镀锌及其合金的添加剂
- 格式:doc
- 大小:28.50 KB
- 文档页数:6
镀锌及其合金的添加剂【摘要】本文综述了镀锌及其合金的发展现状,重点介绍了最新镀锌技术(配方、添加剂),最后提出了结论性意见。
1 引言就其生产量而言,镀锌是电镀工业最大的镀种。
在氰化物镀锌、锌酸盐镀锌和氯化物镀锌这三大类流行镀液中,获得广泛应用的镀液应是锌酸盐镀液。
目前,许多电镀工作者还偏爱镀锌及其合金添加剂的研究。
无论是品种、机理、配方、工艺及相关仪器、设备,都有新的发展。
特别是添加剂的研究,一直引起人们的重视。
这里介绍的一些典型添加剂,多数是近几年的成果。
作者希望有更多漂亮的添加剂问世,以便使具有百年历史的镀锌及其合金工艺有一个大的飞跃。
2 典型添加剂2.1 乙醇酸(Glycollicacid)又名羟基乙酸、甘醇酸,无色透明结晶,易潮解,溶于水、醇和乙醚等。
它在氯化物镀锌液中,常用作络合剂。
一份日本专利认为,所有羟基羟酸及其盐类,均可起络合剂作用,可选一种或数种使用。
配方1[1]:氯化锌7~70g/L氯化钠50~100g/L硼酸10~80g/L乙醇酸20~200g/L苯甲醛0.01~1.0g/L说明:(1)操作条件:pH5~8;温度30~70℃;不溶性阳极。
(2)可在高电流密度下进行电镀,不存在废水处理问题。
电流可间歇供给。
(3)光亮剂也可用聚乙烯醇(分子量≤800)或明胶,或两者联合使用,但镀液总浓度应为0.05~5.0g/L。
2.2 DE-99添加剂广州天朗涂料化工有限公司研制的DE—99锌酸盐镀锌添加剂,是在常用的DE—81添加剂引入光亮活性基团即芳香醛缩化合物,在催化剂、掩蔽剂参与下化合而成。
据介绍,这种新型添加剂光亮效果好,电流密度范围广泛,对温度敏感性小,镀层结合力强,操作简便。
配方2(基本组成)[2]:氢氧化钠100g/L氧化锌10g/LDE—99 4mL/L说明:(1)操作条件:电流密度0.1~18A/dm2;温度25~30℃,时间5~10min(2)DE—99添加剂还起表面活性剂作用,极大地增加锌电沉积过程中阴极化电位[3],从而达到锌沉积均匀之目的。
(1)光锌盐
①特点适用于高、中、低氰化物挂镀锌以及滚镀锌基本成分的开缸与补充。
易溶解,使用简单方便。
②配方及操作条件
生产厂商:东莞美坚化工原料有限公司
(2)D2-501型氰化镀锌光亮剂
①特点
a,电镀层光亮、细致、均匀。
b,适于高、中、低氰镀锌工艺。
c.电流密度范围宽,低电流密度区走位好。
d.耐温度性佳,消耗量低。
②配方及操作条件
生产厂商:河北金日化工有限公司
(3)EBAZINC S-300氰化镀锌
①特点
b,适用于低、中镀锌溶液浓度型。
b.适用于低、中镀锌溶液浓度型。
c.具有优良的光亮度和良好的耐温性、特别是低电流区域的外观极佳。
②配方及操作条件
生产厂商:荏原优吉莱特(上海)贸易有限公司
(4)ZINKO系列碱性镀锌C2-53
①特点适用于高、中、低浓度氰化镀液,不论用于滚镀还是挂电镀过滤机,均可获得光亮镀层。
操作温度高至45℃时,镀层仍保持一定光亮度。
镀液有极佳的分散能力和覆盖能力,杂质容忍度高。
镀层后处理容易,如铬酸盐钝化膜(发蓝、发自、发彩及发黑等)处理。
②配方及操作条件
生产厂商:上海永星化工有限公司
本文来源参考:。
镀锌添加剂主要成分
镀锌添加剂是用于镀锌工艺中的辅助材料,主要成分包括氯化铵、氯化锌、氯化铵和氯化锌的混合物。
这些成分在镀锌过程中起
着重要的作用。
氯化铵主要用于调节镀液的酸度和盐度,以及控制
镀层的均匀性和致密性。
氯化锌则用于提高镀层的亮度和耐腐蚀性能。
此外,镀锌添加剂中可能还包含一些其他辅助成分,用于调节
镀液的性质和提高镀层的质量。
除了化学成分外,镀锌添加剂还可能包括一些表面活性剂和稳
定剂,用于改善镀液的润湿性和稳定性,从而提高镀层的质量和外观。
这些成分的配比和使用方法会根据具体的镀锌工艺和要求而有
所不同。
总的来说,镀锌添加剂的主要成分是氯化铵、氯化锌以及一些
其他辅助成分,它们共同作用于镀液,确保镀层具有良好的均匀性、亮度和耐腐蚀性能。
电镀镀锌3价铬含量标准电镀镀锌是利用电解作用实现的一种防腐蚀技术,通过在金属表面形成一层锌层,以保护基材不受氧化腐蚀的影响。
3价铬是电镀镀锌过程中液态电解液中的一种添加剂,它被广泛应用于镀锌工艺中,以提高附着力和耐腐蚀性。
而电镀镀锌3价铬含量的标准则对产品质量和环境安全具有重要意义。
首先,我们来了解一下电镀镀锌3价铬的作用和影响。
电镀镀锌3价铬主要用于增强电镀锌层的结合力和耐腐蚀性。
它可以与电镀锌层中的锌形成一种稳定的氧化膜,提高涂层的防腐蚀能力。
同时,3价铬还可以提高涂层的亮度和光泽度,使其更具美观性。
此外,3价铬还具有与铝合金等材料产生反应的能力,可以进一步改善电镀锌层与基材的结合性能。
然而,3价铬含量不合理会对电镀镀锌层的质量和环境安全造成负面影响。
过高的3价铬含量可能导致电镀锌层变脆,降低了其机械性能和耐腐蚀性,从而减少了电镀锌层的使用寿命。
此外,3价铬在一定条件下会发生还原,生成可溶性的六价铬,对环境造成严重的污染,对人体健康也有潜在危害。
因此,为了保证电镀镀锌层的质量和环境安全,有必要制定3价铬含量的标准。
目前,国际上广泛采用的标准是根据电镀锌层的厚度来确定3价铬含量的上限。
根据ISO 2081标准,电镀锌层的厚度范围为5-45μm时,3价铬含量的上限为0.1克/升。
当电镀锌层的厚度超过45μm时,3价铬含量的上限则为0.06克/升。
以上标准可作为制定国内电镀镀锌3价铬含量标准的参考。
另外,除了厚度和3价铬含量之外,还需要考虑其他因素,如电镀液的pH值、温度、电流密度、金属离子浓度等。
这些因素都会对镀锌层的品质产生影响,因此在制定3价铬含量标准时,需要综合考虑。
制定电镀镀锌3价铬含量标准的目的在于保证产品质量和环境安全。
合理控制3价铬含量可降低产品失效的风险,延长电镀锌层的使用寿命,同时减少对环境的污染。
因此,标准的制定需要依据科学研究和实际生产经验,综合考虑不同因素对电镀镀锌层的影响,确保标准的合理性和可行性。
电镀锌铁(钒)合金电镀添加剂的选择在镀液中加入适量的添加剂,一般对金属的平衡电位影响很小,但对金属的极化往往有较大的影响。
添加剂在阴极表面可能被吸附或形成表面配合物,对阴极反应常具有明显的阻化作用。
一种添加剂可能会对某种金属的电沉积起作用,而对另一些金属的电沉积无效。
因此,在镀液中加入适当的添加剂(包括配位剂、光亮剂等),也是在阴极上实现共沉积的有效方法之一。
要在氯化钾镀锌液中形成具有良好外观的锌铁(钒:合金镀层,添加剂是关键因素之一。
在电镀液中添加特殊添加剂是一种简便而有效地提高整平性能和细化结晶的良好方法。
添加剂在阴极高电流密度处的吸附和还原,可以有效地抑制高电流密度处的金属被还原,即可以有效地抑制高电流密度处金属的沉积速度,从而达到正整平作用。
因此,性能优良的添加剂不仅要有好的整平作用,还要求分解产物愈少愈好。
为了能在活性的结晶生长点上抑制结晶的生长,促进晶核的形成,大多电镀界同仁都认为在镀液中添加可以在结晶生长点上选择性吸附的有机添加剂是不可或缺的[5]。
对锌铁(钒)合金添加剂的初步筛选也是基于此理。
增大阴极极化一般采用配位剂或表面活性物质(即广义上的表面活性剂)。
采用表面活性剂的最大优点是用量较少、成本低,而且由于表面活性剂是吸附在电极表面的,溶液中主要还是电解质简单离子。
笔者研究的R·G--618添加剂采用了易于生物降解的直链式表面活性剂,对环境友好,符合清洁生产要求,废水处理简单。
R·G一618添加剂中的表面活性剂不仅有足够的表面活性,而且还有宽的吸附电位范围,其中的载体添加剂在被吸附后有较强的增大极化作用。
锌铁(钒)合金添加剂由R·G一618光亮剂和R·G一618配位剂组成。
1.载体添加剂氯化钾镀锌铁(钒)合金基础液中没有任何添加剂时,所得镀层粗糙、疏松,呈海绵状。
要获得结晶细致的光亮镀层,需有良好的添加剂与相应配位剂的协同作用。
因此,添加剂的质量是决定镀层质量的重要因素之一。

铜锡锌三元合金电镀添加剂
(厚白铜锡电镀添加剂)
工艺配方
范围标准
氰化亚铜10~15克/升12克/升
锡酸钠35~75克/升35克/升
氰化钾(游离) 40~60克/升48克/升
氢氧化钾14~22克/升18克/升
碳酸钾20克/升20克/升
开缸剂40毫升/升
光亮剂A 10毫升/升
光亮剂B 10毫升/升
温度50~55℃
阴极电流密度0.1~2.0安培/平方分米
沉积速度在2.0安培/平方分米下约0.3微米/分钟
循环过滤、良好的搅动
镀层:铜锡锌合金比例: 50~60%铜、25~35%锡、10~20%锌
(决定于电流密度及溶液成分)
镀层颜色: 银白色
磁性测验: 抗磁
均镀能力、深镀能力优于镀镍
配制方法:
1:将相当于氰化亚铜量1:1.4倍的氰化钾溶于40℃左右的温水中,然后在搅拌下逐渐加入氰化亚铜,使之溶解,倒入缸中。
2:将氢氧化钾溶解于去离子水后,加温至沸腾,然后在搅拌下加入锡酸钠,使之全部溶解再倒入缸中。
3:加入余下的氰化钾,加去离子水到位,加入1~3克/升活性碳处理、过滤。
加入开缸剂、光亮剂A、光亮剂B,小电流处理数小时,即可进行试镀。
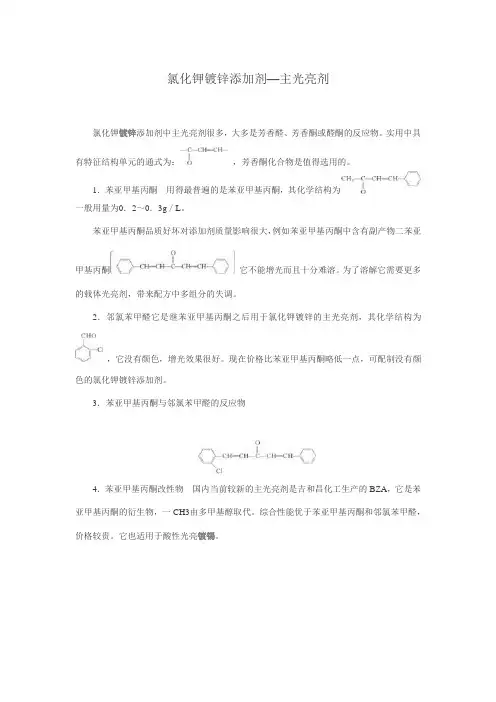
氯化钾镀锌添加剂—主光亮剂
氯化钾镀锌添加剂中主光亮剂很多,大多是芳香醛、芳香酮或醛酮的反应物。
实用中具有特征结构单元的通式为:,芳香酮化合物是值得选用的。
1.苯亚甲基丙酮用得最普遍的是苯亚甲基丙酮,其化学结构为
一般用量为0.2~0.3g/L。
苯亚甲基丙酮品质好坏对添加剂质量影响很大,例如苯亚甲基丙酮中含有副产物二苯亚甲基丙酮它不能增光而且十分难溶。
为了溶解它需要更多的载体光亮剂,带来配方中多组分的失调。
2.邻氯苯甲醛它是继苯亚甲基丙酮之后用于氯化钾镀锌的主光亮剂,其化学结构为
,它没有颜色,增光效果很好。
现在价格比苯亚甲基丙酮略低一点,可配制没有颜色的氯化钾镀锌添加剂。
3.苯亚甲基丙酮与邻氯苯甲醛的反应物
4.苯亚甲基丙酮改性物国内当前较新的主光亮剂是吉和昌化工生产的BZA,它是苯亚甲基丙酮的衍生物,一CH3由多甲基醇取代。
综合性能优于苯亚甲基丙酮和邻氯苯甲醛,价格较贵。
它也适用于酸性光亮镀锡。
推荐几个镀锌钝化剂配方
镀锌钝化剂是一种被广泛应用于钢材表面处理的化学物质,它能够提供一层保护膜,防止钢材被氧化和腐蚀。
下面我将推荐几个常见的镀锌钝化剂配方。
1.镀锌钝化剂配方一:
-硫酸:30%
-硝酸:33%
-氢氟酸:8%
-磷酸:2%
-氯化铵:0.5%
-辅助添加剂:0.5%
将以上配方中的各种酸性物质逐渐加入水中,并搅拌均匀。
然后将待处理的钢材浸泡在该溶液中,温度控制在25-35摄氏度,浸泡时间根据需要进行调整,通常不超过10分钟。
处理过后,要彻底清洗钢材以去除残留的钝化剂。
2.镀锌钝化剂配方二:
-磷酸:20%
-硫酸:12%
-氢氟酸:10%
-氯化铵:3%
-辅助添加剂:2%
将以上配方中的各种酸性物质和添加剂逐渐加入水中,并搅拌均匀。
浸泡钢材的温度和时间同样需要进行控制,通常在20-30摄氏度浸泡5-8分钟。
这两个配方都含有各种酸性物质,能够有效去除钢材表面的氧化物,并形成保护膜。
此外,辅助添加剂的添加可以提高钝化剂的性能,例如改善其涂覆性、增加抗蚀性等。
此外,还有其他一些可用于镀锌钝化的化学物质,如亚硝酸盐、磷酸盐、氧化锌等,配方也可以根据具体要求进行调整。
无论选择哪种配方,都需要在操作过程中遵守相关的安全规定,戴上防护手套和眼睛,并确保操作区域通风良好。
ZN-2 碱性锌镍合金电镀添加剂ZN-2碱性锌镍合金电镀添加剂及电镀工艺是杭州东方表面技术有限公司研制成功的高稳定性、高耐蚀性新电镀工艺,可以获得含镍量为11-16%的锌镍合金镀层。
该工艺电流效率高达70~80%,比同类工艺高一倍左右,可以实现省时、省成本;深镀能力好,特别适合滚镀和,高深孔要求的挂镀件。
镀层经钝化处理,其防护性能比相应的锌镀层提高4~6倍以上,该工艺特别适用于汽车、摩托车等对防护要求较高的零件的表面处理。
一、溶液组成及工艺条件范围推荐值氧化锌8-12 g/L 10g/L氢氧化钠100-150 g/L 130g/L开缸剂ZN-2Mu 40-50 ml/L 40ml/L添加剂ZN-2A5-7 ml/L 6ml/L光亮剂ZN-2B 4-6 ml/L 5ml/L镍溶液ZN-2C 20-25 ml/L 20 ml/L温度20-30℃20-30℃D K0.5-4A/dm2 0.5-4 A/dm2搅拌阴极移动阴极移动过滤连续过滤S K:S A1:1.5-2镀层镍含量11-16%二、溶液配制1.洗净备用槽,加入少量的温水把NaOH溶解,趁热加入ZnO搅拌使之溶解。
2.等溶液温度下降后加入镀槽,并加水稀释至规定体积的80%左右。
3.视原材料质量情况选择处理方法,然后加入ZN-2A、ZN-2B再进行电解处理,同时进行样品试镀。
4.当镀层质量达到要求后,再加入开缸剂ZN-2Mu以及镍剂ZN-2C,电解处理后每升通电量2Ah后,渐进正常工作状态,即可调试生产。
三、镀液的维护与控制1.Zn与NaOH:镀液中ZnO与NaOH的相对含量对镀层中的镍含量略有影响,ZnO高或NaOH低时,镀层中的镍含量略低,反之则镍含量略高。
Zn:NaOH控制在1:12~13左右较好,平时生产停止时须及时将阳极取出。
当Zn偏高时,可用镍板或铁板取代部分锌板。
2.锌镍合金电镀添加剂:ZN-2A与ZN-2B须配合使用,A剂可增强阴极极化,使镀层结晶细致,改善镀液的分散能力与覆盖能力,B剂可增加镀层光亮度,扩大电流密度范围。
适用于酸性镀Zn和Zn合金的新添加剂
覃奇贤
【期刊名称】《电镀与精饰》
【年(卷),期】2003(25)1
【摘要】一种适用于酸性镀Zn和Zn合金的新添加剂具有如下结构式:式中,
R1和R2=T;R3=H,T T=OH、羰基、羧酸或其盐类;R4和R5=卤化物、磺酸及其盐类。
该添加剂可用于挂镀、带材和线材的高速电镀以及滚镀,可以在许多金属或合金基体上如铁、铜和黄铜上得到光亮的镀锌层,采用这种添加剂可以改善电解液的分散能力和覆盖能力,在宽广的电流密度范围内获得均匀平滑细致的表面,镀层光亮,延展性好,该添加剂也适用于酸性镀镍。
【总页数】1页(P43-43)
【关键词】酸性镀;添加剂;镀锌;锌合金
【作者】覃奇贤
【作者单位】
【正文语种】中文
【中图分类】TQ153.15;TQ153.2
【相关文献】
1.机械镀Zn-Cr及Zn-Al-Cr合金工艺及耐蚀性 [J], 王蕾蕾;肖克峰;于萍
2.添加剂对酸性液电镀Zn-Ni合金质量的影响 [J], 苌清华;陈艳芳;崔福昌
3.硅和镁含量对双镀Zn–23Al合金组织结构和耐蚀性的影响第一部分──Zn–
23Al–xSi镀层的组织结构和耐蚀性 [J], 汪前雨;陆江银;魏连启;崔彦斌
4.镀液中镍锌含量比对酸性液电镀Zn-Ni合金的影响 [J], 苌清华;陈峰;陈艳芳
5.热浸镀Zn-Ti及Zn-Ti-Al合金层的耐蚀性能 [J], 黄国雄;王胜民;何明奕;赵晓军;苑振涛
因版权原因,仅展示原文概要,查看原文内容请购买。
LG-BZ碱性镀锌添加剂一、工艺特点1、镀层结晶光亮,细致,结合力好。
2、电流密度范围宽。
3、耐温性能好。
4、镀液不含氰,废水易处理。
二、镀液组成及操作条件挂镀滚镀氧化锌 ZnO 7~15 g/L 10~20 g/L氢氧化钠 NaOH 70~150 g/L 80~160 g/LLG-BZ光亮剂4~6 ml/L 4~6 ml/LLG-BZ柔软剂4~6 ml/L 4~6 ml/L温度20~40 ℃20~40 ℃阴极电流密度0.5~6 A/dm20.5~6 A/dm2三、溶液维护1、碱性镀锌液较稳定,平常维护只需补加添加剂。
其主盐浓度主要是根据化验结果补加,氧化锌一般不直接补加,靠调整锌阳极进行控制。
2、镀液要做到三定(定期分析、定期加料、定期过滤),保证各种主盐成分在工艺范围内,定期净化处理槽液。
槽液定期用活性炭处理有机物,一般每3-6个月处理一次,这样可确保槽液正常运转;3、光亮剂要少加勤加,正常生产每通电1000安培小时需要补充:Ni-1013光亮剂 100~150 mlNi-1013柔软剂 100~150 ml4、如出现阴阳面、条状镀层,加入锌粉0.3g/L电解8-10小时即可。
5、停产时,锌板要及时取出,防止锌离子过高。
四、配制镀液1、先将三分之一容积的纯水,少量多次加入计算量的氢氧化钠,搅拌至全部溶解,此时温度升高到80~90℃;2、少量多次加入用纯水调成糊状的氧化锌,搅拌至完全溶解;3、加水至总体积,待溶液温度冷却至室温(18~28℃);4、加入适量添加剂,开始试镀。
五、设备1. 阳极纯锌板,含量99.99%;2.镀槽聚氯乙烯、聚脂等适合的塑料或其它认可材料。
3.温度控制加温及冷却管可用石英、石墨、钛、聚四氟乙稀、聚氯乙烯等材料。
4.空气搅拌镀液需要平均而强烈的空气搅拌,所需的空气由设有过滤器的低压无油气泵供应,所需气量约为12-20立方米/小时。
5.阴极移动镀液搅拌以空气搅拌为主,同时可附设阴极移动有利于工件接触新鲜镀液。
镀锌及其合金的添加剂【摘要】本文综述了镀锌及其合金的发展现状,重点介绍了最新镀锌技术(配方、添加剂),最后提出了结论性意见。
1 引言就其生产量而言,镀锌是电镀工业最大的镀种。
在氰化物镀锌、锌酸盐镀锌和氯化物镀锌这三大类流行镀液中,获得广泛应用的镀液应是锌酸盐镀液。
目前,许多电镀工作者还偏爱镀锌及其合金添加剂的研究。
无论是品种、机理、配方、工艺及相关仪器、设备,都有新的发展。
特别是添加剂的研究,一直引起人们的重视。
这里介绍的一些典型添加剂,多数是近几年的成果。
作者希望有更多漂亮的添加剂问世,以便使具有百年历史的镀锌及其合金工艺有一个大的飞跃。
2 典型添加剂2.1 乙醇酸(Glycollicacid)又名羟基乙酸、甘醇酸,无色透明结晶,易潮解,溶于水、醇和乙醚等。
它在氯化物镀锌液中,常用作络合剂。
一份日本专利认为,所有羟基羟酸及其盐类,均可起络合剂作用,可选一种或数种使用。
配方1[1]:氯化锌7~70g/L氯化钠50~100g/L硼酸10~80g/L乙醇酸20~200g/L苯甲醛0.01~1.0g/L说明:(1)操作条件:pH5~8;温度30~70℃;不溶性阳极。
(2)可在高电流密度下进行电镀,不存在废水处理问题。
电流可间歇供给。
(3)光亮剂也可用聚乙烯醇(分子量≤800)或明胶,或两者联合使用,但镀液总浓度应为0.05~5.0g/L。
2.2 DE-99添加剂广州天朗涂料化工有限公司研制的DE—99锌酸盐镀锌添加剂,是在常用的DE—81添加剂引入光亮活性基团即芳香醛缩化合物,在催化剂、掩蔽剂参与下化合而成。
据介绍,这种新型添加剂光亮效果好,电流密度范围广泛,对温度敏感性小,镀层结合力强,操作简便。
配方2(基本组成)[2]:氢氧化钠100g/L氧化锌10g/LDE—99 4mL/L说明:(1)操作条件:电流密度0.1~18A/dm2;温度25~30℃,时间5~10min(2)DE—99添加剂还起表面活性剂作用,极大地增加锌电沉积过程中阴极化电位[3],从而达到锌沉积均匀之目的。
2.3非离子型聚合物一份日本专利介绍,在钢板上复合镀锌铬环氧聚合物层时,可以在镀液中添加水溶性非离子型聚合物,能获得耐蚀性强、结合力好的镀层。
但该添加剂至少含一个环氧基官能团,平均分子量为100~1000000,其添加量为0.1~30g/L[4]。
2.4“178”碱性锌酸盐镀锌光亮剂由湖南轻工研究所研制的“178”碱性锌酸盐镀锌光亮剂,是采用缩合、季碱化及酯化反应而获得的。
由此而形成的工艺,具有出光速度快、光亮电流密度范围宽、消耗量小、操作简便等特点,可以取代“DE”和“DPE”型传统镀锌工艺,其市场前景甚为广阔。
配方3[5]:氢氧化钠80~120g/L氧化锌8~10g/L“178”光亮剂4~8mL/L说明:(1)操作条件:阴极电流密度0.5~8A/dm2;温度5~45℃。
(2)据介绍,此种工艺在阴极电流效率、分散能力、深镀能力、镀层结合力和镀层耐蚀性诸方面显示优越性,值得推广。
2.5Ne—Ⅰ、Ne—Ⅱ光亮剂由倪步高研制的锌钴合金镀液中,添加了Ne—I(开缸剂)、Ne—Ⅱ光亮剂,能获得结晶细致、光亮的镀层。
所介绍的孔雀绿色钝化工艺,可在镀锌、镀锌钴工艺中获得应用,且效果理想。
配方4[6]:氯化锌50~60g/L氯化钴10~12g/L氯化钾170~190g/L硼酸25~30g/LNe—Ⅰ光亮剂15~20g/LNe—Ⅱ光亮剂150~200mL/KAH说明:(1)操作条件:pH5.0~5.8;Dk1~2.5A/dm2;阳极锌板(0#,1#);温度20~30℃。
(2)此配方适用挂镀。
配方5[6]:氯化锌50~60g/L氯化钴170~190g/L氯化钾170~190g/L硼酸25~30g/LNe—Ⅰ光亮剂15~20g/LNe—Ⅱ光亮剂150~200mL/KAH说明:(1)操作条件:Dk200~350A/桶;阳极锌板(0#,1#);温度20~35℃;pH5.0~5.8。
(2)此工艺适用滚镀。
配方6[6]:氧化铬25~30g/L硫酸氢钠20~22g/L硝酸银0.4~1g/L添加剂14~16g/L稳定剂1~2mL/L说明:(1)操作条件:pH1~1.5;温度,20~30℃;时间5~30s。
(2)此为孔雀绿色钝化液配方,其中添加剂、稳定剂为倪步高研制,未公开。
2.6六氟硅酸在一份日本专利中,报道锌铬镀液含有六氟硅酸根离子、铬共沉积促进剂,所获得的镀层加工性能好,耐腐蚀性也强,能在汽车、建筑材料及家用电器上得到广泛使用。
据介绍,六氟硅酸根离子在镀液中浓度为0.2~20g/L[7]。
2.7甲壳胺(Carapaceamine)系天然多糖类,含有众多氨基、羟基。
由海南大学理工学院开发的铵盐镀锌液中,添加了甲壳胺,起光亮剂作用。
他们的研究表明:甲壳胺比聚乙二醇、硫脲的光亮效果好,是非常看好的新型光亮剂。
配方7[8]:柠檬酸50~70g/L氯化铵230g/L氯化锌30~40g/L甲壳胺0.12g/L说明:(1)操作条件:pH4~5;温度30±1℃;Dk1~1.5A/dm2。
(2)甲壳胺只适用于酸性或弱酸性锌液中,这是由于它只在酸性或弱酸性溶液中溶解。
2.8其他添加剂限于篇幅,其他添加添不再一一介绍。
它们是抗坏血酸,苯酚,甲酚磺酸,间苯二酚,胡椒醛,苯并三氮唑,钼酸盐,水杨酸,糊精,甘氨酸[9];中国兵器工业第五九研究所的宽温氯化物镀锌光亮剂、碱性镀锌光亮剂和各类镀锌钝化剂;福州八达表面工程技术研究所的FK—303耐高温锌酸盐镀锌光亮剂;HT 氯化钾镀锌光亮剂[10];武汉风帆电镀技术有限公司的碱性镀锌光亮剂ACF—Ⅱ,酸性镀锌光亮剂L5A、L5B和高效镀锌封闭剂WS—1;上海永生助剂厂的CZ—96耐高温氯化钾镀锌光亮剂,94、95碱性和氰化镀锌光亮剂及氯化物锌镍合金光亮剂;广州二轻研究所的BH—50氯化钠镀锌光亮剂,BH—51氯化钾镀锌光亮剂,BH—51氯化钾镀锌柔软剂,BH—332低氰镀锌光亮剂,BH—336碱性镀锌光亮剂,BH—55镀锌彩钝剂,BH—56镀锌蓝钝剂,BH镀锌发蓝粉,BH碱性镀锌除杂剂;华美电镀技术有限公司的CLZ—938、937氯化钾镀锌剂,OCA99NCZDimension无氰碱性光亮镀锌剂,Z—AP低氰光亮镀锌剂;天津市电镀技术联合公司等的HD—941氯化钾(钠)宽温镀锌载体,HD—981新型氯化钾镀锌光亮剂;天津飞鸽集团联合化工厂的镀锌光剂ZL—92(碱性)、DPE—1、DEP—3、W906(碱性)、ZL—94、ZL—88和ZL—948高浊点氯化钾镀锌载体光亮剂、ZL—93镀锌层蓝白色钝化剂;南京晶晶表面技术有限公司的ST—711锌酸盐镀锌剂,ST—728高效氰化镀锌剂和ST—763全光亮氯化钾镀锌剂。
3 几点结论性意见3.1应当更深层次研究镀锌及其合金工艺随着新世纪越来越高的要求,作为历史悠久的镀锌及其合金工艺应有新的突破。
特别是在作用机制、新品种开发和添加剂研制上,要多多下功夫。
武汉大学化学学院李华锋等人在研究氯化物/硫酸盐体系的锌镍合金镀液时发现,光亮剂的存在能提高锌镍共沉积的阴极极化。
他们认为获得光亮镀层的重要原因,是其阻化作用导致锌镍合金镀层的结晶细致。
由此而推出的镀液新配方,将获得广泛应用。
配方8[11]:氯化锌15~50g/L硫酸镍20~150g/L氯化钠50~150g/L硼酸5~15g/L氯化铵25~75g/LWD87添加剂5~15mL/L说明:(1)操作条件。
Ni2+/Zn2+(wt):0.5~1.5;Dk0.5~2.0A/dm2;温度10~40℃;pH5.0~6.3;阳极Zn板:Ni板为1∶2~3。
(2)镀层中含镍量与温度、电流密度变化成正比,而与镀液中镍锌浓度比成反比。
武汉大学的成功研究,给我们再下这样的启示:镀锌工艺还是有许多工作要作。
3.2控制镀液中锌的含量既使是主盐,也应该控制镀液中的锌浓度。
那种认为主盐浓度关系不大的观点是不可取的。
因此,研究控制镀液中锌含量尤为重要。
一份德国专利提供的方法,便是向镀液添加沉淀剂。
其好处在于:可以避免锌离子浓度的增加;保持镀液锌质量的稳定;降低废水处理的用水量[12]。
除此而外,有否方法,还需研究。
3.3开辟锌合金镀液新品种有资料表明,在锌基合金镀液中,锌与铁族金属的合金镀发展很快,其代表品种有锌镍、锌铁、锌钴合金镀,值得注意的是非铁系锌合金镀液发展很猛,为锌合金的应用提供更多的机会。
例如,锌锡镀液已发展有葡萄糖酸盐、焦磷酸盐、柠檬酸盐等系列。
还有锌钼合金、锌磷合金、锌铬合金、锌锰合金、锌钛合金等镀液的发展也呈上升的趋势。
问题在于:完善这些品种的工艺,扩大其应用范围,并在此基础上开辟锌合金镀液更好的品种,以适应新世纪的需要。
9]作者特别寄希望于锌基三元合金和组合合金镀品种的发展。
目前已有的三元合金(锌钴铬、锌钴铁、锌钴钼、锌钴镍、锌镍钒)正获得应用,以它外观漂亮、延展性好、低应力、强耐蚀等不可替代的优点而引起人们关注。
组合合金镀也呈良性发展,主要有:锌镍/锌/钝化;锌镍(14%)/锌镍(7%)/钝化;锌铁(20%)/锌铁(0.4%)/钝化;锌铁/锌镍/钝化;锌镍/锌钴/钝化等。
13]这两种新型品种的开发,还有待更进一步去探索,它们的发展空间相当广阔,希望有更多的电化学工作者、电镀专家和表面处理学者联手,去迎接镀锌及其合金发展新世纪的到来。
3.4重视对镀液杂质的清除镀锌液滞留杂质,追究其来源大致是:原材料的不纯;工件处理时带入;工艺操作不当而产生。
特别是有些镀锌工艺对有机与金属杂质十分敏感,及时清除镀液杂质就显得更为迫切。
尚书定对此提供了很好的经验,他所介绍清除钾盐镀锌液中铁杂质的方法值得推广[14]。
其中涉及到的除铁杂质的方法,诸如置换法、过氧化氢氧化法、高锰酸钾氧化法、pH值升高法和掩蔽法应依情况而选用。