易拉罐啤酒灌装生产线流程图
- 格式:docx
- 大小:14.94 KB
- 文档页数:1
啤酒生产工艺流程啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。
现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。
)一个典型的啤酒生产工艺流程图如下(不包括制麦部分):注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。
图中代号所表示的设备为:1、原料贮仓2、麦芽筛选机3、提升机4、麦芽粉碎机5、糖化锅6、大米筛选机7、大米粉碎机8、糊化锅9、过滤槽 10、麦糟输送 11、麦糟贮罐 12、煮沸锅/回旋槽 13、外加热器 14、酒花添加罐 15、麦汁冷却器 16、空气过滤器 17、酵母培养及添加罐 18、发酵罐 19、啤酒稳定剂添加罐 20、缓冲罐 21、硅藻土添加罐 22、硅藻土过滤机 23、啤酒精滤机 24、清酒罐 25、洗瓶机 26、灌装机 27、杀菌机 28、贴标机 29、装箱机(一)制麦工序大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。
大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。
为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。
制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。
绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。
从大麦到制成麦芽需要10天左右时间。
制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备。
(二)糖化工序麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离麦芽在送入酿造车间之前,先被送到粉碎塔。
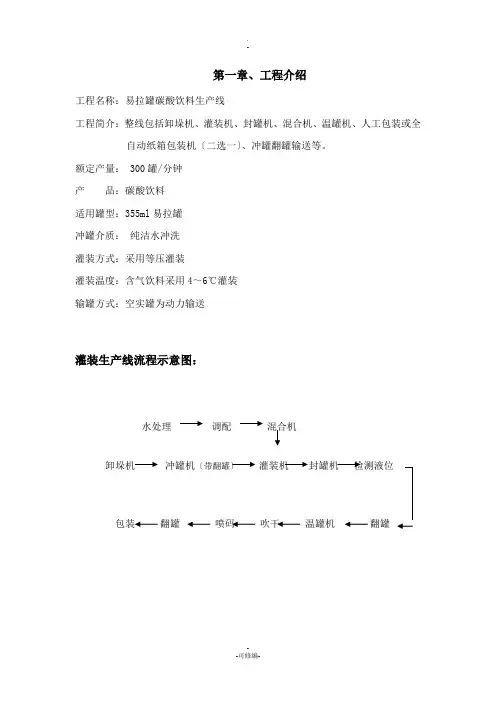
第一章、工程介绍工程名称:易拉罐碳酸饮料生产线工程简介:整线包括卸垛机、灌装机、封罐机、混合机、温罐机、人工包装或全自动纸箱包装机〔二选一〕、冲罐翻罐输送等。
额定产量: 300罐/分钟产品:碳酸饮料适用罐型:355ml易拉罐冲罐介质:纯洁水冲洗灌装方式:采用等压灌装灌装温度:含气饮料采用4~6℃灌装输罐方式:空实罐为动力输送灌装生产线流程示意图:水处理调配混合机卸垛机冲罐机〔带翻罐〕灌装机封罐机检测液位包装翻罐喷码吹干温罐机翻罐第二章、工程涉及的设备及价格报价单位:人民币万元第三章、主要设备描述及技术参数一、卸垛机(含出罐平台)1.适用范围:对各种金属罐进展分层卸垛2.构造组成及材质:〔1〕地脚入罐平台输送链,可预备放置三个包装体。
碳钢构造。
〔2〕分层卸罐主机室。
框架碳钢构造,三面内主板为3mm厚不锈钢板。
〔3〕卸罐主机室内短输送链。
碳钢构造。
〔4〕出罐输送平台,高3.3米,宽1.2米,长5米。
不锈钢外观构造,进口美国Rexnord 4707型优质塑钢网链。
〔5〕栈板出板输送链及气动升降自动叠板机,碳钢构造。
〔6〕减速电机自锁式罐体升降系统,升降速度变频控制,碳钢构造。
〔7〕采用三菱〔MITSUBISHI〕PLC可编程控器、升降电机用三菱〔MITSUBISHI〕变频器、施克〔SICK〕光电开关、施耐德〔SCHNEIDER〕行程开关及按钮、西门子〔SIEMENS〕接触器等〔8〕纸板放置平台,碳钢构造。
〔9〕宽阔高架行人平台及踏梯。
碳钢构造。
〔10〕所有电机采用国产电机。
3.功能:本机升降由电眼感应自动控制分层上升,自动定位,罐体由电眼控制自动出罐。
由人工抽出每层罐的隔层纸板。
空栈板自动装叠。
4.技术参数:〔1〕生产能力: 300罐/分钟〔2〕电源:动力电源380V × 50 Hz× 3控制电源220V × 50 Hz ×2功率:6KW〔3〕空气源:使用压力 6kg/cm2〔4〕使用栈板的尺寸:1100mm ×1400mm〔5〕可卸最大高度:2300mm〔6〕机体尺寸:长12.2米×宽3.5米×高3.8米注:人工推罐的机型配置和上略有不同。
目录1 前言 (3)2 总体方案设计 (4)2.1啤酒罐装传送带调速系统设计要求 (4)2.2方案比较 (5)2.3方案选择与方案论证 (8)3 罐装传送带调速系统分析 (9)3.1罐装传送带调速系统工艺流程 (9)3.2输入信息分析 (10)3.3输出信息分析 (11)4 罐装传送带调速控制系统硬件设计 (12)4.1罐装传送带系统总图设计 (12)4.2电器元件的选型 (13)5 罐装传送带调速控制系统软件设计 (14)5.1编程平台介绍 (14)5.2罐装传送带控制程序设计 (15)5.3罐装传送带程序的仿真调试 (19)6罐装传送带调速监控系统软件设计 (20)6.1MCGS组态软件介绍 (20)6.2上位机监控画面的组态设计 (22)6.3实时数据库的变量设置 (22)6.4脚本程序的设定 (23)6.5PLC与MCGS的连接 (23)7 总结 (25)8 参考文献 (26)1 前言近年来,社会的发展和进步对各行各业提出了越来越高的要求。
机械化加工企业为了提高生产效率和市场竞争力,采用了机械化流水线作业的生产方式,对不同的产品分别组成了自动流水线。
产品不断地更新换代,也同时要求相应的控制系统随之改,提高产品生产的效率。
在这种情况下,硬连接方式的继电接触式控制系统就不能满足经常更新的要求了。
这是因为,一是成本高,二是周期长。
在早期还出现过矩阵式顺序控制器和晶体管逻辑控制系统,由于这些装置体积大,功能少,本身存在很多不足,虽然在能够提高控制系统的通用性和灵活性,但均未得到广泛应该。
随着大规模集成电路和微处理器的发展和应用,在上世纪60年代出现了能够以软件手段来实现各种控制功能的革命性控制装置—可编程逻辑控制器(PLC)。
它把计算机的功能完备、通用性和灵活性好等优点和继电接触式控制系统的操作方便、简单易懂、价格低廉等优点结合起来了,因此它是一种能够完全适应于工业环境的通用控制装置。
PLC和原来的控制系统相比,增加了算术运算、数据转换、过程控制、数据通信等功能,能够很方便的完成大型而复杂的任务。
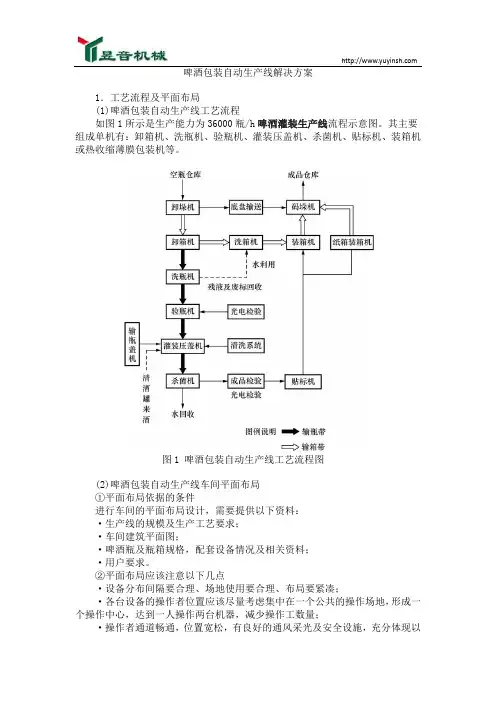
啤酒包装自动生产线解决方案1.工艺流程及平面布局(1)啤酒包装自动生产线工艺流程如图1所示是生产能力为36000瓶/h啤酒灌装生产线流程示意图。
其主要组成单机有:卸箱机、洗瓶机、验瓶机、灌装压盖机、杀菌机、贴标机、装箱机或热收缩薄膜包装机等。
图1 啤酒包装自动生产线工艺流程图(2)啤酒包装自动生产线车间平面布局①平面布局依据的条件进行车间的平面布局设计,需要提供以下资料:·生产线的规模及生产工艺要求;·车间建筑平面图;·啤酒瓶及瓶箱规格,配套设备情况及相关资料;·用户要求。
②平面布局应该注意以下几点·设备分布间隔要合理、场地使用要合理、布局要紧凑;·各台设备的操作者位置应该尽量考虑集中在一个公共的操作场地,形成一个操作中心,达到一人操作两台机器,减少操作工数量;·操作者通道畅通,位置宽松,有良好的通风采光及安全设施,充分体现以人为本的企业管理理念;·输送系统有较大的缓冲时间和贮存能力,使瓶子运送畅通;·车间内要有一定的空箱和木板堆放空间;·车间内或设备间有一定的维修场地;·预留以后扩大生产的余地。
③啤酒包装自动生产线平面布局形式可分为如下两大类:直线布局形式、U形布局形式。
U形布局方式:啤酒包装生产线U形布局方式优缺点:·脏瓶区与成品区分隔在车间的两端,二者相距较远,更符合水平卫生条件;·潮湿区与干燥区分开较远,使得贴标后的成品不容易受潮;·车间区域地面有利于成品堆放,工作环境较好;·卸垛机与码垛机分隔距离较长,使得木板输送线路拉长,投资较大。
直线布局形式:啤酒包装生产线直线布局方式优缺点:·卸垛机与码垛机之间的木板输送线路较短,节省投资;·卸垛机与码垛机布置在车间的同一端,铲车可以交替使用,提高利用率;·布局比较紧凑,中间有一个公共场地可作设备维修使用;·脏瓶区与成品区在车间的同一端,二者相距较近,有可能使得成品酒受到卸脏瓶时的尘埃污染。
啤酒生产线工艺流程与设备啤酒作为一种广受欢迎的饮品,其生产也是一个庞大的系统工程。
啤酒生产线的工艺流程与设备是构成该系统工程的重要组成部分。
下面就来详细介绍一下啤酒生产线的工艺流程与设备。
一、原料处理啤酒的原料主要包括麦芽、大米、玉米、酵母、水和啤酒花等。
在生产前,首先需要进行原料的处理。
比如,麦芽需要进行粉碎,大米和玉米需要进行清洗和去壳,啤酒花需要进行破碎等。
原料处理的设备主要有粉碎机、清洗机、去壳机和破碎机等。
二、酿造酿造是啤酒生产线的核心环节,主要包括糖化、煮沸、冷却、发酵和熟化等过程。
1.糖化糖化是将麦芽中的淀粉转化为糖的过程。
这一过程中,需要将糖化酶加入到糖化罐中,控制温度和时间,使淀粉完全转化为糖。
糖化的设备主要有糖化罐和糖化酶加入装置等。
2.煮沸煮沸是将糖液与啤酒花一起煮沸的过程。
这一过程中,需要控制煮沸时间和温度,使啤酒花中所含的苦味物质和香味物质充分溶解。
煮沸的设备主要有煮沸罐和加热装置等。
3.冷却冷却是将煮沸后的液体迅速降温的过程。
这一过程中,需要使用冷却器将液体降温至适宜的发酵温度。
冷却的设备主要有冷却器和冷却水循环装置等。
4.发酵发酵是将糖液中的糖分转化为酒精和二氧化碳的过程。
这一过程中,需要将酵母加入到发酵罐中,控制发酵温度和时间,使糖液中的糖分完全发酵。
发酵的设备主要有发酵罐和加酵母装置等。
5.熟化熟化是将发酵后的啤酒进行陈放和冷却的过程。
这一过程中,需要将啤酒存放在熟化罐中,进行陈放和冷却。
熟化的设备主要有熟化罐和冷却装置等。
三、灌装和包装灌装和包装是将生产好的啤酒进行灌装和包装的过程。
这一过程中,需要使用灌装机将啤酒灌装到瓶子或桶中,然后使用包装机进行包装。
灌装和包装的设备主要有灌装机和包装机等。
啤酒生产线的工艺流程与设备涉及到很多方面,从原料处理到酿造再到灌装和包装,每个环节都需要严格控制和管理。
只有这样,才能保证生产出高质量的啤酒产品。
第一章绪论1。
1 本课题设计的背景自从改革开放到21世纪的今天,经过三十多年的发展,我国的啤酒工业得到了迅猛的发展,啤酒产量的提高是有目共睹的,从1980年开始的年产只有688万吨,到1999年的1640万吨,19年的时间里增长了22倍之多。
年均递增22%,2000年已经突破2000万吨,截止到2013年底,我国的啤酒年产量已经突破3亿吨。
啤酒罐装部分是啤酒生产的最后一道工序,其装备水平直接影响到啤酒的成品质量、成本、销售业绩和企业的经济效益。
随着我国国民经济的发展,人民生活水平的日益提高,广大消费者不但对啤酒质量更对包装水平提出了更高的要求,一款美观实用大方的啤酒瓶同样也能吸引消费者消费者的眼球.因此,啤酒生产装备也面临着同步发展的问题.世界发达国家,尤其美国、德国这样的啤酒生产和需求大国,他们的设备制造厂家无不致力于不断改进和发展新一代的啤酒罐装设备.虽然我国现代啤酒生产在机械制造业和自动化控制方面起步较晚,但是从80年代开始,通过引进日本和德国技术软件和自动控制设备,组织消化吸收,已经生产出接近国际水平的啤酒罐装生产线.现如今经过短短几十年的发展,我国的啤酒灌装生产线已经迈入国际先进水平的行列,现在每年我国的大型啤酒生产企业可以达到年产啤酒100万吨的产量,并且保证破瓶率不超过0。
8%,酒损率不超过0.9%.这样高产量和高质量效果的取得,得益于先进的灌装设备和高效率的自动控制方式,同时这里更少不了现代工业自动化的设备和工程技术人员对设备的编程和控制。
自动化的饮料灌装设备应用范围很广,几乎应用于所有的饮料灌装行业,特别是啤酒行业,因为产量巨大,所以被广泛使用.发展前景异常广阔。
PLC作为现代工业自动化领域应用最广泛的控制器得到了长足的发展,它的出现代替了传统继电器的繁琐接线和控制逻辑。
实现高效和快速的生产,使工业生产变得简单。
1969年美国数字设备公司(DEC)研制书世界第一台可编程控制器,并成功地应用在美国(GM)的生产线上。

啤酒装箱⾃动⽣产线的PLC控制啤酒装箱⾃动⽣产线的PLC控制PLC Control Of Automatic Production Line Of Beer-encasement阎相环 Yan Xiang Huan(河北任丘渤海⽯油职业学院机电系,河北任丘062552) (Department Of Mechanical and Electrical Engineering,Bohai Petroleum Vocational College,HeBei Renqiu 062552)【内容摘要】利⽤PLC来控制啤酒装箱的⾃动⽣产线。
在装箱⽣产线上装设1个光电传感器,每当1个啤酒瓶经过时,会产⽣⼀个脉冲信号,可以⽤这个脉冲信号传给PLC进⾏记录已经经过的啤酒的个数,当啤酒数达到24个时,利⽤⼀只机械⼿来完成整个装箱动作过程,利⽤5个⾏程开关把机械⼿的机械位置信号传给PLC,由PLC经过处理控制机械⼿的运动。
【关键词】⾃动⽣产线机械⼿ PLCAbstract:The design attempts to control the entire automatic production line of beer-encasement by using of PLC. A photoelectric sensor is installed on the line of encasement, such that when a beer bottle pass by, a impulse signal will be engendered, which can be used to memorize the number of bottles transmitted to PLC. When the number of bottles is up to 24, a manipulator will complete the entire bin-packing process. By using of 5 travel switch, the signal of manipulator’s mechanical location will be tranmitted to PLC, and after its machining, PLC contrlos the movement of the manipulator. Keywords:automatic production line, manipulator, PLC0总体⽅案的确定0.1啤酒装箱⾃动⽣产线中装好的啤酒瓶采⽤传输带传输。
啤酒罐装线工艺流程英文回答:The beer can packaging process involves several steps to ensure the cans are properly filled, sealed, and labeled before they are ready for distribution. Here is a general overview of the beer can packaging process:1. Can Preparation: The first step in the process is to prepare the cans for filling. Empty cans are transported to the filling line and undergo a thorough cleaning process to remove any dust or contaminants.2. Filling: Once the cans are prepared, they are moved to the filling station. The cans are filled with beer using a high-speed filling machine. The filling machine accurately measures and dispenses the desired amount of beer into each can.3. Seaming: After the cans are filled, they proceed tothe seaming station. Here, the cans are sealed with a lid using a seaming machine. The seaming machine applies pressure to the lid, creating a secure and airtight seal.4. Inspection: Quality control is an essential part of the beer can packaging process. After the cans are sealed, they undergo a series of inspections to ensure they meet the required standards. This may include checking for proper fill levels, lid integrity, and overall can appearance.5. Labeling: Once the cans pass inspection, they move to the labeling station. Here, labels are applied to the cans using automated labeling machines. The labelstypically include branding, product information, and any required legal or regulatory information.6. Packaging: After labeling, the cans are ready for packaging. They are placed into cartons or trays, which are then stacked onto pallets for transportation. This step may involve the use of automated packaging machines or manual labor, depending on the production volume.7. Quality Assurance: Throughout the entire packaging process, quality assurance measures are in place to ensure the beer cans meet the highest standards. This may include regular sampling and testing of the filled cans to ensure product quality and consistency.中文回答:啤酒罐装线工艺流程包括多个步骤,以确保罐子在装填、封口和贴标之前能够正确完成。
啤酒生产进程要紧分为制麦、糖化、发酵、灌装四个部份。
其工艺流程见图2-1。
(1)原料处置:麦芽大米麦芽投料坑大米投料坑麦芽输送机大米输送机麦芽贮箱大米贮箱比重去石机比重去石机除铁器除铁器麦芽定量秤大米定量秤麦芽料箱大米料箱麦芽湿粉碎机大米湿粉碎机糖化锅糊化锅(2)糖化:麦芽粉浆大米粉浆糖化锅糊化锅热水过滤槽麦糟暂贮箱麦糟贮箱酒花煮沸锅能源回收系统旋流沉淀槽冰水麦汁冷却器热水热水罐冷麦汁(3)发酵、滤酒冷麦汁酵母种酵母培育系统充氧及酵母添加冷媒CO2锥形发酵罐酵母种贮存罐至各用气点烛式硅藻土过滤机捕集过滤器高浓稀释设备脱氧水制备装置冷媒清酒罐冷媒包装(4)包装: 污瓶箱成品库卸箱机洗箱机装箱机洗瓶机贴标机啤酒装酒压盖机杀菌机(5)二氧化碳回收流程发酵排出的二氧化碳除沫器洗涤器贮气囊紧缩机吸附器液化器液态二氧化碳贮罐气化系统各用气点(6)紧缩空气湿空气贮罐排糟器空压机后冷器冷冻式干燥器空气干空气贮罐生产车间仪表图2-1 啤酒生产工艺流程图.1 原料处置麦芽投入料坑后经提升机进入原料仓库贮存,生产时麦芽经麦芽提升机进入比重去石机,经除杂、去石、除铁、称量后送入麦芽湿粉碎机进行粉碎,麦芽粉浆被泵入糖化锅进行糖化。
大米投入大米投料坑后经提升机进入原料仓库贮存,生产时,经大米提升机进入比重去石机,经除杂、去石、除铁、称量后送入大米湿粉碎机进行粉碎,大米粉浆被泵入糊化锅进行糊化。
.2 糊化由机械输送方式将筒仓内的大米经除铁、除石后送到计量仓,然后在封锁的粉碎设备内经湿粉碎法粉碎后送到糊化锅,经充分搅拌加热,最后升温至78℃,送至糖化锅。
糊化的作用主若是使淀粉在热水中膨胀、破裂,在α—淀粉酶的作用下使已糊化过的淀粉液黏度降低。
.3 糖化由机械输送方式将筒仓内的麦芽通过除铁、除石后送到计量仓,然后在封锁的粉碎机内经湿式粉碎法粉碎后送到糖化锅。
经充分搅拌加热后与糊化后的大米汁一路进入糖化。
糖化是利用麦芽所含的各类水解酶,在适宜的条件下,将麦芽中不溶性高分子物质慢慢分解成低分子物质,整个进程分为淀粉分解、蛋白质分解、β—葡萄糖分解、酸的形成和多酚物质的转变。
·本科毕业设计(论文)题目啤酒自动灌装生产流水线控制系统的设计学生姓名崔译丹学号201433070001教学院系电气信息学院专业年级电气工程及其自动化2014级(双)指导教师方玮职称讲师单位西南石油大学辅导教师职称单位完成日期2016年05月19日Southwest Petroleum University Graduation ThesisThe Design of Automatic Beer Filling Production LineControl SystemGrade:2014Name:Cui yidanSpeciality:Electrical Engineering and AutomationInstructor:Fang weiSchool of Electrical Engineering and Information2016-5摘要本文主要介绍的是基于三菱FX2N-64MR PLC的啤酒自动灌装生产流水线的设计。
该系统的设计包括硬件设计和软件设计,其中硬件设计包括三菱FX2N-64MR PLC 外部电路的设计;软件部分包括程序的设计与调试。
在本设计中,包括自动控制和手动控制,选择适当的清洗机,灌装机,封盖机,包装机以及光电传感器实现了清洗、灌装、封盖、包装、检测等功能。
形成快速一体的自动灌装系统。
本设计中使用了计数器分别对合格品与不合格品进行检测,并设置了红灯绿灯便于操作者观察,另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。
对于检查出的不合格产品采用推出装置将其移走。
并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和调整生产工艺及控制程序。
关键词:啤酒灌装;三菱FX2N-64MR PLC;组态王;AbstractThis article introduce The design of automatic beer filling production line control system that based on Mitsubishi FX2N-64MR PLC(Programmable Logic Controller Programmable Logic Controller). In my design, it include two parts about hardware and software. The hardware parts include the design of the external circuit of Mitsubishi FX2N-64MR PLC. The software part includes the design and debugging of the program.In this design, including automatic control and the manual control, I select the appropriate cleaning machine, filling machine, capping machine, packaging machine and photoelectric sensor realized washing, filling, sealing, packaging, testing and other functions. They form an automatic filling system with rapid integration. This design using the counter respectively for qualified products and unqualified products were detected, and set up a red light green light is convenient for the operator to observe. In addition, in order to ensure the system in the unexpected failure, can get very good solution, the system is also equipped with emergency stop switch. To check out the unqualified products using the launch device to move away. And the use of configuration software to realize the real-time monitoring of the automatic filling system, can better understand and modify the production process and control program.Keywords:Beer Filling;Mitsubishi FX2N-64MR PLC;Kingview目录1 绪论 (1)1.1 设计目的与意义 (1)1. 2 国内发展趋势 (1)1. 3本设计的主要任务 (1)2 总体设计方案 (3)2.1 啤酒灌装生产流水线的基本结构 (3)2.2 啤酒灌装生产流水线的工作原理 (4)3 系统硬件设计 (5)3.1 选择电气元件 (5)3.1.1 电动机的选择 (5)3.1.2清洗灌装封盖打包设备的选择 (5)3.1.3传感器的选择 (7)3.1.4 热继电器的选择 (8)3.1.5 接触器的选择 (9)3.1.6 低压断路器和熔断器的选择 (9)3.1.7 信号电器的选择 ........................................................................................... (9)3.2 选择PLC ................................................................................................................ ..103.2.1 PLC的I/O分配表 ....................................................................................... ..113.2.2 PLC端口接线图........................................................................................... ..123.3主电路的设计 ........................................................................................................ ..124 系统程序的设计 (14)4.1系统流程图 (14)4.2 梯形图 (14)4.2.1 手动灌装流水线程序 (16)4.2.2 自动灌装流水线程序 (20)西南石油大学本科毕业设计(论文)5 系统组态设计 (25)5.1制作过程 (25)5.1.1 创建新工程 (25)5.1.2 构建数据词典 (26)5.1.3 组态画面和动画连接 (27)5.2组态设计运行和调试 (29)6 总结 (33)谢辞 (34)参考文献 (35)附录A 主电路接线图 (36)附录B PLC外部电路接线图 (37)附录C 梯形图 (38)啤酒自动灌装生产流水线控制系统的设计1 绪论1.1设计目的与意义传统的啤酒灌装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。