切削加工的基础知识讲解
- 格式:ppt
- 大小:1.79 MB
- 文档页数:53
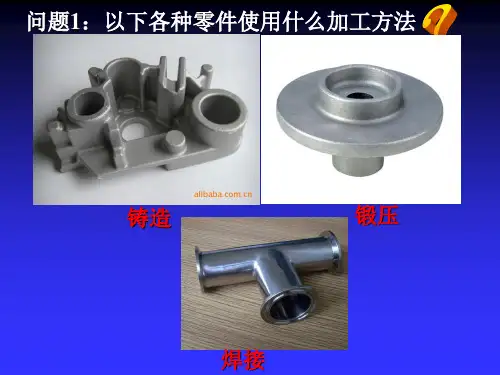
第14章切削加工的基础知识切削加工是利用切削刀具从毛坯上切除多余的材料,以获得所需的形状、尺寸精度和表面粗糙度加工方法。
切削加工在工业生产中占有非常重要的地位,除了少数零件可以用铸造和锻造获得外,大部分的零件都要经过切削加工。
统计表明,金属切削加工的工作量占机器制造总工作量的40%〜60%。
金属切削加工与其他的加工方法相比主要有如下的优点:1、切削加工可获得相当高的尺寸精度和很小的表面粗糙度磨削外圆精度最高可高达IT5〜IT7级,粗糙度Ra=0.1〜0.8卩m,镜面磨削的粗糙度甚至可达0.006卩m,而最精密的压力铸造只能达到IT9〜IT10,R=1.6〜3.2 卩m .2.切削加工几乎不受零件的材料、尺寸和重量的限制目前尚未发现不能切削加工的金属材料.实际上,包括橡胶、塑料、木材这些非金属材料在内,也都可进行切削加工,这是任何其它冷热加工方法都无法做到的.金属切削加工的尺寸可小至不到0.1mm,大至几十米,重达几百吨.金属切削加工可分为钳工和机械加工。
钳工的内容在金工实习中介绍,本章只介绍机械加工的内容,机械加工是通过操纵机床对工件进行切削加工,其生产效率高,加工质量好,是现代金属加工的主要方式。
第一节切削加工的基本概念切削运动和切削要素在切削过程中是两个经常遇到的概念,因此必须正确理解。
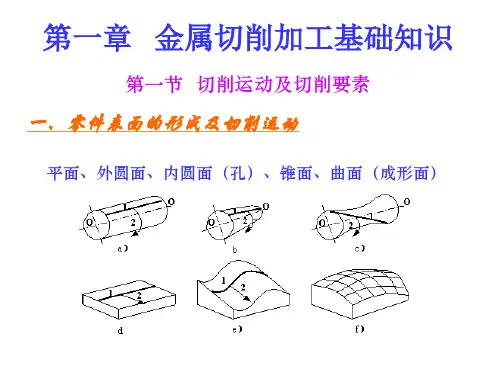
一、切削运动(表面成型运动)切削加工是靠刀具和工件之间的相对运动来实现的。
刀具和工件之间的相对运动叫切削运动,它包括主运动和进给运动。
1.主运动是切除工件表面多余材料的基本运动,在切削运动中通常线速度最高,所消耗的功率也最多。
例如车削时工件的旋转运动;钻削时刀具的旋转运动;刨削时工件与刀具的相对往复运动等都属于1 / 10 主运动。
2 .进给运动是使工件未被切除的多余材料不断被切除的运动,又称走刀运动社过进给运动便可以切削出要加工的表面。
进给运动的速度一般远远小于主运动的速度。
例如,车削外圆时车刀的纵向移动;钻孔时钻头的轴向移动;铣平面时工件的纵向移动;牛头刨床刨削时工件的横向间歇移动等都属于进给运动。
切削加工基础知识一、概念题1.切削运动在切削过程中,加工刀具与工件间的相对运动,就是切削运动。
2.进给量进给量是指主运动的一个循环内(一转或一次往复行程)刀具在进给方向上相对工件的位移量。
3.积屑瘤在一定的切削速度范围内切削塑性材料时,经常发现在刀尖附近的前面上牢牢地粘附着一小块很硬的金属,这就是积屑瘤,又称刀瘤。
4.总切削力刀具总切削力是刀具上所有参予切削的各切削部分所产生的切削力的合力。
5.刀具的耐用度刀具两次刃磨中间的实际切削时间称为刀具的耐用度,单位为min。
二、填空题1.切削运动包括主运动和进给运动两个基本运动。
2.切削用量三要素是指切削速度、进给量和背吃刀量。
3.目前用于生产上的刀具材料的种类有碳素工具钢、合金工具钢、高速钢和硬质合金等。
4.外圆车刀的切削部分由前面、后面、副后面,主切削刃、副切削刃和刀尖组成。
5.一把普通外圆车刀的主要角度有前角、后角、副后角、主偏角、副偏角、刃倾角等。
5.根据切削材料和切削条件的不同,常见的切屑种类有崩碎切屑、带状切屑、节状切屑三种。
6.切削过程中的物理现象包括滞流层与积屑瘤、切削力、切削热和刀具磨损。
三、选择题1.刀具的前角是在 A 内测量的前面与基面的夹角。
A.正交平面;B.切削平面;C.基面。
2.多数机床的主运动为 B 运动。
A.直线;B.旋转;C.其它。
3.切削塑性材料时易形成 B ,切削脆性材料时易形成 A 。
A.崩碎切屑;B.带状切屑。
4.在切削分力中, B 是最大的。
A.进给力F f;B.主切削力F c;C.背向力F p。
四、判断题1.主运动可以是旋转运动,也可以是直线运动。
(对)2.在切削时,刀具前角越小,切削越轻快。
(错)3.在切削过程中,进给运动的速度一般都小于主运动的速度。
(对)4.与高速钢相比,硬质合金突出的优点是硬度高和热硬性好。
(对)5.减小切削力并不能减少切削热。
(错)五、简答题1.简述刀具材料应具备哪些基本性能。
答:切削加工过程中刀头部分受到高温、高压和强烈摩擦作用,因此,刀具材料必须具备下列基本性能:(1)高硬度刀具材料的硬度必须大于被切削的工件材料的硬度,常温下一般要求60~65HRC。
成形工艺基础--切削工艺知识讲解切削工艺是指利用刀具与工件之间的相对运动来剥除工件材料的一种加工方法。
它常用于工件形状加工、尺寸精加工以及表面质量要求较高的加工过程中。
切削工艺的应用范围广泛,涵盖了金属加工、塑料加工、木材加工等多个领域。
切削工艺基础主要包括切削原理、切削力、工艺参数及切削液等方面的知识。
首先,切削原理是切削工艺的核心。
切削过程中,刀具与工件之间形成切削速度,刀具对工件施加切削力,工件材料被剥除。
切削时,刀具一般沿着切削方向作直线运动,与工件表面相切,将工件材料切削下来。
切削力是切削工艺中一个重要的参数。
切削力包括切削力的大小和方向。
切削力的大小会直接影响到刀具寿命和加工质量。
大的切削力会导致刀具磨损,降低刀具寿命。
切削力的方向对于刀具的合理设计和工件材料的选择以及加工工艺的确定具有重要的指导意义。
工艺参数是切削工艺中需要关注的另一个重要方面。
工艺参数包括切削速度、进给速度和切削深度等。
切削速度决定了切削过程的快慢,进给速度决定了每根刀齿在单位时间内所切削的长度,切削深度决定了每次切削所剥离的材料量。
合理的工艺参数可以提高生产效率和工件质量。
切削液是一种重要的辅助工艺。
切削液主要用于冷却刀具和工件,减少切削过程中的热量积聚,降低切削温度,防止刀具变形和磨损,提高刀具寿命。
切削液还能够冲洗切屑,减少切削过程中的摩擦和磨损,提高切削质量。
总之,切削工艺是一门重要的制造工艺,在现代工业生产中起着至关重要的作用。
了解切削工艺的基本知识,可以帮助工程师们更好地设计和实施切削工艺,提高生产效率和产品质量。
切削工艺是现代制造工业中最主要的金属加工方法之一,广泛应用于各个领域,如汽车制造、航空航天、电子设备等。
切削工艺的发展与进步在很大程度上推动了现代工业的发展。
本文将进一步介绍切削工艺的相关知识,包括切削原理、切削工具、切削材料及切削方法。
切削原理是切削工艺的核心,它是指刀具对工件施加的力在切削区域产生剪切应力,将工件材料剪断的过程。
切削加工基本知识第一节概述一、切削加工切削加工是用工具去除毛坯上多余的材料,以获得具有所需要的尺寸精度、形状精度、位置精度和表面粗糙度的零件的加工方法。
切削加工通常分为机械加工(简称机加工)和钳工两大类。
机械加工是通过操纵机床对工件进行的切削加工,如车、铣、刨、磨、镗、钻、拉、插及齿形加工等。
由于现代机械产品的精度和性能要求越来越高,对零件的加工质量也提出了更高的要求。
目前除少数零件采用精铸、精锻或粉末冶金直接获得外,绝大部分零件都需经过切削加工才能保证其精度。
因此,掌握切削加工的基本规律,正确地组织生产,对于实现优质、高产、低耗有着十分重要的意义。
钳工一般是指手持工具进行的装配、维修或切削加工,如划线、錾、锯、锉、刮研、攻螺纹和套螺纹等。
虽然钳工使用的工具简单,操作灵活,加工方法多种多样,但生产率低,劳动强度大,因而只有在装配和维修时,才比较经济和方便。
随着科学技术的发展和对产品质量要求的不断提高,钳工工具和操作方法也在不断改进和发展。
要实现切削过程,必须具备以下3 个条件:(1)工件与刀具之间要有相对切削运动;(2)刀具材料必须具有一定的切削性能;(3)刀具必须具有合理的切削角度。
二、切削运动和切削用量(一)切削运动切削加工是靠刀具和工件之间作一定的相对运动来实现的,这个相对运动称为切削运动,它包括主运动和进给运动。
1.主运动形成机床切削速度或消耗主要动力的运动叫主运动。
没有这个运动,切削加工就无法进行。
它可以是旋转运动,也可以是往复直线运动,如车削时工件的旋转,钻、铣、磨削时刀具的旋转,刨削时(牛头刨)刨刀的往复直线运动等都是主运动。
2.进给运动使工件多余的材料不断投入切削的运动叫进给运动。
没有这个运动,就不能进行连续切削。
它可以是直线运动、旋转运动或两者的组合,如车削和钻削时刀具的移动,铣、刨(牛头刨)时工件的移动,磨外圆时工件的旋转和轴向移动等。
无论那种切削加工,都必须有主运动和进给运动,但主运动只有一个,而进给运动可以有多个。
第九章切削加工基础知识●切削加工是指在机床上利用切削工具与工件(铸件、锻件等)的相对运动,从工件上切除多余材料,获得符合预定技术要求的零件或半成品零件的加工方法。
切削加工是在常温状态下进行的,它包括机械加工和钳工加工两种。
机械加工方法主要有:车削、钻削、刨削、铣削、磨削、齿轮加工等。
第一节切削加工运动及切削要素一、切削运动●切削过程中,切削刀具与工件间的相对运动,就是切削运动。
切削运动包括主运动和进给运动两个基本运动。
1.主运动●主运动是由机床或人力提供的主要运动,它促使切削刀具和工件之间产生相对运动,从而使切削刀具前面接近工件。
主运动是直接切除切屑所需要的基本运动。
它在切削运动中形成机床的切削速度,也是消耗机床功率最大的运动。
一般主运动只有一个。
2.进给运动●进给运动是由机床或人力提供的运动,它使刀具与工件之间产生附加的相对运动,加上主运动,即可不断地或连续地切屑,并获得具有所需几何特性的已加工表面。
进给运动的速度一般远小于主运动速度,而且消耗机床的功率也较少。
切削过程中进给运动可能有一个,也可能有若干个。
二、切削用量●切削用量是指在切削加工过程中的切削速度、进给量和背吃刀量的总称。
在每次切削中,工件上形成三个表面。
(1)待加工表面:工件上有待切除的表面;(2)已加工表面:工件上经刀具切削后产生的表面;(3)过渡表面:工件上由切削刃正在切削的表面,它是待加工表面和已加工表面之间的过渡表面。
图9-2 切削要素1.切削速度υc●在进行切削加工时,刀具切削刃上的某一点相对于待加工表面在主运动方向上的瞬时速度,称为切削速度,其单位为m/s。
当主运动是旋转运动时,切削速度是指圆周运动的线速度。
2.进给量f●进给量是指主运动的一个循环内(一转或一次往复行程)刀具在进给方向上相对工件的位移量。
例如,车削时,进给量f是工件旋转一周,车刀沿进给方向移动的距离(mm/r)。
3.背吃刀量a p●背吃刀量一般是指工件已加工表面与待加工表面间的垂直距离,也称切削深度,单位为mm。