完全通过止端螺纹工作环规的外螺纹,说明它的单一中径没有超出最小实体牙型的中径,即d 2单一>d 2min 。
第9章螺纹公差及检测9.1 普通螺纹的基本牙型和主要几何参数9.1.1 普通螺纹的基本牙型螺纹牙型是指在通过螺纹轴线的剖面上的螺纹轮廓形状,它由牙顶、牙底以及两牙侧构成。
将原始三角形(等边三角形)按规定的削平高度,截去顶部和底部所形成的螺纹牙型,称为基本牙型,如图9–1中粗实线所示。
该牙型具有螺纹的基本尺寸。
9.1.2 普通螺纹的主要几何参数由图9–1可见,普通螺纹的主要几何参数主要有:1. 大径D、d(major diameter)大径是与外螺纹牙顶或内螺纹牙底相重合的假想圆柱的直径。
大径是内、外螺纹的公称直径(代表螺纹尺寸的直径)。
相互结合的普通螺纹,内、外螺纹大径的基本尺寸是相等的。
2. 小径D1、d1(minor diameter)小径是与外螺纹牙底或内螺纹牙顶相重合的假想圆柱的直径。
相互结合的普通螺纹,内、外螺纹小径的基本尺寸也是相等的。
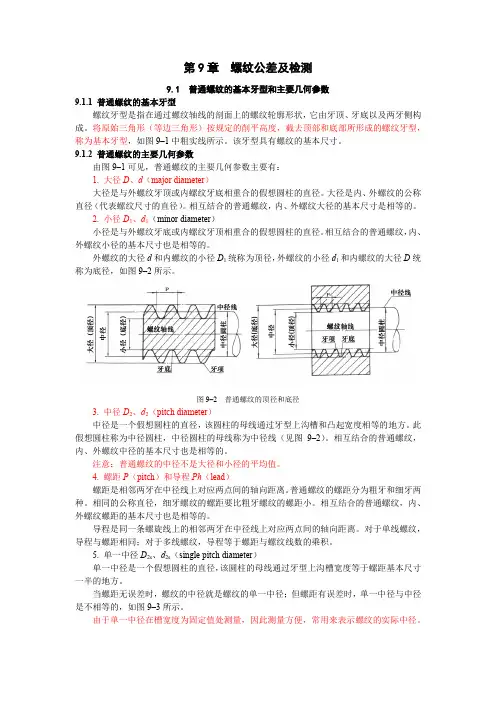
外螺纹的大径d和内螺纹的小径D1统称为顶径,外螺纹的小径d1和内螺纹的大径D统称为底径,如图9–2所示。
图9–2 普通螺纹的顶径和底径3. 中径D2、d2(pitch diameter)中径是一个假想圆柱的直径,该圆柱的母线通过牙型上沟槽和凸起宽度相等的地方。
此假想圆柱称为中径圆柱,中径圆柱的母线称为中径线(见图9–2)。
相互结合的普通螺纹,内、外螺纹中径的基本尺寸也是相等的。
注意:普通螺纹的中径不是大径和小径的平均值。
4. 螺距P(pitch)和导程Ph(lead)螺距是相邻两牙在中径线上对应两点间的轴向距离。
普通螺纹的螺距分为粗牙和细牙两种。
相同的公称直径,细牙螺纹的螺距要比粗牙螺纹的螺距小。
相互结合的普通螺纹,内、外螺纹螺距的基本尺寸也是相等的。
导程是同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离。
对于单线螺纹,导程与螺距相同;对于多线螺纹,导程等于螺距与螺纹线数的乘积。
5. 单一中径D2s、d2s(single pitch diameter)单一中径是一个假想圆柱的直径,该圆柱的母线通过牙型上沟槽宽度等于螺距基本尺寸一半的地方。



9 圆柱螺纹公差与检测一、判断题1、螺纹中径是指螺纹大径和小径的平均值。
(×)2、对于普通螺纹,所谓中径合格,就是指单一中径、牙侧角和螺距都是合格的。
(×)3、螺纹的单一中径不超出中径公差带,则该螺纹的中径一定合格。
(×)4、内螺纹的作用中径不大于其单一中径。
(×)5、中径和顶径公差带不相同的两种螺纹,螺纹精度等级却可能相同。
(√)6、螺纹中径是影响螺纹互换性的主要参数。
(√)7、普通螺纹的配合精度与公差等级和旋合长度有关。
(√)8、国标对普通螺纹除规定中径公差外,还规定了螺距公差和牙型半角公差。
(×)9、当螺距无误差时,螺纹的单一中径等于实际中径。
(√)10、作用中径反映了实际螺纹的中径偏差、螺距偏差和牙侧角偏差的综合作用。
(√)11、普通螺纹精度标准对直径、螺距、半角规定了公差。
(×)30.螺纹中径是影响螺纹互换性的主要参数。
(√)31.普通螺纹的配合精度与公差等级和旋合长度有关。
(√)32.国标对普通螺纹除规定中径公差外,还规定了螺距公差和牙型半角公差。
(×)33.当螺距无误差时,螺纹的单一中径等于实际中径。
(√)34.作用中径反映了实际螺纹的中径偏差、螺距偏差和牙型半角偏差的综合作用。
(√)35.普通螺纹精度标准对直径、螺距、半角规定了公差。
(×)二、选择题1、普通内螺纹最大实体牙型的中径用来控制( A )。
A、作用中径B、单一中径C、螺距误差D、牙侧角偏差2、可以用普通螺纹中径公差限制( A、B、E )A、螺纹累积误差B、牙型半角误差C、大径误差D、小径误差E、中径误差3、某一螺纹标注为M20-5g6g-S ,其中,20指的是螺纹的(A)。
A.大径 B.中径 C.小径 D.单一中径4、普通螺纹的基本偏差是(B、C)A、ESB、EIC、esD、ei5、国家标准对内、外螺纹规定了(A、B)A、中径公差B、顶径公差C、底径公差6、图样上标注内、外螺纹的标记为M30ⅹ2—5H6H/5g6g,则外螺纹中径公差带代号为(C)。
第九章螺纹结合的公差与检测
※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※
本次课内容:
1. 螺纹中径合格性的判断原则;
2.螺纹的基本偏差;
3.螺纹公差带组合及选用原则;
4. 螺纹的标注;
5.小结。
要求熟练掌握的重点内容:
1.普通螺纹的基本牙型及几何参数(自学)
2. 作用中径的概念;
3. 螺纹的基本偏差;
4.螺纹的标注
本次课难点:
作用中径的概念。
本次课教学方法:
1.课堂教学时将自学内容简要讲授;
2.以多媒体为主要教学手段。
课外作业:习题:9-6。
备注:
1 .自学内容一定要在本次课之前布置。
2. 教具(螺纹量规)。
※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※
具体内容的详细教案如下:(加黑字表示板书内容或应有板书的地方)
第一节概述
一、螺纹的分类及使用要求(自学)二、普通螺纹的基本牙型及几何参数(自学)
三、螺纹中径合格性的判断原则
1.作用中径的概念
螺纹旋合时真正起作用的尺寸已不单纯是螺纹的实际中径,而是螺纹实际中径与螺距误差、牙型半角误差的中径补偿值所综合形成的尺寸,这个在螺纹旋合时真正起作用的尺寸,称为螺纹的作用中径(D2m或d2m)。
螺纹的作用中径是在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径。
该假想螺纹
具有基本牙型的螺距、牙型半角和牙型高度,并在牙顶和牙底留有间隙,以保证不与实际螺纹的大小
径发生干涉。
2.作用中径的计算(自学)
3.中径合格性判断原则
作用中径的大小影响可旋合性,实际中径的大小影响联接可靠性。
国标规定中径合格性判断原则
应遵循泰勒原则,即用外螺纹中径的最小极限尺寸和内 螺纹中径的最大极限尺寸来控制实际中径;用
外螺纹中径的最大极限尺寸和内螺纹中径的最小极限尺寸来控制作用中径。
根据中径合格性判断原则,合格的螺纹应满足下列关系式:
对于外螺纹 d 2m ≤d 2max 对于内螺纹 D 2m ≥D 2min
d 2a ≥d 2min D 2a ≤D 2max
第二节 普通螺纹的公差与配合
螺纹配合由内外螺纹公差带组合而成,国家标准《普通螺纹 公差》GB/T197-2003将普通螺纹
公差带的两个要素 公差带的大小即公差等级和公差带位置即基本偏差进行标准化,组成各种螺
纹公差带。
考虑到旋合长度对螺纹精度的影响,由螺纹公差带与旋合长度构成螺纹精度,形成了较为
完整的螺纹公差体系。
一、螺纹的公差等级
从上述作用中径的概念和中径合格性判断原则可知,不需要规定螺距、牙型半角公差,只规定中
径公差就可综合控制它们对互换性的影响,所以国家标准:
只对
中径
规定了公差
顶径(外螺纹大径和内螺纹小径)。
内外螺纹的公差等级见教材表9-1(见课件)。
其中6级是基本级。
3级公差值最小,精度最高;9
级精度最低。
由于底径(内螺纹大径D 和外螺纹小径d 1)在加工时和中径一起由刀具切出,其尺寸由刀具保证,
因此国标没有规定具体公差等级,而是规定内外螺纹牙底实际轮廓不得超过按基本偏差所确定的最大
实体牙型,以保证旋合时不发生干涉。
二、螺纹的基本偏差
1.基本偏差
公差带位置是指公差带相对其零线的位置,它是由基本偏差确定的。
螺纹公差带的基本偏差是指
靠近零线最近的那个极限偏差。
内螺纹的基本偏差为下偏差EI ,外螺纹的基本偏差为上偏差es 。
根据
公式T =ES (es )-EI (ei ),即可求出另外一个偏差。
考虑到使用要求的不同,标准规定:
内螺纹的基本偏差有两种
G H
外螺纹的基本偏差规定有四种:
e
f g
h
H 和h 的基本偏差为零,G 的基本偏差为正,e 、f 、g 的基本偏差为负。
各偏差的数值见教材表
9-2
公差带在零线之上,基本偏差为EI 。
见教材图9-3a 、9-3b 所示(见课件)。
公差带在零线之下,基本偏差为es 。
见教材图9-4a 、图9-4b (见课件)。
2.普通螺纹的公差代号
由表示公差等级的数字和基本偏差的字母组成,如6h、6G等,与一般尺寸公差带符号不同,其公差等级数字在前,基本偏差代号在后。
三、螺纹公差带组合及选用原则
1.螺纹的推荐公差带及其选用原则
为了在生产中减少刀具和量具的规格和种类,国家标准对内、外螺纹各规定了既能满足生产需要,数量又有限的推荐公差带,如教材表9-4所示。
(见课件)
推荐公差带的优先选择顺序为:带“*”的公差带、不带“*”的公差带、括号内公差带。
带方框的公差带及带“*”的公差带用于大量生产的紧固件螺纹。
2.螺纹精度及其选用(自学)3.配合和基本偏差的确定(自学)4.旋合长度的确定(自学)
五、螺纹标记
完整的螺纹标记由螺纹代号、螺纹公差带代号和螺纹旋合长度代号组成。
螺纹公差带代
号包括中径公差带代号和顶径(外螺纹大径和内螺纹小径)公差带代号。
对于细牙螺纹还应标注出螺距。
左旋螺纹应在旋合长度代号之后标注旋向代号“LH”,右旋螺纹不标注旋向。
例如:外螺纹:M 10 - 5g 6g (中等旋合长度)
内螺纹: M 10 × 1 - 6H -L—LH
注:讲标注时,要对下面情况作说明:
在下列情况下,中等精度螺纹不标注其公差带代号。
注:用课件显示。
第三节螺纹测量
根据需要,螺纹检测可分为综合测量和单项测量两类。
一、综合测量
注:用螺纹量规教具和下图进行讲解。
二、单项测量(实验教学)
第四节梯形螺纹公差简介(自学)
本章小结(见课件)
应小结如下内容:
1. 普通螺纹小结
(1)普通螺纹的主要术语和几何参数有:基本牙型、大径(D、d)、小径(D1、d1)、中径(D2、d2)、作用中径、单一中径(D2a、d2a)、实际中径、螺距(P)、牙型角(α)与牙型半角(α/2)、螺纹旋合长度。
(2)作用中径的概念及中径合格条件
(3)普通螺纹公差等级
(4)基本偏差对于外螺纹,基本偏差是上偏差(es),有e、f、g、h四种;对于内螺纹,基本偏差是下偏差(EI),有G、H两种。
应尽可能选用表中规定的优先选用的公差带。
(5)螺纹的旋合长度和精度等级
(6)螺纹在图样上的标注。