低刚度铣削工艺系统的弹性铣削力建模方法
- 格式:pdf
- 大小:335.89 KB
- 文档页数:6
数控机床铣削切削力的模拟与实测方法摘要:数控机床在现代制造业中发挥着重要作用,铣削切削力的模拟与实测是数控机床加工研究的关键问题之一。
本文将介绍数控机床铣削切削力的模拟与实测方法,包括力学模型的建立、数值仿真和实验测试等方面的内容,以期为相关研究提供参考。
一、引言数控机床作为现代制造业的重要工具,其高精度、高效率的特点受到广泛关注。
而铣削切削力在数控铣床加工过程中起着决定性作用,对加工质量和机床性能具有重要影响。
因此,模拟和实测数控机床铣削切削力成为加工研究的重要内容之一。
二、模拟方法1. 力学模型的建立铣削切削力的模拟首先要建立合适的力学模型。
常用的力学模型包括切削力系数模型和有限元模型两种。
切削力系数模型是通过实验获得相关参数后,根据经验公式计算切削力。
有限元模型则是将加工过程建模为一系列有限元素,通过数值分析计算切削力的分布和大小。
2. 数值仿真数值仿真是利用计算机软件模拟数控机床加工过程和切削力的计算。
常用的仿真软件有Deform、ABAQUS等。
数值仿真可以通过调整刀具几何参数、切削条件和材料性质等因素,预测不同情况下的切削力大小和分布情况,为工艺优化提供指导。
三、实测方法1. 切削力测量设备实测切削力是了解加工过程中切削力的真实情况的重要手段。
常用的切削力测量设备包括力传感器、力加载装置和数据采集系统。
力传感器可以精确测量切削力大小,力加载装置则提供切削力测量所需的切削环境。
数据采集系统可以记录和分析切削力的变化规律。
2. 实验测试方法实验测试是通过具体的切削加工试验获取切削力的实际数值。
实验测试中需要准确控制切削条件,包括切削速度、进给速度和切削深度等。
通过实验测试可以获得不同切削条件下的切削力数值,用于验证模拟结果的准确性。
四、研究进展与展望随着数控机床技术的不断发展,数控机床铣削切削力的模拟与实测方法也在不断改进和完善。
当前的研究重点主要集中在提高模拟精度和实验测试的准确性,并进一步优化数控机床的切削性能。
铣削过程的动态切削厚度与动态铣削力模型铣削是常见的金属加工方法,它通过旋转刀具将工件表面的金属材料削除,从而实现形状和尺寸的加工。
在铣削过程中,动态切削厚度和动态铣削力是两个重要的参数,它们对加工效率和工件表面质量有着重要的影响。
本文将分别介绍动态切削厚度和动态铣削力模型,以帮助读者更好地理解铣削过程。
1.动态切削厚度模型动态切削厚度是指工件表面上金属材料被刀具削除的厚度,它随着时间的推移而变化。
在铣削过程中,动态切削厚度的变化主要与刀具进给速度、切削速度和切削深度有关。
(1)刀具进给速度:刀具进给速度是指刀具在单位时间内沿工件表面移动的距离。
当刀具进给速度增加时,每单位时间内切削的金属材料体积也会增加,因此动态切削厚度也会增加。
(2)切削速度:切削速度是指刀具在单位时间内相对于工件表面的线速度。
切削速度增加时,切削时刀具与工件之间的相对速度增加,因此动态切削厚度也会增加。
(3)切削深度:切削深度是指刀具在切削过程中进入工件表面的深度。
切削深度增加时,刀具与工件之间的接触面积增加,切削力会增加,从而动态切削厚度也会增加。
通过以上的分析,可以得到动态切削厚度与刀具进给速度、切削速度和切削深度之间的关系模型。
该模型可以用于预测和优化铣削过程中的动态切削厚度。
动态铣削力是指在铣削过程中刀具对工件施加的力,它主要由切削力和进给力组成。
切削力是指刀具在切削过程中削除工件的力,它与刀具的几何形状、切削材料的特性和切削参数有关。
进给力是指刀具推动工件运动的力,它与刀具的进给速度、切削深度和切削宽度相关。
在铣削过程中,切削力是最主要的力。
它的大小和方向决定了刀具与工件之间的相互作用力和金属材料的削除情况。
切削力的大小和变化与切削参数、刀具结构和工件材料的性质有关。
动态铣削力的模型可以分为经验型和理论型两种。
(1)经验型模型:经验型模型是通过实验测量获得的经验公式,它根据不同的切削参数和工件材料的性质建立了切削力与这些参数之间的关系。
低刚度、变截面轴电解磨削加工仿真技术的开题报告1、研究背景电解磨削技术是一种高效、高精度的金属加工方法。
然而,由于材料刚度不同、截面形状复杂等原因,当加工低刚度、变截面轴时,传统的电解磨削技术存在较大的加工难度和误差。
因此,研究低刚度、变截面轴电解磨削加工仿真技术具有重要的理论和实践意义。
2、研究内容本研究旨在探讨低刚度、变截面轴电解磨削加工的仿真技术,研究内容包括以下方面:(1)建立低刚度、变截面轴电解磨削加工的数学模型,研究加工过程中的力学与热力学行为。
(2)基于有限元模拟方法,模拟低刚度、变截面轴电解磨削加工过程中的力学变形、晶粒尺寸和残留应力等影响因素,并对模拟结果进行分析。
(3)根据模拟结果,优化电解磨削参数,提高低刚度、变截面轴的加工精度和效率。
(4)通过实验验证仿真结果的准确性和可靠性,进一步改进研究成果,完善低刚度、变截面轴电解磨削加工的仿真技术。
3、研究方法本研究将采用数值模拟方法和实验研究相结合的方式,具体步骤如下:(1)建立低刚度、变截面轴电解磨削的数学模型,研究加工过程中的力学和热力学行为。
(2)采用有限元软件,对加工过程中的力学变形、晶粒尺寸和残留应力等关键参数进行数值模拟,同时对模拟结果进行分析和优化。
(3)基于优化后的电解磨削参数,开展实验验证,并根据实验结果调整模型及仿真方法。
(4)根据实验结果和数值模拟结果,总结低刚度、变截面轴电解磨削加工的技术要点和规律。
4、预期成果和意义(1)建立低刚度、变截面轴电解磨削的数学模型,通过有限元模拟方法,深入研究加工过程中的力学和热力学行为。
(2)优化低刚度、变截面轴电解磨削加工的参数方法,提高加工精度和效率。
(3)验证仿真结果的准确性和可靠性,进一步完善低刚度、变截面轴电解磨削加工的仿真技术,并为相关领域的研究提供理论及实践参考。
(4)探寻低刚度、变截面轴电解磨削加工的技术要点和规律,为相关技术的推广应用提供科学支撑。
2021年 第1期 冷加工91智能制造Intelligent Manufacture一种弱刚度锥形零件的精密铣削工艺王德廷,郭东亮,于晓蕾,李金龙,王元军天津航天长征火箭制造有限公司 天津 300462摘要:针对一种弱刚度锥形零件装夹困难、加工基准难协调等问题,通过制定合理的铣削加工工艺方案,采用柔性装夹方案,制定合理的编程策略,实现了锥形零件的可靠装夹,保证了零件的高精度要求。
关键词:锥形薄壁零件;回弹变形;柔性装夹;加工方案1 序言随着航天制造技术的发展,航天产品结构日趋复杂,产品尺寸越来越大,精度要求也越来越高。
由于锥形零件较球形零件和椭球形零件在空间节省方面更具优势,所以大尺寸锥形零件的应用越来越广泛。
某锥形零件属于典型的弱刚度薄壁件,同时对产品上孔位尺寸精度要求较高,在产品加工过程中,存在装夹困难、加工基准难协调的问题。
本文通过研究弱刚度锥形零件的精密铣削工艺,优化装夹方案,改进加工流程,制定合理的编程策略,解决了该工件的加工难题。
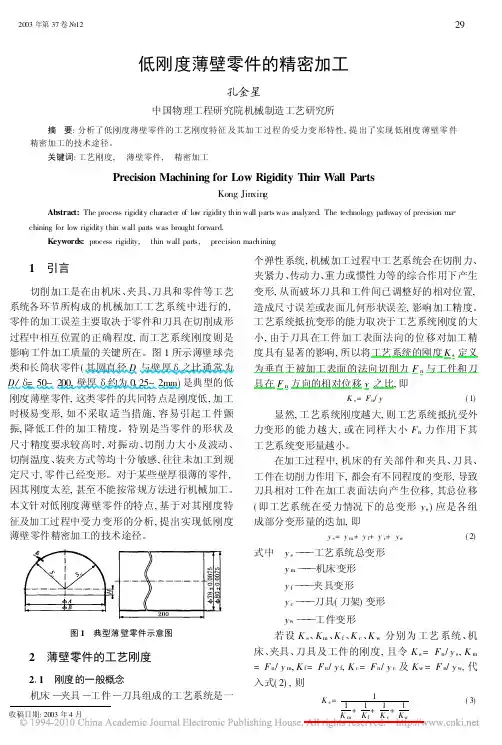
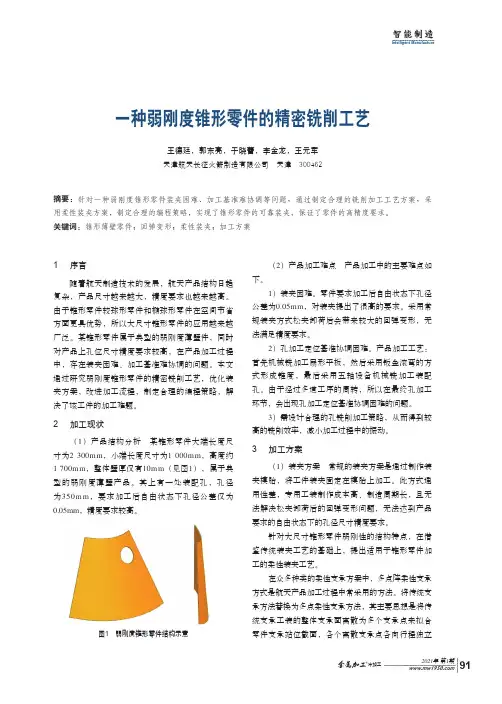
2 加工现状(1)产品结构分析 某锥形零件大端长度尺寸为2 300mm ,小端长度尺寸为1 000mm ,高度约1 700mm ,整体壁厚仅有10mm (见图1),属于典型的弱刚度薄壁产品。
其上有一处装配孔,孔径为350m m ,要求加工后自由状态下孔径公差仅为0.05mm ,精度要求较高。
图1 弱刚度锥形零件结构示意(2)产品加工难点 产品加工中的主要难点如下。
1)装夹困难。
零件要求加工后自由状态下孔径公差为0.05mm ,对装夹提出了很高的要求。
采用常规装夹方式松夹卸荷后会带来较大的回弹变形,无法满足精度要求。
2)孔加工定位基准协调困难。
产品加工工艺:首先机械铣加工扇形平板,然后采用钣金滚弯的方式形成锥度,最后采用五轴设备机械铣加工装配孔。
由于经过多道工序的周转,所以在最终孔加工环节,会出现孔加工定位基准协调困难的问题。
3)需设计合理的孔铣削加工策略,从而得到较高的铣削效率,减小加工过程中的振动。
薄壁件双面铣削加工系统动态切削力及动力学建模方法下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!基于薄壁件双面铣削加工系统的动态切削力及动力学建模方法研究1. 引言1.1 薄壁件加工的挑战。
编号南京航空航天大学毕业设计题目周铣加工铣削力模型分析学生姓名罗金禄学号050430322学院机电学院专业飞行器制造工程班级0504303指导教师庄海军副教授二〇〇八年六月南京航空航天大学本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的毕业设计(论文)(题目:周铣加工铣削力模型分析)是本人在导师的指导下独立进行研究所取得的成果。
尽本人所知,除了毕业设计(论文)中特别加以标注引用的内容外,本毕业设计(论文)不包含任何其他个人或集体已经发表或撰写的成果作品。
作者签名:年月日(学号):周铣加工铣削力模型分析摘要切削力建模是数控加工物理仿真的基础。
本文主要研究周铣加工中曲率对铣削力的影响,初步建立基于曲率变化的切削力模型。
在周铣加工中,工件不同的曲率处会有不同的加工误差。
研究曲率变化对切削力的影响,对研究复杂零件的加工误差、加工误差补偿策略、关键工艺参数优化以及加工过程的物理仿真具有重要的理论意义。
本文采用数学解析建模的方法进行切削力建模,即分析圆周铣削过程中刀具与工件的几何模型,利用各个参数之间的关系,推导出了切削面积的计算公式,进而得出了切削力与工件曲率的关系式,初步分析了曲率变化对主铣削力的影响,为后续研究提供了一定的参考和帮助。
关键词:周铣加工,工件曲率,几何模型,铣削力模型Analysis On the Cutting Force Model in Peripheral MillingAbstractCutting force modeling is the basis of NC machining physical simulation. The cutting force model based on the curvature in peripheral milling was researched and established in this paper. The machining error varied due to the different curvature in the peripheral milling. Moreover, it has important theoretical value for the research on the machining error , the compensation strategy for the machining error, the optimization of the machining parameters and the NC machining physical simulation to establish the cutting force model. The cutting force model was established by analytical/numerical approach, in which the geometrical relationship between the tool and the workpiece in peripheral milling was analyzed, the expression between the cutting force and the curvature was deduced by calculating the cutting area. The effect of curvature variation on tangential cutting force was initially analyzed. The research achievement is meaningful for the future research.Key Words:Peripheral milling; Workpiece curvature; Geometry model; Cutting force model目录摘要 (ⅰ)Abstract (ⅱ)图表清单 (ⅳ)第一章引言 (1)第二章铣削力建模概述 (4)2.1 经验公式模型 (4)2.2 有限元分析模型 (4)2.3 神经网络模型 (5)2.4 数学分析模型 (6)2.5 周铣铣削力的数学分析建模 (7)第三章周铣加工铣削力建模过程 (9)3.1 坐标系及相关参数定义 (9)3.2 圆周铣削几何模型 (10)3.2.1 工件凸表面 (10)3.2.2 工件凹表面 (11)3.3 瞬时切削厚度与刀齿接触面积 (13)3.4 铣削力模型 (17)3.5 曲率影响分析 (18)第四章总结与展望 (20)4.1 全文总结 (20)4.2 今后工作展望 (20)参考文献 (22)致谢 (24)图表清单图2.1 (6)图2.2 (6)图3.1 (9)图3.2 (10)图3.3 (10)图3.4 (12)图3.5 (14)图3.6 (14)图3.7 (15)图3.8 (16)图3.9 (17)第一章引言机械加工中的切削过程是一个很复杂的多因素过程。
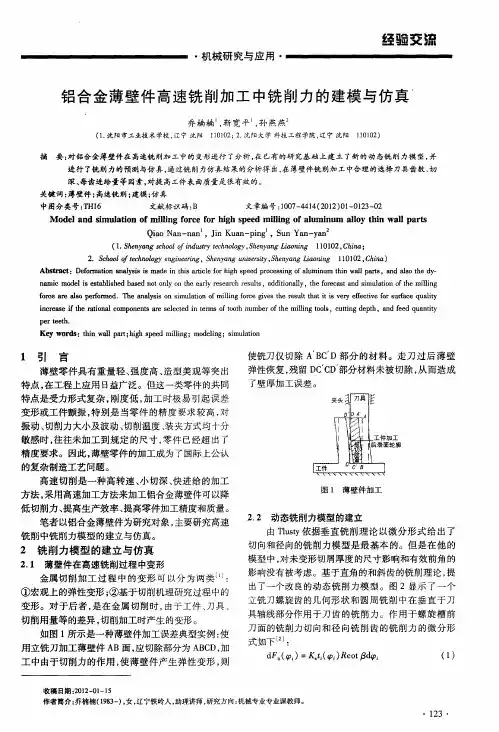
低刚度铣削工艺系统的弹性铣削力建模方法戚厚军;张大卫;蔡玉俊;沈煜【摘要】为了提高高速加工过程中薄壁结构件的加工精度,针对低刚度工艺系统的形变特点,建立了低刚度铣削工艺系统的弹性铣削力模型.该模型中基于弯扭剪耦合弹性力学理论,推导出了工件弹性铣削形变的解析式;并考虑到工件和铣刀的弹性形变共同引起铣削啮合角的变化,推导出啮合角的表达式.通过铣削力和铣削变形仿真以及铣削试验验证得知:铣削力与工件的铣削形变密切相关,工件的法向铣削分力是引起工件形变的主要因素.最后,经铣削力试验验证了实测结果和仿真结果具有较好的一致性.【期刊名称】《天津大学学报》【年(卷),期】2010(043)002【总页数】6页(P143-148)【关键词】弹性铣削力;低刚度工件;形变预测;弯扭耦合;铣削加工【作者】戚厚军;张大卫;蔡玉俊;沈煜【作者单位】天津大学机械工程学院,天津,300072;天津工程师范学院天津市高速切削与精密加工重点实验室,天津,300222;天津大学机械工程学院,天津,300072;天津工程师范学院天津市高速切削与精密加工重点实验室,天津,300222;天津大学机械工程学院,天津,300072【正文语种】中文【中图分类】TG501在航空、军工、能源、船舶等国家重点发展行业中,薄壁类零件的切削加工是非常常见的加工工艺.而该类零件一般具有形状复杂、难切削、切削力复杂、极易产生加工形变、失稳和振动等问题,使得加工完的零件易发生弯曲、扭曲或弯扭组合等形变,很难控制零件的加工精度,严重影响产品的性能,长期以来一直成为加工领域中公认的难题,受到业内人士的广泛关注.为此很多学者关注加工误差的预测研究[1-11],其中关键技术在于铣削力的合理建模,而低刚度工艺系统的形变预测则是铣削力建模的基础.大量的铣削力模型中形变预测研究多集中在两方面:一是将刀具等效为悬臂梁结构[1-6];二是采用FEM 方法预测工件的铣削形变.由于处理工件形变的数据繁杂,所以长期以来 FEM 方法在工程中一直未得到广泛应用.为此,笔者结合薄壁立板的高速铣削过程,基于弯扭剪耦合弹性力学理论,推导出了工件弹性铣削形变的解析式,计算出工件任意点的铣削形变;同时考虑到工件和铣刀的弹性形变共同引起铣削啮合角的变化,推导出啮合角的表达式;建立了低刚度工件-刀具工艺系统的弹性铣削力模型.该研究为提高高速铣削薄壁构件的加工精度提供了理论依据和方法.1 工件-刀具系统的形变分析在机床-夹具-工件-铣刀组成的铣削加工系统中,周铣薄壁工件时,法向的水平分力 Frj 是引起铣削形变的主要原因,因此,针对低刚度工件-刀具系统,铣削加工系统的形变可表示为式中:δwy 为 y 方向(法向)工件受力产生的形变量;δcy为y 方向(法向)刀具受力产生的形变量.1.1 工件弹性铣削形变低刚度工件受到铣削力的作用后,产生弹性铣削形变,如图1 所示,其形变主要为铣削分力Frj 产生的弯扭剪耦合形变,形变表达式为式中:δMy 为弯矩产生的形变量;δFy 为横向力产生的形变量.距离工件夹持面高度为 zh 处,作用法向铣削力Frj,使得工件产生弯扭形变,根据弯扭弹性形变原理,推导出立板的弯扭铣削形变为式中:h 为工件高度;E′ 为工件(板)的弹性模量;μ 为泊松比;E 为拉伸弹性模量;s 为工件厚度;w 为工件长度,w=w1+x;G 为工件剪切模量.图1 工件铣削形变示意Fig.1 Part milling deflection同时,作用于工件上的法向铣削力 Frj,使得工件产生横向力形变,根据剪切弹性形变原理,推导出立板的剪切铣削形变为1.2 刀具弹性铣削形变刀具夹持在机床的夹头上,可将刀具等效为悬臂梁结构.当受到铣削分力Fτj、Frj 的作用后,刀具在 x方向(切向)和 y 方向上的弯曲形变分别为δcx 和δcy.由于刀具由刀柄和刀刃两部分组成,而刀柄和刀刃的弯曲刚度不同,因此,其弹性铣削形变[1]为式中:δs 为刀柄部分形变量;δf 为刀刃部分形变量;φs为刀柄部分形变角;FΔj 为铣削分力Fτj 和 Frj;Lf 为刀刃长度;L 为刀具悬臂长度;Zc 为铣刀上形变点距刀具底端处的距离;Zf 为铣削力作用点到刀具底端处的距离;I 为刀柄部分的惯性矩;If 为刀刃部分的惯性矩;Ec 为刀具弹性模量.2 弹性铣削力建模薄壁结构件的铣削力与铣削加工工艺系统的动态弹性形变密切相关,并呈非线性.在弹性铣削力模型中,铣削力使得低刚度工件-铣刀偏离了理想的切削位置,从而使未形变切屑厚度发生变化;该变化又反馈给切削系统,形成新的铣削力;而新的铣削力又引起新的铣削形变和新的瞬时铣削厚度的变化,最终铣削力与铣削形变达到平衡状态.因此,工件-铣刀系统的弹性形变是弹性铣削力预报的基础.该弹性形变量主要影响到铣削力的啮合角和瞬时切削厚度.下面从工件-铣刀切削形变对切削路径影响的几何关系出发,研究切削微单元的瞬时切削厚度与切削位置角的变化,建立低刚度铣削工艺系统的弹性铣削力模型.2.1 切削啮合角分析如图2 所示,将圆柱铣刀的铣削刃离散为n 个切削微单元的集合,铣刀的螺旋角为λ,切削刃数为 Nf,刀具半径为 R,每个微单元的名义高度为 dz=Ad/n(Ad 是轴向切深),设θ(j)为铣刀的初始位置角,当铣刀刃位于第 j 个转角时,φ(i)为第 i 个微单元与第 k 个刀尖之间的夹角在刀具端面上的投影,则第k 个刀刃上第j 个初始位置第i 个微单元的切削角为图2 刀具铣削力模型Fig.2 Cutter milling force model在铣削过程中考虑到工件(刀具)的弹性形变,第i 个单元的实际高度为式中Δδy(i)为第i 个单元在y 方向上的相对形变量,即当刀具沿着x 方向进给铣削薄壁件时,作用在薄壁件上的切向、法向和轴向切削力分别为Fτ(φ)、Fr(φ)和Fa(φ).若工件为弹性体,刀具为刚性体时,刀具与工件之间未变形的切削面积为 ABC;若工件、刀具均为弹性体时,切削面积变为A′B′C′,如图 3 所示.由于刀具发生了弹性形变,其轴线的中心位置由o′j 变化为位置 oj,刀具铣刀刃上位于第 j 个转角时切削啮合角相应发生了变化,刀刃上的切削啮合角变为图3 弹性系统瞬时切削厚度Fig.3 Chip thickness for flexible process其中,刀刃上的切入角为式中:rd(j)为刀具名义径向铣削深度;δwy(j)为铣削位置处工件的法向形变量;δcy(j)为铣削位置处刀具在y方向上的形变量.而刀齿的切出角为式中:δcx(j-1)、δcx(j)为刀具在 j、j-1 位置x方向上的铣刀形变量;δcy(j-1)、δcy(j)为刀具在 j、j-1 位置 y 方向上的铣刀形变量;ft 为每齿进给量.2.2 瞬时切削厚度分析随着工件-刀具弹性铣削形变的不同,切屑微单元的瞬时切削厚度随之变化.如图3 所示,在切削刃转角为β(i,j,k)时,第 k 个铣削刃第 i 个微单元的瞬时切削厚度为其中2.3 弹性铣削力计算对于铣刀刃上的任一微单元,切削机理为斜角切削.作用在微单元上的切向力dfτi(φi)、法向力dfri(φi)和轴向力dfai(φi)可表示为式中:kτ、kr、ka 为与工件材料和切削参数有关的切削力系数,可通过参数识别方法[12]获得;τci、rci、aci 为第i 个微单元的单位向量.为了描述微单元上作用力的方向,在点oj 建立如图2 所示的坐标系xj yj zj,则第i 个微单元的位置向量为式中:φi 为向量 r i 的切削啮合角;e1、e2、e3 分别为 x j、yj和 z j 轴的单位向量;hi 为第 i 个微单元距离铣刀底端的高度,hi =Rϕi co t λ.而铣刀刃上第 i 个微单元的单位向量可分别表示为如果考虑铣刀前角γ 对铣削力的影响,作用在铣削微单元上的铣削力可表示为沿切削刃对微元铣削力式(15)积分,得到 t 时刻作用在整个刀刃上的铣削力为将作用在铣刀上的瞬时切削合力转化为x、y 和z方向上的分量 Fxj、Fyj、Fzj,可表示为3 仿真分析为了分析刀具和工件铣削形变对铣削力的影响,针对低刚度工件,采用小直径铣刀仿真高速切削过程中的弹性铣削形变和铣削力.在切削区域内,测试切削力用于刀具和工件形变预测,刀具形变预测的参数如表 1 所示,其形变预测曲线如图 4 所示.工件为薄壁立板,材料为铝合金 6082(弹性模量 E 为 69,GPa,泊松比μ 为0.33 ,布氏硬度 HB 为 100),壁厚为2.5,mm.铣削方式为周铣,主轴转速为24,000,r/min,每齿进给量为 0.04,mm/r,轴向铣削深度为 3.0,mm,径向铣削深度为 0.2,mm,采样频率为 1,500,Hz.经仿真其工件-刀具系统共同引起的法向综合形变曲线如图5 所示.表1 立铣刀参数Tab.1 Specification of end mill cutter?如图4 所示,引起刀具形变的主要分力为法向分力 Frj 和切向分力Fτj.由于切向分力Fτj 在整个切削过程中基本不变,因此由该分力引起的刀具形变基本不变,其大小为 0.164,mm;而法向分力变化较大,由该分力引起的铣削形变较明显,其形变量由 0.294 mm 变化到0.335,mm.图4 刀具铣削形变Fig.4 Variation of predicted deflection of cutter预测形变反过来用于迭代计算,得预测铣削力,经仿真得到铣削力轮廓曲线如图6 所示.由图 6 可知,法向铣削力随刀具的运动而变化,当刀具移动到工件长度的 1/2 时,法向铣削力达到最大,随后不断减小.图5 工件-刀具法向铣削形变Fig.5 Workpiece-cutter deflection in normal direction力的变化与形变的变化密切相关.由图 5 可知,工件-刀具的法向综合形变曲线为中间小两端大;从图6 所示的法向铣削力曲线可知,铣削力的变化曲线为中间大两端小.其主要原因是随着铣刀的切削运动,工件的刚度增大,弹性形变逐渐减小,“让刀量” 也逐渐减小,瞬时切削厚度随之增大,因此,铣削力逐渐增大.图6 仿真铣削力Fig.6 Variation of predicted forces4 试验验证基于低刚度加工工艺系统的铣削力分析,采取一系列试验进行验证.试验装置如图7 所示.试验在高速加工中心 DMG75V 进行,工件形状为3边自由1边夹紧的低刚度薄壁立板,铣削分力由 Kistler 动态测力仪测量.沿铣削长度方向测得法线方向上的铣削力 Frj 以及切线方向上的铣削力Fτj 的曲线如图 8所示.在采样点上测得的法向、切向最大铣削力分别为 482 N、221 N,而仿真预测的法向、切向最大铣削力分别为 467 N、211 N.由测试和预测结果可知,铣削力的测量值和理论预测值具有较好的一致性.图7 铣削形变试验装置Fig.7 Experimental setting-up of milling deflection图8 测试铣削力Fig.8 Variation of measured forces5 结论(1)基于低刚度薄壁工件-铣刀工艺系统,建立该高速铣削工艺系统的弹性铣削力模型.该模型考虑到工件和铣刀的弹性形变共同引起铣削啮合角的变化,并推导出啮合角的表达式;同时推导出了工件弹性铣削形变的解析式,计算出工件铣削啮合处的铣削形变,结合铣削力和工件-铣刀工艺系统弹性形变预测结果,通过迭代算法仿真出三向铣削力.(2)经铣削试验验证,表明基于弹性铣削力模型仿真出的结果与实测数据具有较好的一致性.同时也表明了工件铣削形变与工件的刚度和铣削力密切相关,即工件铣削形变随铣削力的变化而变化;以及工件法向铣削分力是引起工艺系统形变的主要因素.【相关文献】[1]Kim G M,Kim B H,Chu C N. Estimation of cutter deflection and form error in ball-end milling processes[J]. Int J Mach Tools Manufacture,2003,43(9):917-924.[2]Shirase K,Altintas Y. Cutting force and dimensional surface error generation in peripheral milling with variable pitch helical end mills[J]. Int J Mach Tools Manufacture,1996,36(5):567-584.[3]Salgado M A,de Lacalle L N L,Lamikiz A,et al.Evaluation of the stiffness chain on the deflection of endmills under cutting forces[J]. Int J Mach Tools Manufacture,2005,45(6):727-739.[4]Xu Anping,Qu Yunxia,Zhang Dawei,et al. Simulation and experimental investigation of the end milling process considering the cutter flexibility[J]. Int J Mach Tools Manufacture,2003,43(3):283-292.[5]Ong T S,Hinds B K. The application of tool deflection knowledge in process planning to meet geometric tolerances[J]. Int J Mach Tools Manufacture,2003,43(7):731-737.[6]Ryu S H,Lee H S,Chu C N. The form error prediction in side wall machining considering tool deflection[J]. Int J Mach Tools Manufacture,2003,43(14):1405-1411. [7]Ratchev S,Liu S,Huang W,et al. Milling error prediction and compensation in machining of low-rigidity parts[J].Int J Mach Tools Manufacture,2004,44(15):1629-1641.[8]Budak E,Altintas Y. Modeling and avoidance of static form errors in peripheral milling of plates[J]. Int J Mach Tools Manufacture,1995,35(3):459-467.[9]Tsai J S,Liao C L. Finite-element modeling of static surface errors in the peripheral milling of thin-walled workpieces[J]. Journal of Materials Processing Technology,1999,94(2):235-246.[10]万敏,张卫红. 薄壁件周铣切削力建模与表面误差预测方法研究[J]. 航空学报,2005,26(5):598-603.Wan Min,Zhang Weihong. Investigation on cutting force modeling and numerical prediction of surface errors in peripheral milling of thin-walled workpiece[J]. Acta Aeronautica ET Astronautica Sinica,2005,26(5):598-603(in Chinese).[11]黄志刚,柯映林,王立涛,等. 基于正交切削模拟的零件铣削加工形变预测研究[J]. 机械工程学报,2004,40(11):117-122.Huang Zhigang,Ke Yinglin,Wang Litao,et al. Study on prediction of the parts distortion due to milling machining based on orthogonal cutting simulation[J].Chinese Journal of Mechanical Engineering ,2004 ,40(11):117-122(in Chinese).[12]Chiang S T,Tsai C M,Lee A C. Analysis of cutting forces in ball-end milling[J]. Journal of Materials Processing Technology,1995,47(3/4):231-249.。