T91与12Cr1MoVG异种钢焊接工艺的优化
- 格式:pdf
- 大小:257.11 KB
- 文档页数:4

标准上生产热处理规定的工艺是P91 1040--1060度正火770--790度回火AC1:880AC3:92012Cr1MoV 980--1020度正火720--760度回火AC1:740 AC3:880这两个钢种的工艺不可能全照顾的到P91 9%的Cr 导热性能也不好真的处理起来确实有难度是不是焊接之后回一下火比较好。
热处理温度为750±10℃,升温降温速度以≤150℃为宜,保温时间根据焊件厚度确定,但要求比12Cr1MoV同种钢焊缝要长0.5~1.0小时!P91焊后热处理温度770~790℃,12Cr1MOV焊后热处理温度740~760℃,300℃后加热速度小于150℃,加热时间每25min/CM,恒温时间一般不小于2H.12Cr1Mo热处理问题:当12Cr1Mo热处理后有局部硬度超过290HB,请问是否合格?正常处理后的硬度应为多少?对哪些性能有影响?一般采用正火+高温回火处理,硬度一般在180HB以下。
局部硬度超过290HB?是淬火处理吗?不好解释。
12Cr1Mo为冷作模具钢,不知道你采用什么热处理工艺得到这个硬度.硬度合不合格不能人为凭空判断,要根据使用要求来定.采用什么热处理工艺得到这个硬度.是电厂焊后热处理。
看看火力发电厂焊接技术规程,上面对硬度值有要求。
硬度超过HB290其抗拉强度大概在940MPa左右,确实挺高的GB5310中对12Cr1MoG的性能要求是抗拉强度470-640MPa12Cr1Mo G热处理工艺980--1020度正火720--760度回火AC1:740 AC3:880建议再回一次火,稳定组织。
我不知这是怎样热处理?用途如何?如果是无缝钢管,那是不合格的。
12Cr1Mo由于含有元素,使材料脆化。
建议热处理选用1000--1010度正火730--750度回火。
也有可能是热处理不均匀,导致局部硬度偏高。
12Cr1MoV管纯化氢的原理是,在300—500℃下,把待纯化的氢通入12Cr1MoV锅炉管的一侧时,氢被吸附在12Cr1MoV锅炉管壁上,由于钯的4d电子层缺少两个电子,它能与氢生成不稳定的化学键(钯与氢的这种反应是可逆的),在钯的作用下,氢被电离为质子其半径为 1.5×1015m,而钯的晶格常数为 3.88×10-10m(20℃时),故可通过12Cr1MoV锅炉管,在钯的作用下质子又与电子结合并重新形成氢分子,从12Cr1MoV 锅炉管的另一侧逸出。
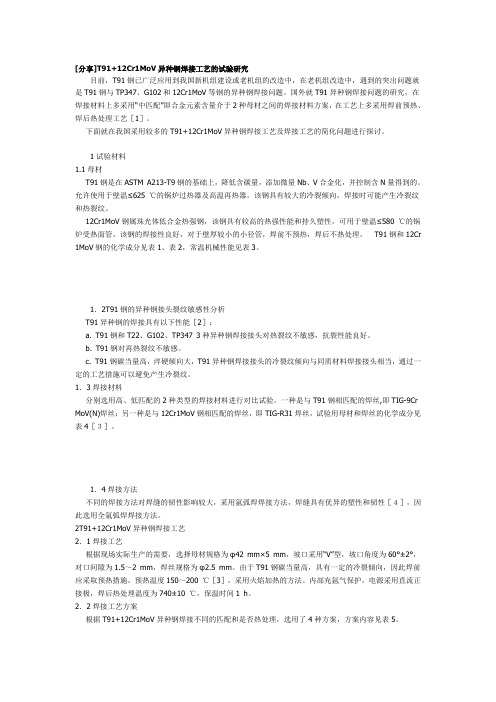
[分享]T91+12Cr1MoV异种钢焊接工艺的试验研究目前,T91钢已广泛应用到我国新机组建设或老机组的改造中,在老机组改造中,遇到的突出问题就是T91钢与TP347、G102和12Cr1MoV等钢的异种钢焊接问题。
国外就T91异种钢焊接问题的研究,在焊接材料上多采用“中匹配”即合金元素含量介于2种母材之间的焊接材料方案,在工艺上多采用焊前预热、焊后热处理工艺[1]。
下面就在我国采用较多的T91+12Cr1MoV异种钢焊接工艺及焊接工艺的简化问题进行探讨。
1试验材料1.1母材T91钢是在ASTM A213-T9钢的基础上,降低含碳量,添加微量Nb、V合金化,并控制含N量得到的。
允许使用于壁温≤625 ℃的锅炉过热器及高温再热器,该钢具有较大的冷裂倾向,焊接时可能产生冷裂纹和热裂纹。
12Cr1MoV钢属珠光体低合金热强钢,该钢具有较高的热强性能和持久塑性,可用于壁温≤580 ℃的锅炉受热面管,该钢的焊接性良好,对于壁厚较小的小径管,焊前不预热,焊后不热处理。
T91钢和12Cr 1MoV钢的化学成分见表1、表2,常温机械性能见表3。
1.2T91钢的异种钢接头裂纹敏感性分析T91异种钢的焊接具有以下性能[2]:a. T91钢和T22、G102、TP347 3种异种钢焊接接头对热裂纹不敏感,抗裂性能良好。
b. T91钢对再热裂纹不敏感。
c. T91钢碳当量高,淬硬倾向大,T91异种钢焊接接头的冷裂纹倾向与同质材料焊接接头相当,通过一定的工艺措施可以避免产生冷裂纹。
1.3焊接材料分别选用高、低匹配的2种类型的焊接材料进行对比试验,一种是与T91钢相匹配的焊丝,即TIG-9Cr MoV(N)焊丝;另一种是与12Cr1MoV钢相匹配的焊丝,即TIG-R31焊丝,试验用母材和焊丝的化学成分见表4[3]。
1.4焊接方法不同的焊接方法对焊缝的韧性影响较大,采用氩弧焊焊接方法,焊缝具有优异的塑性和韧性[4],因此选用全氩弧焊焊接方法。
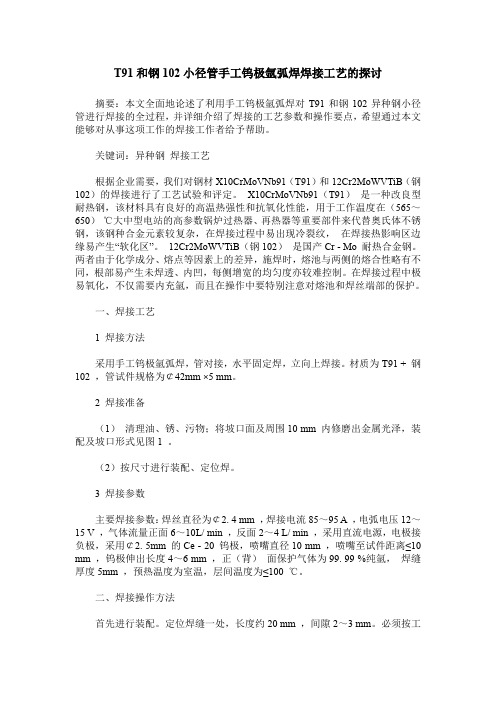
T91和钢102小径管手工钨极氩弧焊焊接工艺的探讨摘要:本文全面地论述了利用手工钨极氩弧焊对T91和钢102异种钢小径管进行焊接的全过程,并详细介绍了焊接的工艺参数和操作要点,希望通过本文能够对从事这项工作的焊接工作者给予帮助。
关键词:异种钢焊接工艺根据企业需要,我们对钢材X10CrMoVNb91(T91)和12Cr2MoWVTiB(钢102)的焊接进行了工艺试验和评定。
X10CrMoVNb91(T91)是一种改良型耐热钢,该材料具有良好的高温热强性和抗氧化性能,用于工作温度在(565~650)℃大中型电站的高参数锅炉过热器、再热器等重要部件来代替奥氏体不锈钢,该钢种合金元素较复杂,在焊接过程中易出现冷裂纹,在焊接热影响区边缘易产生“软化区”。
12Cr2MoWVTiB(钢102)是国产Cr - Mo 耐热合金钢。
两者由于化学成分、熔点等因素上的差异,施焊时,熔池与两侧的熔合性略有不同,根部易产生未焊透、内凹,每侧增宽的均匀度亦较难控制。
在焊接过程中极易氧化,不仅需要内充氩,而且在操作中要特别注意对熔池和焊丝端部的保护。
一、焊接工艺1 焊接方法采用手工钨极氩弧焊,管对接,水平固定焊,立向上焊接。
材质为T91 + 钢102 ,管试件规格为¢42mm ×5 mm。
2 焊接准备(1)清理油、锈、污物;将坡口面及周围10 mm 内修磨出金属光泽,装配及坡口形式见图1 。
(2)按尺寸进行装配、定位焊。
3 焊接参数主要焊接参数:焊丝直径为¢2. 4 mm ,焊接电流85~95 A ,电弧电压12~15 V ,气体流量正面6~10L/ min ,反面2~4 L/ min ,采用直流电源,电极接负极,采用¢2. 5mm 的Ce - 20 钨极,喷嘴直径10 mm ,喷嘴至试件距离≤10 mm ,钨极伸出长度4~6 mm ,正(背)面保护气体为99. 99 %纯氩,焊缝厚度5mm ,预热温度为室温,层间温度为≤100 ℃。

SA213-T91与12Cr1MoV异种钢小径管TIG焊接技术【摘要】本文根据工程的实践经验、技术资料等针对SA213-T91与12Cr1MoV异种钢的焊接,在选用合适的焊接材料、工艺参数等方面作了详细论述,为现场焊接施工的各个工序提供了依据。
经过实践检验,只要使用合适的焊接工艺,并进行严格的过程控制,就能够保证获得合格的焊接接头,保证机组的安全运行。
【关键词】异种钢;小径管;TIG;焊接技术0.前言焊接是通过加热或加压或两者并用,并且用或不用填充材料,使焊件达到结合的一种方法。
焊接工作是电站施工建设中的重要环节,焊接质量已成为施工中最重要的因素,从而对焊接的施工质量提出了越来越高的要求。
在抚顺发电厂(2×300MW)#2供热机组的工程中,其中锅炉末级过热器有一段焊口的材质为SA213-T91与12Cr1MoV的异种钢焊接(管径ф51×11),本文结合现场实际工作条件,对SA213T91与12Cr1MoV(B类Ⅲ级与B类Ⅰ级)的焊接形成了一套严格的焊接操作技术,保证了焊接质量。
1.焊接性能分析SA213-T91属于马氏体耐热钢,是一种改进的9CrlMo钢,它是在9Cr1Mo钢的基础上通过添加V、Nb等微量元素形成的。
具有较低的热膨胀系数和良好的导热性,抗拉强度和屈服强度较高,特别是在高温下具有较高的蠕变强度和持久强度及许用应力。
此钢种焊接性能差,淬硬性大.焊缝及热影响区极易产生高度马氏体和贝氏体组织,使接头脆性增加,残余应力增大,导致冷裂纹的产生。
12Cr1MoV属于珠光体耐热钢,由于含碳及合金元素较多,焊缝及热影响容易出现淬硬组织,当焊件刚性及接头应力大时,容易产生冷裂纹,焊后热处理过程中容易产生再热裂纹,当将其两种耐热钢焊接时,有一定的施焊难度。
SA213-T91与2Cr1MoV钢化学成分(%)2.焊接工艺方法及要求以下将由我公司承担的中电投抚顺发电厂(2×300MW)#2供热机组的锅炉末级过热器(管径:ф51×11、材质:SA213-T91/12Cr1MoV)的焊接方法及要求做一简单介绍。
T91与12Cr1MoV 异种钢小径管TIG焊接工艺及操作技术T91与12Cr1MoV 异种钢小径管TIG焊接工艺及操作技术T91与12Cr1MoV 异种钢小径管TIG焊接工艺及操作技术发布时间: 2009-3-16 阅读次数: 253 次发布人: 中华焊工窦怀武1,费永敏2(1.国电靖远发电有限公司,白银730919;2。
大唐甘肃分公司焊培中心,兰州 730060)摘要:本文针对T91/12Cr1MoV钢管的性能,为满足电站检修焊接的需要,根据T91/12Cr1MoV异种钢小口径TIG焊口在电站检修更换中焊接位置困难、空间狭小、难度大,易出现缺陷等实际状况,研究分析了T91/12Cr1MoV异种钢小径管的焊接工艺原则,确定采用高强配比的焊接材料进行焊接。
通过焊接工艺评定试验,在焊材选择、工艺参数选择等方面作了详细论述,形成了一套严格及详细的焊接工艺及及操作技术规范,对现场实际工作有着较高的指导作用。
关键词:异种钢;小径管;焊接工艺;操作技术;TIG。
作者简介:窦怀武,男,1971年7月出生,甘肃兰州人,大学学历,国电靖远发电有限公司生产技术部金属监督工程师,技师,长期从事电站金属监督及焊接管理等工作。
1.前言随着在电力工业的飞速发展,高参数、大容量、环保节能机组的不断涌现。
必然涉及到所用钢材等级提高、品种增多、焊接结构日趋复杂等诸多不利因素,对金属材料的焊接可靠性及焊接修复工作提出了更高的要求,大型电站检修焊接不仅要求焊接工作适应不断变化的钢材规格、品种及结构的需要,同时要求有足够的焊接可靠性以及伴随产生的结构可修复性。
目前随着异种结构的广泛应用,焊接难度增加。
这就要求广大焊接工作者除了熟练掌握同种钢材工艺的前提下,及时了解和掌握新材料、新工艺,设备更新,更重要的应是对多种异种结构的焊接工艺进一步的研究运用,评定实验制定科学合理的焊接工艺,提供有效的技术支撑,在人员素质等诸方面调动焊接工作者的整体力量,使之尽快转化为生产力,是众多电站一线焊接工作者面临的首要课题。
T91与12Cr1MoV异种钢焊接工艺探讨现代工业中,异种钢结构得到越来越广泛的应用。
火力发电机组随着各个部位工作温度的不同,相应地使用了不同化学成分和组织结构的钢材,因此必然会遇到异种钢的焊接问题。
我厂前屏过热器热器管采用美国的新型耐热钢 SA213-T9l,与珠光体耐热钢12CrlMoV进行焊接,焊接难度大,易出现缺陷。
而关于与T91相匹配的异种钢接头,目前国内应用较少。
通过焊接工艺评定试验,最后确定用低强配比的焊材进行焊接。
1 异种钢焊接1.1 异种钢焊接的含义异种钢焊接接头基本上可以分为两大类:一类为金属组织相同而化学成分不同,如低碳钢与低合金珠光体耐热钢的焊接;另一类为金属组织和化学成分都不相同,而且物理性能差别较大,如T9l与12Cr1MoV的焊接。
综合来看,后者焊接时出现的问题较多。
1.2 异种钢焊接接头的特征及主要存在问题1.2.1 化学成分的不均匀性异种钢焊接时,由于焊缝两侧的金属和焊缝的合金成分有明显的差别,随着焊接工艺的不同,焊接熔池的行为就不一样,因而,母材的熔化量也将随之不同,最终造成整个焊接接头化学成分极不均匀,因而经常会带来一些严重问题,如奥氏体钢与非奥氏体钢之间的焊接容易在熔合区生成马氏体,在焊接中或使用中可能形成裂纹,使焊接接头破坏。
1.2.2 金相组织的不均匀性焊接接头的化学成分不均匀,经过焊接热循环作用之后,焊接接头各区域也将出现不同的金相组织,往往在局部出现相当复杂的组织结构。
由干母材和填充材料的化学成分不均匀,必然造成金相组织的不均匀,若能在工艺上适当调整,可以使焊接接头的组织不均匀程度得到一定的改善。
1.2.3 性能的不均匀性焊接接头各区域化学成分和金相组织的差异,使焊接接头力学性能不同,沿接头各区域的室温强度、硬度、塑性、韧性都有很大的差别,高温下的蠕变极限和持久强度也会因成分和组织的不同,相差极为悬殊。
对焊接接头影响最大的物理性能主要有膨胀系数和导热系数,它们的差异将在很大程度上决定着焊接接头在高温下使用的安全性。
T91与12Cr1MoV 异种钢小径管TIG焊接工艺及操作技术发布时间: 2009-3-16 阅读次数: 253 次发布人: 中华焊工窦怀武1,费永敏2(1.国电靖远发电有限公司,白银 730919;2。
大唐甘肃分公司焊培中心,兰州 730060)摘要:本文针对T91/12Cr1MoV钢管的性能,为满足电站检修焊接的需要,根据T91/12Cr1MoV异种钢小口径TIG焊口在电站检修更换中焊接位置困难、空间狭小、难度大,易出现缺陷等实际状况,研究分析了T91/12Cr1MoV异种钢小径管的焊接工艺原则,确定采用高强配比的焊接材料进行焊接。
通过焊接工艺评定试验,在焊材选择、工艺参数选择等方面作了详细论述,形成了一套严格及详细的焊接工艺及及操作技术规范,对现场实际工作有着较高的指导作用。
关键词:异种钢;小径管;焊接工艺;操作技术;TIG。
作者简介:窦怀武,男,1971年7月出生,甘肃兰州人,大学学历,国电靖远发电有限公司生产技术部金属监督工程师,技师,长期从事电站金属监督及焊接管理等工作。
1.前言随着在电力工业的飞速发展,高参数、大容量、环保节能机组的不断涌现。
必然涉及到所用钢材等级提高、品种增多、焊接结构日趋复杂等诸多不利因素,对金属材料的焊接可靠性及焊接修复工作提出了更高的要求,大型电站检修焊接不仅要求焊接工作适应不断变化的钢材规格、品种及结构的需要,同时要求有足够的焊接可靠性以及伴随产生的结构可修复性。
目前随着异种结构的广泛应用,焊接难度增加。
这就要求广大焊接工作者除了熟练掌握同种钢材工艺的前提下,及时了解和掌握新材料、新工艺,设备更新,更重要的应是对多种异种结构的焊接工艺进一步的研究运用,评定实验制定科学合理的焊接工艺,提供有效的技术支撑,在人员素质等诸方面调动焊接工作者的整体力量,使之尽快转化为生产力,是众多电站一线焊接工作者面临的首要课题。
本文通过对靖远第二发电公司2000年300MW机组#5炉高温段再热器爆管更换减薄管的过程中出现的T91/12Cr1MoV异种钢焊口易出现的缺陷,会同大唐甘肃发电有限公司焊培中心,通过焊接工艺评定试验,在焊材选择、工艺参数选择等方面作了详细论述,形成了一套严格及详细的焊接工艺及及操作技术规范,保证了换管焊接质量。