旋转机械振动分析案例
- 格式:ppt
- 大小:1.06 MB
- 文档页数:49
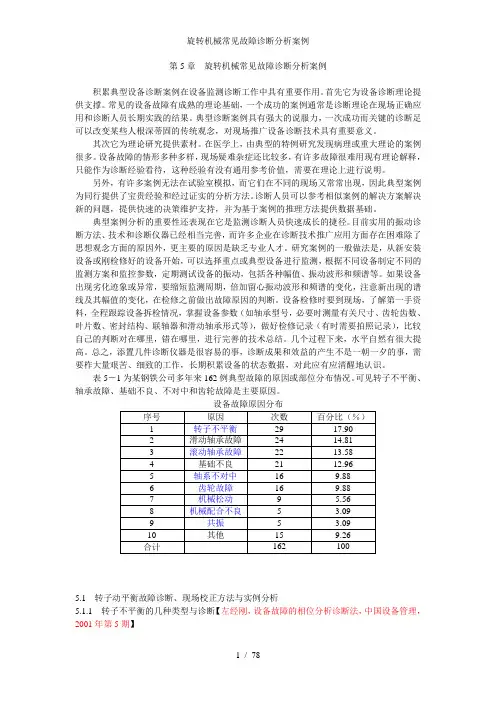
第5章旋转机械常见故障诊断分析案例积累典型设备诊断案例在设备监测诊断工作中具有重要作用。
首先它为设备诊断理论提供支撑。
常见的设备故障有成熟的理论基础,一个成功的案例通常是诊断理论在现场正确应用和诊断人员长期实践的结果。
典型诊断案例具有强大的说服力,一次成功而关键的诊断足可以改变某些人根深蒂固的传统观念,对现场推广设备诊断技术具有重要意义。
其次它为理论研究提供素材。
在医学上,由典型的特例研究发现病理或重大理论的案例很多。
设备故障的情形多种多样,现场疑难杂症还比较多,有许多故障很难用现有理论解释,只能作为诊断经验看待,这种经验有没有通用参考价值,需要在理论上进行说明。
另外,有许多案例无法在试验室模拟,而它们在不同的现场又常常出现,因此典型案例为同行提供了宝贵经验和经过证实的分析方法。
诊断人员可以参考相似案例的解决方案解决新的问题,提供快速的决策维护支持,并为基于案例的推理方法提供数据基础。
典型案例分析的重要性还表现在它是监测诊断人员快速成长的捷径。
目前实用的振动诊断方法、技术和诊断仪器已经相当完善,而许多企业在诊断技术推广应用方面存在困难除了思想观念方面的原因外,更主要的原因是缺乏专业人才。
研究案例的一般做法是,从新安装设备或刚检修好的设备开始,可以选择重点或典型设备进行监测,根据不同设备制定不同的监测方案和监控参数,定期测试设备的振动,包括各种幅值、振动波形和频谱等。
如果设备出现劣化迹象或异常,要缩短监测周期,倍加留心振动波形和频谱的变化,注意新出现的谱线及其幅值的变化,在检修之前做出故障原因的判断。
设备检修时要到现场,了解第一手资料,全程跟踪设备拆检情况,掌握设备参数(如轴承型号,必要时测量有关尺寸、齿轮齿数、叶片数、密封结构、联轴器和滑动轴承形式等),做好检修记录(有时需要拍照记录),比较自己的判断对在哪里,错在哪里,进行完善的技术总结。
几个过程下来,水平自然有很大提高。
总之,添置几件诊断仪器是很容易的事,诊断成果和效益的产生不是一朝一夕的事,需要柞大量艰苦、细致的工作,长期积累设备的状态数据,对此应有应清醒地认识。

国内外旋转机械故障案例一、国内旋转机械故障案例。
1. 电厂汽轮机振动故障。
我有个朋友在电厂工作,他们那儿的汽轮机有次出了大问题。
这汽轮机就像个巨大的、爱闹脾气的大家伙。
正常的时候,它稳稳地转着发电,可那次突然开始剧烈振动。
就像一个平时很沉稳的人突然开始疯狂跳舞一样。
工程师们赶紧检查,发现是叶片断了一片。
你想啊,汽轮机的叶片就像风扇的扇叶一样,少了一片那肯定转得不平稳了。
原来是那片叶片有制造缺陷,长期运行后就扛不住压力断了。
这一断可不得了,整个汽轮机就像瘸了腿的马,不但振动得厉害,还影响发电效率。
后来费了好大劲儿才把断叶片取出来,换上新的叶片,又重新做了动平衡调试,这汽轮机才又正常工作了。
2. 工厂里的离心风机故障。
在一个生产化肥的工厂,有一台离心风机。
这风机每天呼呼地转,把生产过程中的废气排出去。
有一天,工人发现风机的声音不对劲儿,就像人感冒了喉咙里有痰一样,呼呼噜噜的。
维修师傅一检查,发现是风机的轴承磨损严重。
这轴承啊,就像风机的关节一样,关节磨损了,转起来就不顺溜了。
原来是风机长时间运行,而且工厂环境比较恶劣,有很多灰尘和小颗粒进到轴承里,就把轴承给磨坏了。
维修师傅只好把旧轴承拆下来,换上新的轴承,还对风机的密封系统进行了改进,防止灰尘再进去捣乱。
3. 水轮机的转轮故障。
有个水电站的水轮机出了故障。
这水轮机就像一个巨大的水车,靠水流的力量转动来发电。
水轮机的转轮是关键部件,就像水车的轮子一样。
这次转轮出现了裂纹。
为啥呢?因为这个水电站的水流有时候不太稳定,一会儿大一会儿小,就像人的情绪忽高忽低一样。
转轮长期受到这种不稳定水流的冲击,金属材料就疲劳了,慢慢就出现了裂纹。
要是不及时处理,这裂纹越来越大,转轮可能就会坏掉。
工程师们用了一种特殊的焊接技术,把裂纹修复了,还对水轮机的运行参数进行了调整,让它能更好地适应不稳定的水流。
二、国外旋转机械故障案例。
1. 美国某飞机发动机故障。
听说美国有架飞机的发动机出过事。
旋转机械常见振动故障及原因分析旋转机械是指主要依靠旋转动作完成特定功能的机械,典型的旋转机械有汽轮机、燃气轮机、离心式和轴流式压缩机、风机、泵、水轮机、发电机和航空发动机等,广泛应用于电力、石化、冶金和航空航天等部门。
大型旋转机械一般安装有振动监测保护和故障诊断系统,旋转机械主要的振动故障有不平衡、不对中、碰摩和松动等,但诱发因素多样。
本文就旋转设备中,常见的振动故障原因进行分析,与大家共同分享。
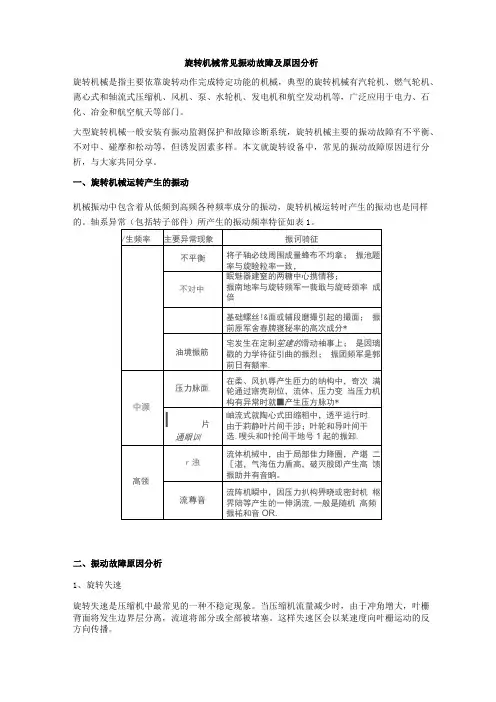
一、旋转机械运转产生的振动机械振动中包含着从低频到高频各种频率成分的振动,旋转机械运转时产生的振动也是同样的。
轴系异常(包括转子部件)所产生的振动频率特征如表1。
二、振动故障原因分析1、旋转失速旋转失速是压缩机中最常见的一种不稳定现象。
当压缩机流量减少时,由于冲角增大,叶栅背面将发生边界层分离,流道将部分或全部被堵塞。
这样失速区会以某速度向叶栅运动的反方向传播。
实验表明,失速区的相对速度低于叶栅转动的绝对速度,失速区沿转子的转动方向以低于工频的速度移动,这种相对叶栅的旋转运动即为旋转失速。
旋转失速使压缩机中的流动情况恶化,压比下降,流量及压力随时间波动。
在一定转速下,当入口流量减少到某一值时,机组会产生强烈的旋转失速。
强烈的旋转失速会进一步引起整个压缩机组系统产生危险性更大的不稳定气动现象,即喘振。
此外,旋转失速时压缩机叶片受到一种周期性的激振力,如旋转失速的频率与叶片的固有频率相吻合,将会引起强烈振动,使叶片疲劳损坏造成事故。
旋转失速故障的识别特征:1)振动发生在流量减小时,且随着流量的减小而增大;2)振动频率与工频之比为小于1X的常值;3)转子的轴向振动对转速和流量十分敏感;4)排气压力有波动现象;5)流量指示有波动现象;6)机组的压比有所下降,严重时压比可能会突降;7)分子量较大或压缩比较高的机组比较容易发生。
2、喘振旋转失速严重时可以导致喘振。
喘振除了与压缩机内部的气体流动情况有关,还同与之相连的管道网络系统的工作特性有密切的联系。

前言S8000系统为阿尔斯通创为实技术发展(深圳)有限公司开发的新一代大型旋转机械状态监测系统,该系统现已被越来越多的石化、电力、冶金企业所使用,并成为设备管理人员对大机组管理、诊断的得力助手。
本案例集收集了近三年内,使用S8000系统进行的部分诊断案例,并按案例类别进行了大概的整理,供各企业设备管理人员参考;由于原诊断报告篇幅过长,在本案例集中对原报告进行了一些删剪,以方便阅读,如需对某案例进行更详细了解,请与创为实公司联系;由于我们的水平有限,可能的失误难免存在,欢迎批评指正。
阿尔斯通创为实技术发展(深圳)有限公司2007年9月目 录1 叶片断裂类案例 (1)2 油膜涡动类故障 (35)3 磨擦类故障 (56)4 垢层脱落故障 (64)5 电气干扰类故障 (74)6 动平衡不良类 (88)7 通过相关性分析发现工艺量设置类问题 (95)8 转子热弯曲 (102)1叶片断裂类案例1.1某厂04年09月27日空压机断叶片故障诊断分析故障状态描述:此厂空气压缩机组K1202/KT1202于2004年9月27日发生空压机驱动透平振动突然增大事故,以下把故障发生过程中各图谱的变化情况列举如下:通频值振动趋势图(2004-09-27 12:01:5至2004-09-27 15:36:5的历史数据和灵敏监测数据)从上面的趋势图上可以很清楚的看出,该机组在9月27日的12:18:09时振动瞬间突发性升高,同时,振动的相位也发生了明显的变化,其振动能量主要是集中表现在工作频率上。
这些都意味着透平转子出现了故障,产生了极大的不平衡。
126V035A波形频谱图(事故发生瞬间的整个过程)上图为某一测点事故发生瞬间整个过程的波形频谱图,从图中可以看到转子物质脱落前的4个周期的振动波形、脱落开始的瞬间波形变化以及脱落后的振动慢慢趋于稳定的系列过程,这一瞬间不仅其振动的幅值有大幅度的增大,而且其相位的变化也较明显。
透平入口事故发生瞬间的轴心轨迹图诊断分析结果:通过对S8000系统所捕捉到的数据的分析,我们认为这次故障是因为透平转子上有部件掉落,如叶片突然断裂或围带、拉筋、铆钉脱落,因而瞬间造成了一个很大的不平衡,引起振动在短时间内突然上升。
蚀性气体或液体需要做好防护措施。
同时,由于控制系统含有精密仪器,安装前,还需要对这些仪器仪表进行质量检验和精度校准,保证计量时的准确度,并加装必需的保护装置,保障人身和设备安全,保障电气设备可靠运行。
安装完成后,需要对设备进行合理地维护,针对设备缺陷有有效的应对方案,同时保证设备检修的及时性和效率,提高电力系统的可靠性和稳定性。
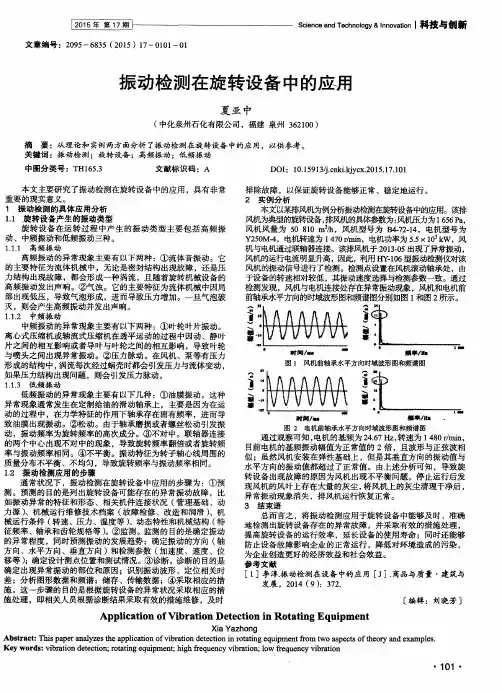
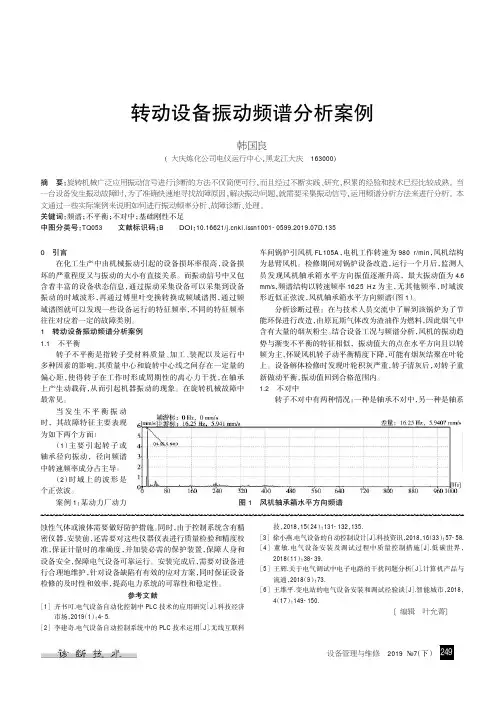
参考文献[1]齐书可.电气设备自动化控制中PLC技术的应用研究[J].科技经济市场,2019(1):4-5.[2]李建奇.电气设备自动控制系统中的PLC技术运用[J].无线互联科技,2018,15(24):131-132,135.[3]徐小燕.电气设备的自动控制设计[J].科技资讯,2018,16(33):57-58.[4]董敏.电气设备安装及调试过程中质量控制措施[J].低碳世界,2018(11):38-39.[5]王辉.关于电气调试中电子电路的干扰问题分析[J].计算机产品与流通,2018(9):73.[6]王维平.变电站的电气设备安装和调试经验谈[J].智能城市,2018,4(17):149-150.〔编辑叶允菁〕转动设备振动频谱分析案例韩国良(大庆炼化公司电仪运行中心,黑龙江大庆163000)摘要:旋转机械广泛应用振动信号进行诊断的方法不仅简便可行,而且经过不断实践、研究,积累的经验和技术已经比较成熟。
当一台设备发生振动故障时,为了准确快速地寻找故障原因,解决振动问题,就需要采集振动信号,运用频谱分析方法来进行分析。
本文通过一些实际案例来说明如何进行振动频率分析、故障诊断、处理。
关键词:频谱;不平衡;不对中;基础刚性不足中图分类号:TQ053文献标识码:B DOI:10.16621/ki.issn1001-0599.2019.07D.1350引言在化工生产中由机械振动引起的设备损坏率很高,设备损坏的严重程度又与振动的大小有直接关系。
而振动信号中又包含着丰富的设备状态信息,通过振动采集设备可以采集到设备振动的时域波形,再通过傅里叶变换转换成频域谱图,通过频域谱图就可以发现一些设备运行的特征频率,不同的特征频率往往对应着一定的故障类别。
核电厂运营阶段旋转设备振动测量与故障分析摘要:核电机组的规划、购买、装置、运行,都是非常关键的一环。
为了确保核电转机的正常工作,在机组运营过程中,对转机进行了离线振动监控。
以专业的勘测设备和研究软件为基础,结合振动研究的专业知识,对振动超标的设施展开了故障研究,并实施了相应的修缮处理,最终使其振动实现了一个正常的能力,给核电站运营的正常开展给予了牢固的保证。
关键词:振动监测系统振动测量故障分析在当代的生产过程中,对器械设施进行故障判断已引起了人们的广泛关注,若无法有效察觉并解决问题,将会造成设施自身的损伤,而且会引起机器失效、人员伤亡等重大不良后果。
在持续生产过程的中,一个重要的装置只要发生故障,就会影响到整个装置的正常运转,给项目企业带来很大的经济损失。
对核电站而言,利用故障判断技术,及早察觉设施故障,提前更换到备用,是减低事故产生,降低经济损失,预防危害的一种行之合理的措施。
振动,是衡量装备工作情况的一个关键评估指标。
振动的强弱,将直接影响到装置是否可以持续稳定地工作。
在机器工业和别的工业领域中,有着相当多的不良振动现象,它们的出现造成了巨大的损失,有的还潜藏着危险的祸根,因此,运用振动项目的理论、技术和措施,对这些问题进行分析和处理,是当前的迫切需要。
1核电厂振动研究在电厂运作中的设施和构造中,通常有着机器振动,比如汽轮机、发电机、风机、水泵等旋转机械的振动,轴承座、汽缸、发电机定子、凝汽器等固定构造的振动,汽、水管道及热交换器的振动,还有厂房、砼基础、横纵梁等土建构造的振动。
对核动力装置中的关键设施开展振动勘测核研究,并对其实施预防性判断,可以合理地避免突然的振动事故,极大限度地减少经济受损,解决潜在危险。
在2005年,某个核电厂曾使用高频振动频谱的检测,查出了某核二级泵齿轮箱小齿轮的的初步磨损。
按照出现的问题,对其展开的有效的处理,从而避免了重大磨损事故的产生。
1.1CSI2130在核电的应用CSI2130是目前核电设备中常用的一种状态研究仪,用于对核电设备的振动进行勘测核研究,并将其与之相匹配的“AMSMachineryManagerClient”管理软件用于数据库的管控和振动研究。
小关子水电站机组安装试运行中的主要问题及处理摘要:小关子水电站水轮发电机组及其附属设备在安装试运行中曾先后出现机组过速、磁力不平衡、顶盖漏水量大、上导轴领倾斜和机组转动部分不平衡引起的振动摆度大等问题,直接影响到机组的运行稳定性。
经过分析这些现象产生的原因,并采取了改进结构、加配重等有效的处理方法,保证了小关子水电站机组的安全稳定运行。
小关子水电站水轮机、发电机型号分别是HLD242-LJ-205和SF40.16/4250,额定水头136.5 m ,额定转速375 r/min。
电站按“无人值班,少人值守”的原则设计。
安装试运行中出现的主要问题和处理方法分述如下。
1 1号机组1.1 机组过速机组起动时,当手动转自动时机组转速突然上升到约1.7倍的额定转速,机组振动摆度大大超出正常值,过速保护动作,机组强行关闭。
经查其原因是:调速器中去比例阀的一只球阀处于关闭状态,故转自动时,机组失控,导叶开到100%开度所致。
1.2 磁力不平衡机组起动加励磁时,上、下导摆度和水平振动明显增大,其原因是:励磁回路的部分磁极,被非金属性短路,造成机组磁势分布不平衡,而使机组各方向受力不能互相抵消。
停机对该引线包扎绝缘后重新开机、加励磁,再也没有出现摆度、振动明显增大现象。
1.3 顶盖漏水量大主轴密封装置动环为左螺旋结构,静环是个圆环(没有螺旋),动环与静环之间的间隙原设计单边为0.76~0.935 mm,实际为0.4~0.5 mm。
虽经减少间隙,但机组起动后大量水往四周甩开。
射流泵排水也不起作用,故临时采用4根橡皮管排水。
处理措施主要是:①动环仍为左螺旋,静环改为右螺旋结构;②减小动环与静环之间的间隙;③加大水轮机转轮的泄水孔;④在泄水锥上开孔,使泄水通畅。
2 2号机组2.1 振动摆度大2000年10月19日机组首次开机,由于上、下导摆度较大,被迫停机。
利用盘车的方式进行检查分析,在上导轴领120 mm的工作面范围,上、下各安装1块百分表,测量计算上导轴领的不垂直度为0.71 mm/m。