高速线材厂吐丝机振动原因分析及对策
- 格式:pdf
- 大小:183.74 KB
- 文档页数:4

高线吐丝机振动值大原因分析及减振措施摘要:对高线吐丝机出现的部件松动、转子不平衡、轴承损坏等故障进行诊断和分析,总结出故障特征,并从多方面提出减振措施,从而提高吐丝机设备的运行稳定性。
关键词:高线吐丝机振动值减振措施Causes Analysis of Vibration of High Speed Wire Rod Mill LayingHead And Reduction MeasuresMO Yu(Liuzhou Iron and Steel Company LTD Bar and Section Plant)Abstract:This paper introduces the diagnosis and analysis of high speed wire rod mill laying head based on loose parts、out of balance、bearing damage,and propose vibration damping measures from various aspects,improve the stability of laying head.Key words: high speed wire;Laying Head Vibration;Reduction Measures1前言吐丝机作为高线重要设备之一,作用是将高速线材转化为螺旋线圈,其运行的稳定性将直接影响生产线轧制节奏及产量。
柳钢一、二高线均为进口摩根单高线,最高设计轧制线速度120m/s。
根据金属秒流量相等原理,吐丝机转速需与线材轧制速度相匹配,要求吐丝机在电机转速为0-1240r/min的范围内能保持稳定运行。
实际生产过程中,常常会因为吐丝机振动值超标而导致生产线被迫降速轧制甚至跳闸的情况。
了解吐丝机的工作原理及振动来源,并采取相应减振措施,对生产顺行和提高线材产量有着极其重要的意义。
●对唐钢吐丝机振动的检测与分析李永生(首钢总公司机动部,北京石景山.100041)i要:应用振动频谱暇对吐丝机酌振动+I况进秆检测.进一步分析得出引起振动的主要因素是吐丝盘的童承轴承存在故障,同时,吐丝盘也存在不平棰-嗷障.据此分析提出通过现坶动平衡可达到谈吐丝机的掘动有所下降的目的,而要真正消除振动隐志只有通过更换轴承才能得以实现.关键词:吐丝机f掘动检测分析k。
Jh一、吐丝机基本情况唐钢高速线材厂吐丝机是从迪马克公司进口的产品,其设计最高吐丝速度为108m,s.正常工作吐丝速度为85 ̄90m,S,要求吐丝机振动位移峰峰值不大于20um,刚投产时能够满足此要求。
但是,近半年来,耻丝机在吐丝速度75~85m,s,阃工作时,其振动始终在4D00岬间波动,经常产生报警.造成生产中断。
吐丝机的振动成了制约唐钢高线厂完成生产任务的关键因素之一.为查清引起吐丝机振动的真正原因,应唐钢同行的邀请,我们于1999年9月8日至lO日对其吐丝机的振动情况做了检测分析,并对吐丝盘进行了现场动平衡,收到了一定的效果。
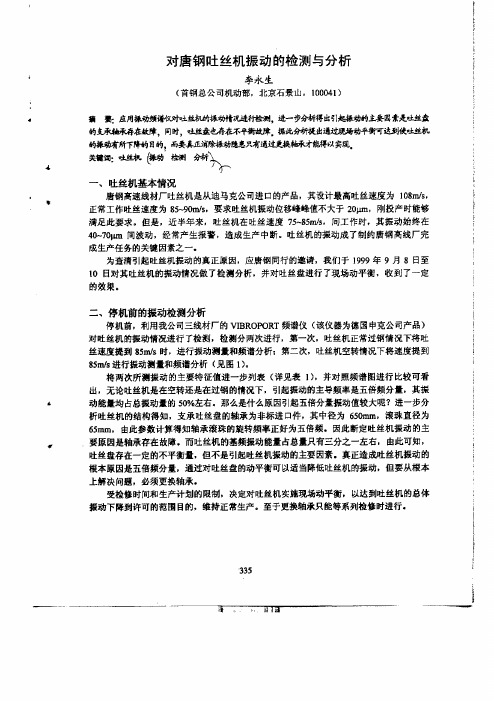
二、停机前的振动检测分析停机前,利用我公司三线材厂的vIBROPolⅡ频谱仪(该仪器为德国申克公司产品)对吐丝机的振动情况进行了检测,检测分两次进行,第一次.吐丝机正常过钢情况下将吐丝速度提到85Ⅱ以时,进行振动测量和频谱分析:第二次,吐丝机空转情况下将速度提到85m,s进行振动测量和频谱分析(见图1)。
将两次所测振动的主要特征值进一步列表(详见表1)。
并对照频谱图进行比较可看出,无论吐丝机是在空转还是在过钢的情况下,引起振动的主导频率是五倍频分量,其振动能量均占总振动量的50%左右。
那么是什么原因引起五倍分量振动值较大呢?进一步分析吐丝机的结构得知,支承吐丝盘的轴承为非标进口件,其中径为650nm,滚珠直径为65咖,由此参数计算得知轴承滚珠的旋转频率正好为五倍频.因此断定吐丝机振动的主要原因是轴承存在故障.而吐丝机的基频振动能量占总量只有三分之一左右.由此可知,吐丝盘存在一定的不平衡量,但不是引起吐丝机振动的主要因素.真正造成吐丝机振动的根本原因是五倍频分量,通过对吐丝盘的动平衡可班适当降低吐丝机的振动,但要从根本上解决问题,必须更换轴承.受检修时间和生产计划的限制。
线材吐丝机典型故障分析及解决方法摘要:吐丝机是高速线材生产的关键设备之一。
本文分析了吐丝机吐大小圈、烧轴承、振动大、骨架油封漏油、吐丝管穿管、直导管爆裂原因,通过加强吐丝管日常管理、优化润滑及装配、使用现场动平衡技术等方法,有效地解决了吐丝机故障及隐患问题。
1、概述吐丝机是高速线材生产中将轧制的线材吐丝成卷以利于收集线卷的关键设备。
本厂一线吐丝机由国外生产组装,自投产至今,常见吐丝机发生轴承烧毁、振动大、甩尾和漏油等故障,严重制约着轧制速度提升,影响成品质量、产量,解决吐丝机故障及隐患问题刻不容缓。
1)设备功能:将高速的直线运动的成品线材转变成预定直径的连续线圈,并将这些线材均匀吐圈放置到斯太尔摩控制冷却轨道上。
2)设备功能及技术参数机型:卧式吐丝机;倾角:15°;线材直径:5.5mm~20mm;吐圈直径:1050mm;最大吐丝速度:100m/s ;增速比:1.5366 ;电动机形式:交流变频电机。
2 故障问题2.1吐丝机吐大小圈吐丝机吐出的正常线圈应该是圈形稳定,间距均匀,保持一定直径的线圈,但现场往往出现吐丝机吐大小圈,即线圈直径大小不一,造成集卷困难,线圈卡在下集卷芯棒上,被迫停止生产,工人采用工具强行将线圈捅下去,造成线圈圈形不佳,甚至影响到产品的表面质量,同时对后续的打捆工序带来了严重的影响。
2.2 轴承烧毁、振动大。
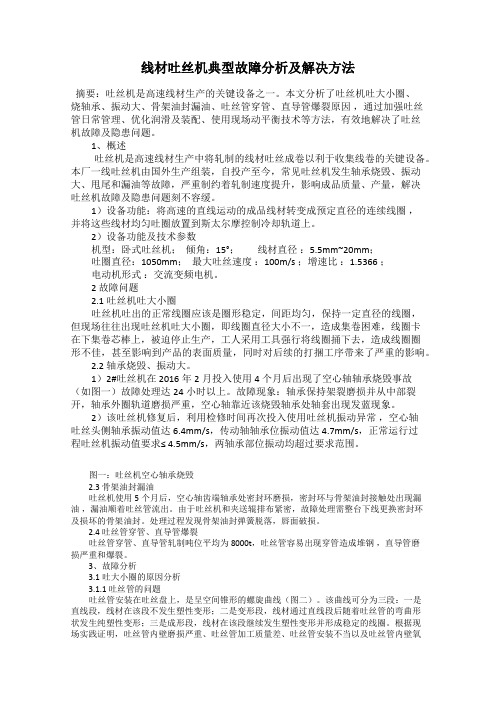
1)2#吐丝机在2016年2月投入使用4个月后出现了空心轴轴承烧毁事故(如图一)故障处理达24小时以上。
故障现象:轴承保持架裂磨损并从中部裂开,轴承外圈轨道磨损严重,空心轴靠近该烧毁轴承处轴套出现发蓝现象。
2)该吐丝机修复后,利用检修时间再次投入使用吐丝机振动异常,空心轴吐丝头侧轴承振动值达 6.4mm/s,传动轴轴承位振动值达 4.7mm/s,正常运行过程吐丝机振动值要求≤ 4.5mm/s,两轴承部位振动均超过要求范围。
图一:吐丝机空心轴承烧毁2.3 骨架油封漏油吐丝机使用5个月后,空心轴齿端轴承处密封环磨损,密封环与骨架油封接触处出现漏油,漏油顺着吐丝管流出。
对高线厂吐丝质量的探讨摘要:本文主要介绍了影响吐丝的一些因素,并简要阐述了生产过程中出现的吐丝甩尾、吐大小圈、平铺不均匀、圈形椭圆等问题的原因及其解决措施。
关键词:线材生产夹送辊吐丝机吐丝质量1 前言武钢集团鄂钢公司高速线材厂于1999年4月兴建,2000年9月9日正式投产。
可生产φ5.5~φ16.0mm无扭控冷光面盘条及φ6.0~φ16.0mm无扭控冷螺纹盘条,设计年生产能力35万吨,最高轧制速度118米/秒。
投产十多年来,全厂职工不断通过挖掘自身潜力,现如今厂年产量已达到60万吨左右,成为全公司创效的重要组成部分之一。
今年是公司的创新创效年,为实现公司的生产最大效益化,厂生产的线材的质量成为实现这一目标的重要保证,在线材质量方面吐丝质量又是非常重要的一个环节,它不仅会影响成品的成材率,而且还是制约生产率以及外观包装的一个重要因素,因此非常有必要对吐丝的质量进行探讨。
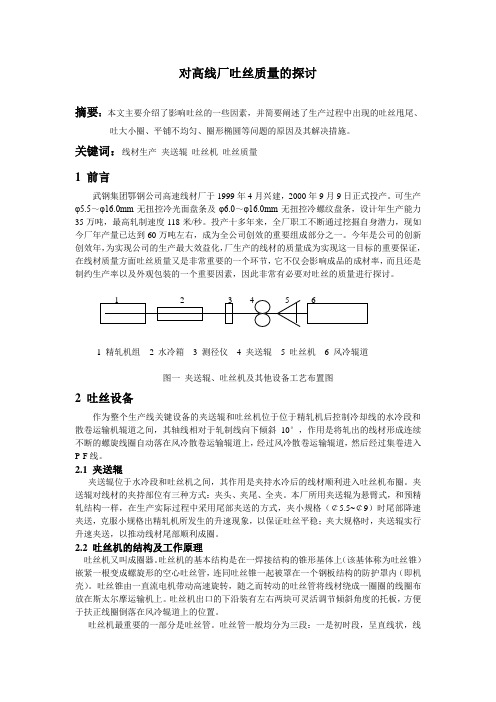
1 精轧机组2 水冷箱3 测径仪4 夹送辊5 吐丝机6 风冷辊道图一夹送辊、吐丝机及其他设备工艺布置图2 吐丝设备作为整个生产线关键设备的夹送辊和吐丝机位于位于精轧机后控制冷却线的水冷段和散卷运输机辊道之间,其轴线相对于轧制线向下倾斜10°,作用是将轧出的线材形成连续不断的螺旋线圈自动落在风冷散卷运输辊道上,经过风冷散卷运输辊道,然后经过集卷进入P-F线。
2.1 夹送辊夹送辊位于水冷段和吐丝机之间,其作用是夹持水冷后的线材顺利进入吐丝机布圈。
夹送辊对线材的夹持部位有三种方式:夹头、夹尾、全夹。
本厂所用夹送辊为悬臂式,和预精轧结构一样,在生产实际过程中采用尾部夹送的方式,夹小规格(¢5.5~¢9)时尾部降速夹送,克服小规格出精轧机所发生的升速现象,以保证吐丝平稳;夹大规格时,夹送辊实行升速夹送,以推动线材尾部顺利成圈。
2.2 吐丝机的结构及工作原理吐丝机又叫成圈器。
吐丝机的基本结构是在一焊接结构的锥形基体上(该基体称为吐丝锥)嵌紧一根变成螺旋形的空心吐丝管,连同吐丝锥一起被罩在一个钢板结构的防护罩内(即机壳)。
高速线材生产线吐丝机震动与减震措施摘要:吐丝机是高速线材的重要设备保障,在线材生产过程中发挥着重要作用,若吐丝机发生非正常震动,则会直接影响到高速线材生产线的生产质量。
本文对吐丝吐机的震动原因进行分析,并在此基础上提出有效的减震措施,从而为高速线材生产线的正常运转提供基本保障。
吐丝机的主要作用是对在高速运动中的线材进行收集,将其缠绕为线卷,为后期的线材收集工作提供便利。
科学技术的不断发展也使高速线材的生产线技术得到大幅提高,线材轧制速度也明显加快,这也导致线材生产过程中的吐丝机常发生震动现象,对线材收集效果造成不利影响。
因此,有关技术人员应充分认识到吐丝机减震的必要性,分析吐丝机震动的原因,并提出有效的吐丝机减震措施,进一步提高高速线材生产线的生产效率。
1.吐丝机震动的成因分析(1)吐丝盘变形严重一方面,当吐丝盘发生严重变形时,其上缠绕的线圈与盘面接触时会导致严重的弹跳现象。
另一方面,吐丝盘外圆面发生磨损时,吐丝机高速旋转时外圆面会发生强烈的空气波动,使线圈倒伏的规律性受到严重破坏,进而造成吐丝机震动。
此外,吐丝温度较高时,会加重吐丝机线圈的变形程度,进一步导致线圈的杂乱,给线材收集工作带来阻碍。
(2)吐丝管内壁磨损严重吐丝管内壁的磨损可分为过量磨损和异常磨损。
过量磨损是指由于吐丝管生产线材的质量过大而导致的,这一内壁磨损现象多发生于频繁的小规模生产过程。
异常磨损发生原因是不同规格线材的连续生产,由于不同线材生产线所要求的吐丝速度不一,吐丝机在工作过程中会对内壁造成不同程度的损伤,主要表现为横截面上的“W”形。
当吐丝管内壁发生严重磨损时,线材在吐丝机内的轨迹具有较大的不确定性,发生严重的轨迹偏移现象,进而导致线材卷的形状不合格,影响到吐丝机的工作质量。
(3)吐丝机出口处托板位置不合理托板会对吐丝机线圈产生一定摩擦,使完成后的线圈顺利进入到下一生产阶段,是线圈生产质量的重要保障。
当托板位置过高时,线圈会在托板上表现出明显的弹跳现象;而托板位置过低时,又会导致线圈的翻转障碍。

机械加工中机械振动的原因解析与应对随着工业技术的不断发展,机械加工已成为现代生产中不可或缺的重要环节。
然而在机械加工过程中,经常会遇到机械振动的问题,这不仅会影响加工质量,还有可能引发安全事故。
了解机械振动的原因和有效应对是非常重要的。
一、机械振动的原因解析1.不稳定的加工条件在机械加工过程中,如果加工条件不稳定,比如切削速度、切削深度、进给速度等参数没有得到合理控制,就会引起机床工作状态的不稳定,从而产生振动。
2.机床结构设计不合理机床是机械加工的主要设备,如果机床的结构设计不合理,会导致刚性不足、固定件松动等问题,使得在加工过程中产生振动。
3.切削刀具磨损切削刀具是机械加工中常用的工具,如果刀具磨损严重或者安装不良,就会引起加工过程中的振动。
4.工件材料变形在加工过程中,由于工件材料自身性能的变化,也有可能引起机械振动。
5.进给系统问题进给系统的性能不稳定、传动链条出现松动等问题,会导致机床在工作时的振动。
刀具在加工时,间歇切削会引起刀具的振动,影响加工质量。
二、机械振动的应对措施1.合理选择切削工艺参数在机床的结构设计上,要注重刚性的设计和加强工装的固定,确保机床在加工过程中稳定性。
加强机床的维护保养工作,及时发现并解决机床结构问题。
3.切削刀具的选择和维护合理选择切削刀具,并确保刀具的安装正确、刃磨合适,定期进行刀具的维护和更换工作。
选择质量稳定的工件材料,对材料性能进行精密测试和处理,以减少因材料变形引起的机械振动。
对进给系统进行定期的检查和维护工作,确保传动链条、导轨等部件的稳定性和耐磨性。
6.刀具间歇切削的解决方法对于刀具间歇切削引起的问题,可以采用提高刀具速度、增加刀具的刚度等方法来减少刀具的振动。
三、结语在机械加工中,机械振动是一个常见问题,如果不能得到及时合理的处理,会对加工质量和安全性造成很大影响。
加强对机械振动原因的分析和应对措施的研究非常重要。
通过合理选择加工条件、加强机床结构设计和维护、切削刀具的选择和维护、工件材料处理、进给系统的维护以及解决刀具间歇切削等措施,可以有效减少机械振动的发生,提高机械加工的质量和效率。
吐丝机动平衡及振动频谱分析的开题报告一、研究背景与意义吐丝机在纺织行业中占有重要地位。
它的主要功能是将原材料(如丝绸、棉、毛)加工成纺织品,实现产值的提高。
然而,在吐丝过程中,由于机械构造等原因,存在着振动问题,这不仅会影响生产效率,还会降低产品质量,甚至对工人的身体健康造成伤害。
因此,研究吐丝机的振动问题对于改进吐丝机的性能、提高生产效率和保障工人的健康具有重要的理论和实践意义。
二、研究目的与方法本研究的目的是通过动平衡和振动频谱分析,研究吐丝机的振动问题,并提出相应的解决方案,以优化吐丝机的性能和提高生产效率。
本研究的方法包括:1.动平衡法。
使用动平衡仪对吐丝机运转过程中的不平衡情况进行检测和分析,找出各转子的动平衡水平,通过改变转子的位置、质量、结构等方式来达到动平衡的目标。
2.振动频谱分析方法。
通过振动传感器对吐丝机运转中的振动信号进行信号采集和分析,对振动频谱进行研究,找出引起振动的原因,并提出相应的解决方案。
三、研究内容和计划本研究将着重从以下几个方面展开:1.研究吐丝机的动平衡问题。
针对各转子存在的不平衡情况,使用动平衡仪进行检测和分析,找出动平衡水平较低的转子,并通过改变转子的位置、质量、结构等方式来达到动平衡的目标。
2.分析吐丝机的振动特性。
通过振动传感器对变速箱、轴承等的振动进行信号采集和分析,对吐丝机的振动频谱进行研究,找出引起振动的原因,并提出相应的解决方案。
3.建立吐丝机动力学模型。
根据吐丝机的构造和工作原理,建立各转子的力学方程和系统动力学模型,并利用MATLAB等工具对吐丝机的动力学特性进行仿真分析。
计划时间表:第1-2周:查阅文献,了解吐丝机的基本原理和振动特性;第3-4周:安装动平衡仪和振动传感器,对吐丝机的动平衡和振动进行检测和分析;第5-6周:对测得的数据进行处理和分析,找出各转子存在的不平衡和振动源;第7-8周:根据吐丝机的构造和工作原理,建立各转子的力学方程和系统动力学模型;第9-10周:利用MATLAB等工具对吐丝机的动力学特性进行仿真分析;第11-12周:总结研究成果,撰写研究报告并进行答辩。
高线吐丝机故障原因及对策分析摘要:在线材高速生产过程当中,吐丝机有着不可或缺的重要地位,伴随人们对于安全生产问题的重视力度不断加大,针对吐丝机实际生产当中所存有故障隐患的相关研究也在不断深入,同时,通过相关优化与改进,能够令其降低故障发生概率的同时,促进成材率等各项指标。
基于此,本文将主要针对高线吐丝机相关故障原因展开探讨,同时提出具有较强针对性的相关措施。
关键词:高线吐丝机;故障原因;应对措施高线吐丝机是拥有快速线材生产能效的吐丝设备,还可以将轧制的线材制成线圈,方便线材的收集,是非常重要的生产设备,高线吐丝机的运行可直接危及线圈的产品质量及后续制造。
随着生产制造运动的日益频繁,在快速线材生产制造的整个过程中,吐丝设备会产生各种问题,如吐丝机轴承的常见故障,吐丝线圈的尺寸不固定,和吐丝机吐丝甩尾和吐丝机振动大,这种常见的故障问题,不仅会影响生产加工的正常运行,还会降低设备的使用寿命。
因此,对常见故障的研究至关重要,根据调查分析发现的问题产生的原因,实施有效的保护对策,降低常见故障发生的概率是非常重要的,这也是保证生产质量和效益的基础。
1故障与原因1.1吐丝机吐大小圈所有从吐丝机中吐出的正常线圈都应该是线圈形状稳定,间隔均匀,并保持一定的圈形,但是,吐丝机通常会在现场吐出大小圈,即线圈的直径不同,这使得线圈难以收集并且线圈容易被卡在集卷处,导致生产被迫暂停;操作工选择专用工具强行刺下线圈,会导致线圈形状不良,甚至危及产品表面质量,也影响后续打包机的工艺流程,其原因主要为:(1)吐丝管问题。
吐丝管组装在吐丝盘上,它是空间锥体形状的螺旋曲线,曲线可分为三段;一是平行线段,也叫导引线段,在此段线材没有塑性变形;二是变形段,线材通过平行线段后入变形段产生纯塑性变形;第三个是成型段,在此线材再次发生塑性变形,生成相对稳定的线圈。
根据现场实际经验证明,吐丝管内腔损坏严重,吐丝管生产加工质量差,吐丝管安装不当,内腔有锌灰沉积等都会引起吐丝机吐丝整个过程不稳定,线圈的大小不一,导致线材质量差[1]。
摩根高线轧机吐丝机振动原因分析及减振对策1.摩根高线轧机吐丝机的结构介绍吐丝机又叫成圈机。
钢线经导管进入高速旋转的吐丝机而连续均匀地吐出呈不同心的螺旋状线圈散步到运行着的运输机辊道上。
吐丝机的吐丝管是由一种螺旋型结构和螺线管组成。
吐丝机工作时,螺丝管作高速旋转,当轧件从精轧机出来进入吐丝机时,吐丝机的吐丝管作高速旋转,轧件经过吐丝机时变为具有一定半径的圆形的线材落到斯太尔摩辊道上。
进入吐丝机的钢线温度约为850℃,最高不大于950℃。
吐丝机锥头青椒10°,最大吐丝速度120m/s,吐丝机传动功率DC32kw,转速为1450mm。
生产工艺特点:⑴半连续生产方式。
由于武钢高线采用200mm×200mm的连铸坯,按F1V1=F2V2=……=F30V30的连轧关系,无论从V30为120m/s所要求的开坯速度V1,还是以V1大于0.07m/s(热轧临界速度)所要求的V30都无法实现。
因此将粗轧机组与中轧机组脱开,形成不连续轧钢,但中轧机组与随后的轧机间建立连轧关系,而粗轧机组本身也是连续轧钢。
⑵精轧双线生产法。
双线可生产同规格铲平,也可以生产不同规格产品。
⑶将金属塑性变形技术与热处理技术在线结合一体化生产。
⑷选用Morgan-SMS第5代顶交45°无扭高精度精轧机。
⑸在线设置飞剪多。
⑹控孔控冷装备技术完善,不仅产品精度高,光洁度高,性能好且质量均匀稳定。
⑺全作业线检测,自动化装备水平高。
2.问题的提出随着高速线材生产终轧速度的提高, 吐丝机的工作速度也要求相应提高。
由于动平衡不当,高速吐丝机出现了大振动高噪声的现象。
从包钢摩根吐丝机的生产实际看, 吐丝机的振动问题已成为限制其产量进一步提高的瓶颈。
为了提高吐丝机的运转速度, 减小振动、噪声, 有必要对产生振动的原因进行全面分析, 以便对症下药, 找到减振的途径。
3.吐丝机的动力学模型及其运动规律根据摩根公司吐丝机的结构和工作特点,该吐丝机可简化为如图1所示的数学模型。