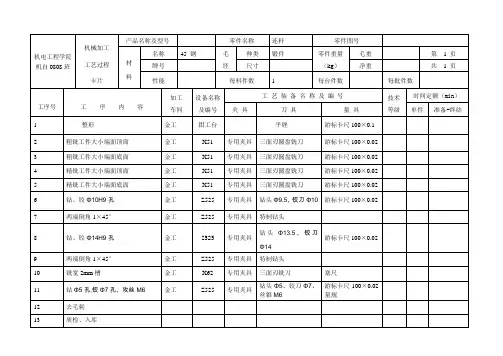
连杆机械加工工艺过程综合卡
- 格式:doc
- 大小:2.23 MB
- 文档页数:20
连杆的机械加工工艺分析简介连杆是一种重要的机械零件,常用于内燃机、汽车发动机等机械设备中。
其作用是将来自活塞的运动转化为旋转运动,从而驱动其他部件工作。
为了确保连杆的质量和性能,需要经过精细的机械加工工艺。
本文将对连杆的机械加工工艺进行分析,包括工艺流程、加工方法、加工工具等方面的内容。
通过对机械加工工艺的详细分析,可以更好地理解和掌握连杆的加工过程,提高加工效率和产品质量。
工艺流程连杆的机械加工工艺流程大致包括以下几个步骤:1.材料准备:选择合适的连杆材料,并对其进行切割,得到合适尺寸的工件。
2.粗加工:使用车床等设备进行粗加工,包括车削和钻孔等操作。
车削是将连杆材料切削成所需形状和尺寸的工艺,钻孔是在工件上钻孔,以便后续操作。
3.热处理:对粗加工后的工件进行热处理,以提高其硬度和强度。
常用的热处理方法包括淬火、回火等。
4.精加工:在热处理后,使用磨床等设备进行精加工。
磨床可以对工件进行精确的研磨和修整,以获取高精度的表面和尺寸。
5.总检和装配:对精加工后的工件进行检验,确保其质量达到要求。
然后进行组装,将连杆与其他零件连接,组成完整的机械装置。
加工方法连杆的加工方法主要包括车削、铣削、钻削、磨削等。
车削车削是将材料切削成所需形状和尺寸的加工方法。
在连杆的加工中,常用的车削方法有以下几种:•面车削:将工件放置在车床上,使用车刀从工件的外表面切削,得到所需的外形和尺寸。
•长孔车削:通过在车床上旋转工件,并使用特制刀具将长孔切削出来。
•内孔车削:通过在车床上旋转工件,并使用特制刀具将内孔切削出来。
铣削是通过刀具在工件上进行旋转和移动,将工件上的材料切削下来,从而得到所需形状和尺寸的加工方法。
在连杆的加工中,铣削常用于切削连杆的端面和孔口。
钻削钻削是通过钻头在工件上旋转并推进,将工件上的材料切削下来,从而得到所需孔形和尺寸的加工方法。
在连杆的加工中,钻削主要用于加工连杆上的孔。
磨削磨削是利用磨料颗粒切削工件的加工方法。
机械加工工艺过程卡片(连杆)1.零件名称:连杆2.零件材料:45号钢(轴承表面淬硬)3.零件图号:XXX-XXX-XXX4.工艺流程:(1)设备:平面磨床(2)工艺过程:切削加工(3)操作工序:a.夹紧工件b.调整砂轮回转方向c.调整砂轮至合适位置d.启动机床(空转)e.进给手柄接触工件f.开始磨削g.调整进给速度h.调整工序参数i.完成工艺过程(4)工艺要求:a.加工面精度:IT8b.表面粗糙度:Ra0.63c.无划伤、裂纹、气孔等缺陷5.设备及工具:a.平面磨床b.砂轮c.夹具d.工件轴承支撑e.尺子、千分尺6.工艺参数:a.磨削速度:25m/sc.每次进给量:0.03mmd.每分钟磨削量:8~10mme.主轴转速:1000r/min7.安全操作:a.操作前需检查设备完好性,切勿带有松动零件或异物。
b.操作中严禁拆卸、调整设备部件。
c.操作后关闭机床电源,清除设备上的切削液并进行设备保养。
d.操作时需戴好安全帽、手套等防护设备,不得穿松散衣物。
8.维护保养:a.平时需定期检查设备零部件磨损情况并予以更换。
b.定期对砂轮进行磨石、清洗、调整。
c.清理设备上固定在夹具上的金属屑、切屑等杂物。
d.定期涂抹润滑油,保证机床各部件运转顺畅。
9.质量控制:a.进行严格的质量检测程序,对于加工精度不符合要求的工件予以返工或废品处理。
b.对于符合质量要求的工件进行喷砂抛光处理。
c.定期对设备进行校准,保证加工精度和表面粗糙度符合要求。
d.要求工艺人员自觉遵守操作规程,对于不符合操作规程情况进行追究和整改。

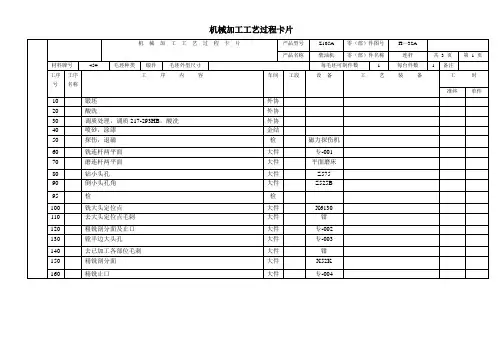
双铣专机床双铣专机床双铣专机床双铣专机床镗专机床镗专机床镗专机床保证大头孔和小头孔的轴心100mm 镗专机床镗专机床镗专机床铣削第一个螺栓孔的两端面,再翻身铣削另一个螺栓孔的两X60型式床铣削第一个螺栓孔的两端面,再翻身铣削另一个螺栓孔的两X60型式床两螺栓孔距两孔平行度上公机按图示位置装夹台钻去小头孔内的毛铣开连杆的一边,再铣开连杆的另一边B在差面的平面X62 W 卧铣床台钻深度台钻的定位销孔距离横销孔间纵向扭25 去全部毛刺26 清洗27 最后检验按图纸上的尺寸及技术要求检验美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
连杆的加工工艺流程
连杆是一种常见的机械零件,其加工工艺流程主要有以下几个步骤:
1. 材料准备:根据设计要求,选择合适的材料进行加工。
常见的连杆材料有钢、铝合金等。
2. 切割:将所选材料根据设计要求的尺寸进行切割。
可采用锯床、割炬等工具进行切割。
3. 粗加工:使用车床等加工设备进行粗加工,将连杆初步成型。
包括车削、铣削等操作。
4. 热处理:对连杆进行热处理,以提高其材料的力学性能。
常见的热处理方式包括淬火、回火等。
5. 精加工:利用车床、磨床等设备进行精加工,使连杆达到设计要求的精度和表面光洁度。
包括车削、铣削、磨削等操作。
6. 组装:将经过加工的连杆与其他零部件进行组装,组成完整的机械装置。
7. 检测:对已组装的连杆进行质量检测,检查其尺寸、形状和表面质量等是否符合要求。
8. 表面处理:根据需要,对连杆的表面进行处理,如镀铬、喷涂等。
以提高其耐腐蚀性和美观度。
9. 包装:对加工完成的连杆进行包装,以保护其不受损坏。
常见的包装方式有木箱、铁皮盒等。
以上是连杆的一般加工工艺流程,具体的加工过程和工艺参数会根据连杆的设计要求、材料特性和制造工艺的不同而有所不同。
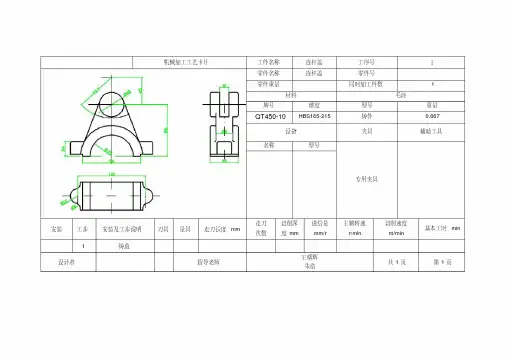
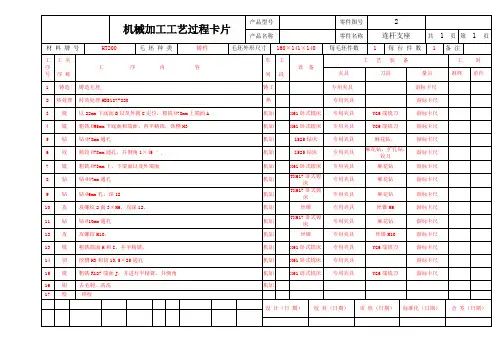
连杆加工工艺过程卡片及工序卡学生姓名届 2013学院(系)机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第(2)页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85(1)保证加工面距中心线尺寸18.35±0.102t=0.5(2)两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 (1)其一平面必垂直设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(3)页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5(1)保证加工面距中心线尺寸18.35±0.10(2)两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0(1)其中一大平面赢平直不直度≯0.10mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(4)页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(5)页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体和盖第(6)页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平整一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
连杆的机械加工工艺分析连杆作为内燃机传动机构中的重要零部件,主要承受着往复运动的冲击负载。
因此,在其机械加工过程中,需要采用较高的精度和质量要求,以保证其强度、耐疲劳性和使用寿命。
本文将从连杆的工艺流程、加工方法和注意事项等方面,就连杆的机械加工工艺进行深入分析。
一、工艺流程1.材料准备:连杆一般采用中碳钢或合金钢制作,需要对材料进行筛选,以保证其化学成分符合要求,并且无气孔、坯身无裂纹等缺陷。
2.毛坯制备:根据所需的连杆规格和尺寸在毛坯上进行标记,然后采用锯床或切割机对毛坯进行切割,使其留有一定余量。
3.车削加工:在车床上对毛坯进行车削加工,主要包括:粗车削、精车削、端面和孔的车削等工序。
4.粗磨:通过粗磨机对加工好的连杆进行研磨,以达到所需的粗度和尺度要求。
5.精磨:采用精磨机对研磨后的连杆进行细致的精磨,以实现更高水平的加工质量和精度。
6.平衡校验:在完成精磨后,需对连杆进行平衡校验,以保证其运转平稳、无振动和噪声等问题。
7.表面处理:经过以上工艺后,连杆可进行表面强化或陶瓷涂层等表面处理,以提高其抗疲劳性和使用寿命。
二、加工方法1.车削加工:车削加工是连杆加工中最基本和常用的方法,可使加工件的外形尺寸、粗糙度、轮廓和孔的尺寸和位置精度满足要求。
在车削加工过程中,需要采用合适的刀具切削参数和设备工艺参数,以确保车削加工的精度和质量。
2.研磨加工:研磨加工可使精密零件的尺寸公差、表面粗糙度、圆度、直线度等质量指标得到进一步提高。
在研磨过程中,需选用合适的磨粒种类和磨粒粒度,与磨削液流量和磨削压力等相匹配,以达到所需的加工效果。
3.抛光加工:抛光加工是对已经磨好的工件进行表面光洁度提高的一种特殊方法。
抛光加工可使工件表面粗糙度降至Ra 0.1me比,增加表面光泽。
在抛光加工中,需选用合适的研磨研磨轮或砂轮,采用适当的研磨液和研磨压力,保证抛光加工的效果和质量。
三、注意事项1.优化工艺流程:在连杆加工过程中,需区分不同工序的加工要求和加工精度,为每个工序设计出最佳的工艺流程和方法,以确保加工质量和效率。
附录姓名: 机械加工工艺卡片产品型号零件图号指导老师:产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52k 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 铣连杆大小头两平面,每面留磨量0。
5mm 硬质合金端铣刀500 2.67 0.23 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数磨床M7350 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘100 0.33 0。
33 0。
3 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3080 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1。
04 0。
12 10 12 250 0.39 0.8 1.5 13200 0.32 0.8 1。
0 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第4页车间工序号工序名称材料牌号金工铣大头两侧45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62W 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1铣两侧面,保证对称(此平面为工艺用基准面) 750 0。
连杆加工工艺流程
《连杆加工工艺流程》
连杆是机械传动系统中的重要零部件,其制造工艺流程对于最终产品的性能和质量有着重要的影响。
下面就介绍一下连杆加工的工艺流程。
1. 材料准备
连杆通常采用优质合金钢或铸铁材料制成,因此首先需要准备好符合要求的原材料,进行化学成分分析和机械性能测试,确保材料符合标准要求。
2. 粗加工
在粗加工阶段,先将原材料进行锻造或铸造成型,然后进行粗加工,包括车、镗、铣、刨等工艺过程,将连杆的外形和轴孔等加工成型,以便后续的精加工。
3. 热处理
热处理是提高连杆的强度和硬度的重要工艺环节,通常采用调质、渗碳等热处理方式,将连杆加热至一定温度并保温一段时间后进行冷却,以改变其晶体结构和硬度。
4. 精加工
在精加工阶段,进行尺寸精加工、表面光洁度要求的加工,包括抛光、磨削、车削等工艺,以保证连杆的尺寸精度和表面质量。
5. 总装
最后,将经过精加工的连杆与其他相关零部件进行总装,包括连接销、轴承等,最终形成完整的连杆组件。
通过以上工艺流程,经过严格的材料选择、粗加工、热处理、精加工和总装等工艺步骤,制造出质量稳定、性能可靠的连杆产品。
同时,随着现代制造技术的不断进步,也不断涌现出新的连杆加工工艺,以满足不同领域对连杆产品的需求。
机械加工工艺流程卡模板1. 引言机械加工工艺流程卡是指导工人进行机械加工操作的重要工具,它详细记录了加工工序、加工顺序、加工参数等关键信息,帮助工人正确、高效地完成加工任务。
本文将介绍一个常用的机械加工工艺流程卡模板,以供参考。
2. 机械加工工艺流程卡模板2.1 信息概要•零件名称:•零件编号:•工艺编号:•适用机床:•材料:•加工工艺:•日期:•编制人:•审核人:•批准人:2.2 工艺准备•图纸:•量具及测量工具:•刀具及夹具:•加工设备:•刀片安装方式:•工序顺序:•加工顺序:•加工参数计算和选择:•特殊要求和注意事项:2.3 加工工序•工序1:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:•工序2:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:•工序3:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:(继续添加需要的工序)2.4 检验与质量控制•检验方法:•合格标准:•检验工具:•检验要求:2.5 完工记录•实际加工时间:•实际加工设备:•刀具消耗情况:•特殊事项记录:•编制人:•审核人:•批准人:3. 总结机械加工工艺流程卡模板提供了一个规范的工艺记录格式,可以帮助工人清楚地了解加工任务的各个方面,从而实现准确、高效地执行加工工序。
通过合理的规划和记录,可以提高加工过程的可控性和质量稳定性,为企业的生产效益和竞争力提供有效的支持。
连杆的机械加⼯⼯艺及夹具设计(含图纸)课程设计说明书课程设计题⽬:连杆的机械加⼯⼯艺及夹具设计(教务处制表)连杆加⼯说明书⽬录⼀、绪论-------------------------------------------------- -----------------------31.1 本课题的意义、⽬的--------------------------------------------------------- 3 1.2 机械制造⼯艺在国内的发展概况----------------------------------------------- 3 1.3 机械制造⼯艺在国外的发展概况----------------------------------------------- 3 1.4 机床夹具的定义及发展趋势--------------------------------------------------- 31.4.1 机床夹具的定义--------------------------------------------------------- 31.4.2 机床夹具的发展趋势----------------------------------------------------- 3 1.5本课题应解决的主要问题及技术要求------------------------------------------- 4 1.5.1本课题的主要问题------------------------------------------------------- 41.5.2本课题的技术要求------------------------------------------------------- 4⼆、零件的⼯艺分析-------------------------------------------------------------- 42.1零件的作⽤----------------------------------------------------------------- 42.2零件的⼯艺分析------------------------------------------------------------- 4三、⼯艺规程的设计--------------------------------------------------------------- 63.1 确定⽑坯的制造形式--------------------------------------------------------- 6 3.2 基准的选择----------------------------------------------------------------- 63.2.1 粗基准的选择----------------------------------------------------------- 63.2.2 精基准的选择----------------------------------------------------------- 6 3.3 ⼯艺路线的拟定及⼯艺⽅案的分析与⽐较--------------------------------------- 63.3.1 ⼯艺路线的拟定--------------------------------------------------------- 63.3.2 ⼯艺⽅案的⽐较与分析--------------------------------------------------- 6 3.4 机械加⼯余量、⼯序尺⼨及⽑坯尺⼨的确定-------------------------------------- 73.4.1 ⽑坯尺⼨的确定,画⽑坯图------------------------------------------------ 73.4.2 加⼯两凸⾯------------------------------------------------------------- 83.4.3 钻φ7.94mm孔------------------------------------------------------ 83.4.4 钻φ3.7mm孔----------------------------------------------------------- 83.4.5 加⼯1mm槽⾯----------------------------------------------------------- 83.4.6 钻φ3.5mm螺纹孔------------------------------------------------------- 83.4.7 钻φ2.5mm孔----------------------------------------------------------- 93.4.8 时间定额计算---------------------------------------------------------- 9四、夹具设计--------------------------------------------------------------------104.1精铣连杆两端⾯的夹具设计----------------------------------------------104.1.1铣床夹具定位⽅案的确定-----------------------------------------------104.1.2 铣床夹具的夹紧机构的确定----------------------------------------------114.1.3铣床夹具对⼑装置的确定------------------------------------------------114.1.4 铣床夹具的结构分析----------------------------------------------------11五、总结----------------------------------------------------------------------- 13六、参考⽂献------------------------------------------------------------------- 14⼀、绪论1.1 本课题的意义、⽬的机械制造业是⼀个古⽼⽽永远充满⽣命⼒的⾏业。
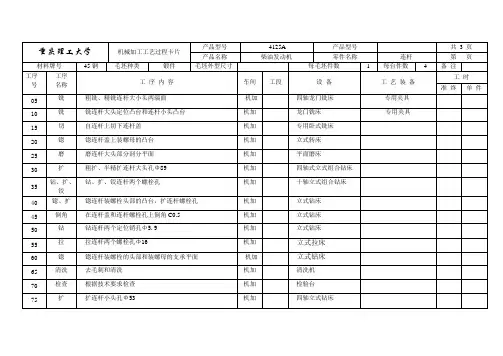
韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序说明机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间1 2 2铣连杆大小头平面铣连杆大、小头两平面,每面留磨量0.3mmX62W机床专用夹具直径100mm高速钢圆柱镶齿铣刀游标卡尺1 100 20.160190 150 1.49 0.16 1.65工序简图安装1:安装2与安装1基准面换置韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间2 2 2 粗磨连杆大小头平面以一大平面定位,磨另一大平面,保证中心线对称,无标记面称基面。
(下同)M7130磨床磁力吸盘砂轮直径 D =270mm厚度百分尺1 100 0.2 8 55144 0.070.21 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间3 1 3加工小头孔钻扩铰小头孔钻床Z525滑具钻模麻花钻 1 10 38 0.48 27217 0.380.5 0.2扩孔钻 1 10 0.3 0.9 12514.840.3 0.033 0.2高速钢铰刀塞规1 10 0.1 0.62 12512.670.6450.070.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间4 2 2 以基面及大、小头孔定位,装夹工件拉大头孔两侧尺寸01.098 mm两侧面和螺栓孔凸台两侧面和后座的三侧面,保证对称拉床EQ0159-00专用夹具外形拉刀宽 B= 40mm游标卡尺1 54 40 0.1 75046.8 0.230.18 0.2以基面及大、小头孔定位,装夹工件拉小头孔凸台两侧面和后座三侧面,保证对称1 50 40 0.1 64027 0.260.18 0.1工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间5 1 1扩大头孔以基面定位,以小头孔定位,扩大头孔为Φ60()30.00+mm钻床Z3080滑柱钻磨套扩孔钻直径D =60 mm塞规1 46 5 1.832 6.030.6590.072 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间6 1 1铣开连杆体和盖以基面及大、小头孔定位,装夹工件,切开工件,编号杆身及上盖分别打标记。
钻床Z3080专用夹具切断铣刀直径D = 110mm1 27 10.05150 60 1.080.1180.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间7 1 1粗铣连杆体结合面以基面和一侧面定位装夹工件,铣连杆体和盖结合面,保直径方向测量深度为27.5mm铣床X62W专用夹具高速钢端铣刀直径 D= 80mm游标卡尺1 48 10.15660 15.070.7870.090.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间7 1 1 粗磨连杆体结合面M7350专用夹具外圆磨尺寸D*B*d=80*150*25 mm游标卡尺1 38 1.50.0068.5 2.940.380.180.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间8 1 2 铣斜槽X62W 专用夹具硬质合金端铣刀直径D = 5mm游标卡尺1 851.4995 47.50.2530.030.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间9 1 2精磨结合面以基面和一侧面定位装夹工件,磨连杆体和盖的结合面磨床M7130专用夹具砂轮直径 D =80 mm游标卡尺1 100.1 0.006100 0.020.020.120.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间10 1 2 精铣连杆盖上两螺母座面以基面及结合面定位装夹工件,铣连杆体和盖10.005.05+-mm⨯8mm斜槽铣床X62W专用夹具高速钢圆柱铣刀直径D = 63mm游标卡尺1 280.1 0.015150 0.470.020.180.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间11 1 2 加工螺栓孔钻床Z3025专用夹具麻花钻钻头直径 D =12 mm游标卡尺1 22120.28272 9.200.170.50.2 扩口钻 1 22 120.48392 10.2 0.12 0.25 0.2 铰刀塞规1 22 120.1750 1.2 0.03 0.13 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间11 1 2 粗镗大头孔镗床T68专用夹具镗刀直径 D =65 mm游标卡尺1 380.1 0.380 2.720.190.500.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间12 2 2 大头孔两端倒角X62W 专用夹具镗刀直径D =65mm游标卡尺1 782 0.421180 300.080.180.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间13 2 2 精磨大小头两平面M7130专用夹具外圆磨直径 D= 65mm游标卡尺1 780.60.0061180 0.4130.030.180.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间14 2 2 半精镗大头孔及精镗小头孔镗床BT40*BY82-210专用夹具镗刀直径D =62mm游标卡尺1 38 1 .50.25250 48.673.290.180.2镗刀直径D =30mm游标卡尺1 38 1.00.12000 190.8 0.23 0.18 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间15 2 2 精镗大头孔镗刀直径 D =63 mm专用夹具镗刀直径D =65mm游标卡尺1197.8210.98230 46.790.880.180.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间16 1 1 钳按规定值除去重量17 2 2 钻小头油孔钻床Z525专用夹具麻花钻d=10mm标准钻头15α=游标卡尺1 19.5 30.1739212.18 0.2930.05 0.1218 2 2 加工小头油孔倒角钻床Z525 专用夹具麻花钻d=12mm1 20 30.175012 0.03 0.04 0.12工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间19 1 1 压铜套孔双面气压床20 1 1 挤压铜套孔压床工序简图21 1 2 镗小头孔衬套镗床T2115 专用夹具镗刀直径D =30mm1 38 3.5 0.2 1000 0.25 0.23 0.04 0.12工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间22 1 1 珩磨大头孔绗磨机珩磨头千分尺1 152 0.1 0.0510000.320.47 0.2 0.12工序简图23 1 1 检查各部分尺寸及精度24 1 1 无损探伤以及检查硬度25 1 1 入库。