窄带钢活套的自动控制
- 格式:doc
- 大小:28.50 KB
- 文档页数:7
北京科技大学科技成果——热连轧活套控制系统成果简介活套控制系统是热连轧生产线上基础自动化L1级中非常重要的自动控制系统。
活套高度闭环控制系统以及活套张力闭环控制系统是活套控制系统两项关键功能,用以实现轧制过程中,精轧任意机架间带钢秒流量的动态平衡,以及维持带钢在恒定张力下完成轧制。
活套控制功能的稳定性直接决定到轧钢过程的顺利进行,其控制精度又会影响到带钢产品的厚度和宽度质量。
目前国内的热连轧项目尤其是宽带热连轧项目,越来越多的采用了液压活套,与电动活套相比,其控制的快速性以及位置控制的精确性是电动活套无法比拟的。
活套控制系统由L2级精轧活套设定模型、L1级活套控制器、L0级活套传动装置以及活套机械设备等部分组成。
根据传动装置的不同,活套分为液压活套及电动活套。
液压活套依靠液压站高压油驱动液压缸带动活套机械动作;电动活套则依靠电机带动减速机驱动活套机械动作。
零漂校正功能零漂电流标定和校正功能投入实际使用后,克服了由于较大零漂存在造成活套起套过程的不可靠,同时又大大提高了活套张力闭环的稳态精度。
同时这两项功能的实现以及操作维护又非常简单,所以说这两项针对活套伺服控制系统零漂问题所采取的控制对策是积极有效而值得推广的。
活套软接触功能通过投入张力环及高度环时机选择算法计算得到活套接触到带钢的具体时刻,从而能够及时投入张力环及高度环。
该算法的实现为活套软接触技术的最终实现做出关键性的贡献。
因为众所周知,带钢秒流量动态平衡以及带钢张力恒定的稳态控制并不是很困难的事情,关键在于如何减小或者消除活套起套瞬间由于位置环起套造成的对于活套张力系统和轧机速度系统的大扰动。
本技术的实际应用推动了活套软接触技术的实现,从而为带钢头部乃至全长厚度宽度质量的改善和提高具有重大的现实意义。
该系统已经成功稳定的应用在莱钢1500、日钢1580热连轧生产线并取得了的很好的控制效果,还将应用于武钢1700mm热连轧、西南不锈1450mm热连轧、重钢1780mm热连轧等多条生产线。
热连轧精轧机组活套控制模型应用分析王飞【摘要】热轧精轧机组控制系统提供了活套常规控制模型及活套逆线性二次型控制模型(ILQ控制模型),为方便操作人员选择,对活套控制模型的控制思想和对带钢板形控制的影响进行了分析.活套高度和角度的高精度控制是精轧机组轧制板带平衡物流的有效手段.活套ILQ控制模型引入活套角度和张力两个变量闭环控制,对于板形控制和轧机辊缝控制大有裨益.【期刊名称】《山东冶金》【年(卷),期】2018(040)003【总页数】3页(P57-59)【关键词】热连轧;精轧机组;活套控制;常规控制模型;ILQ控制模型【作者】王飞【作者单位】山信软件股份有限公司,山东济南250101【正文语种】中文【中图分类】TP2731 前言山钢日照分公司新建2 050 mm热连轧生产线,引进TMEIC电气自动化系统和SMS工艺机械装备,设计年产热轧钢卷500万t,主要生产热轧汽车用钢、薄规格高强度集装箱用钢、高级别管线钢以及冷轧原料卷等钢种。
精轧7连轧机组作为核心装备,其电气自动化控制系统尤为关键。
为此,对TMEIC提供的电气自动化系统中的活套控制模型进行分析,以方便操作人员对控制模型进行选择。
2 活套控制活套装置安装在精轧机组机架间,以确保板带在机架间有恒定张力。
过张力会产生板带颈缩,甚至断带;精轧机组相邻机架间的穿带速度不匹配可能会形成褶皱,当褶皱厚度达到3倍于板带厚度而进入下一机架时,极易导致断辊或断轴。
因此,必须建立成熟稳定的活套控制,给精轧机组主传动提供速度校正参考,同时使得活套保持在预设角度值,保持精轧机架之间有恒定张力[1]。
精轧机架间不进行板带轧制时,活套辊移动至等待位;当精轧机组轧制板带时,进行张力控制,即活套辊贴靠到板带时产生特定大小的张力。
为了满足这两种情况,在日常应用中,把活套控制设计成活套液压缸位移和推力的串级控制,其中,位移控制优先,推力控制次之。
精轧机组张力控制系统包括轧机主传动和液压活套装置,主传动包括中压变频器、主电机和轧辊等;液压活套装置包括液压缸、活套杆和活套辊等;还有压力传感器、位移传感器等检测元件。
带钢热连轧机组活套自动控制及应用作者:晁永军孔德鸿吴胜春东四正来源:《科技资讯》2016年第12期【摘要】:活套是在金属热连轧过程用来调整轧机之间张力的最主要设备,由于金属热轧制的发展已有几十年的历程,在此过程中,随着自动化控制技术的日益提升,活套控制的精度和智能化越来越高,本文通过带钢热连轧生产线精轧机组活套的应用,对其先进的功能和作用进行了详细介绍和说明,并分别说明了活套的两种控制方法:常规PI控制和ILQ控制的原理以及在两种自动控制方法在轧制过程中的实际应用。
[关键词]:活套;常规PI控制;ILQ控制中图分类号:TG334.9 文献标识码:A 文章编号:1674-098X(2015)04(c)-0000-001.概述本文以某钢铁集团年产240万吨超薄带钢热轧生产线—UTSP热轧板带工程为例对活套先进的功能和作用进行了详细介绍和说明,其产品产品工艺规格为宽度800-1600(mm),厚度0.8-12.7(mm)的各类型热轧带钢。
主轧线分为粗轧和精轧两个机组,共有7架轧机组成,其中粗轧两架,精轧5架,各机架均采用三相同步电机传动,在F1-F5五架精轧机组之间设有4个活套。
设定活套的目的是为了确保两机架之间保持特定张力,当下游机架流量高于上游机架、下游机架速度过快时候产生张力,当下游机架速度小于上游机架时活套抬起建张,如果不设活套这一特殊设备,在轧制过程中,带钢套量将逐渐增加最终会形成折叠和扭曲,如果形成折叠或者扭曲,带钢将以好几倍的厚度进入下游机架,产生堆钢事故,最终结果会影响轧辊和轴承以及轴承支撑等机械设备以及现场传感器的寿命。
2.活套的作用介绍2.1 活套的角度给定轧制过程中活套的角度由二级计算机数据库给定,活套根据计算机数据库的给定值进行程序的最初给定,在实际轧制过程中,活套角度微调由一级基础自动化程序来计算并给定。
在一级基础自动化程序中,活套在自动操作情况下,要具备以下互锁条件:1)控制选择3)轧机主传动健康4)液压控制正常5)活套PLC系统健康6)位置传感器健康7)活套压头健康2.2 活套的张力给定活套的张力给定也是通过二级计算机系数据库进行计算,给定后,在轧制过程中,操作工在-20%到+50%之间通过每秒10%的调节度进行速度调节,在带钢生产过程中,带钢保持恒定的张力具有降低轧制力、防止轧件跑偏、改善带钢平直度、适当调节主机负荷等作用。
600mm热轧带钢生产线工艺实施方案(2005.5)1. 产品方案1.1. 生产规模年产各种规格热轧钢卷60万吨。
1.2. 生产品种普通碳素结构钢、优质碳素结构钢、低合金钢、不锈钢。
b. 原料规格原料厚度: 135~165毫米原料宽度: 150~420毫米原料长度: 5600~6100毫米或 2600~3050毫米最大坯重: 3500公斤选用矩形坯为佳,并且尽量不采用双排料入炉方式组织生产。
1.3. 带钢产品规格带钢厚度: 1.80~6.00毫米带钢宽度: 145~435毫米钢卷内径: 500毫米钢卷外径: 1400毫米(最大)最大卷重: 3500公斤2. 轧钢生产工艺2.1. 执行标准热轧窄带钢是按国家标准组织生产、检验和交货,主要执行的国家标准有:GB/T13304—91 《钢分类》GB/T699—88 《优质碳素结构钢技术条件》GB/T700—88 《碳素结构钢》GB/T1591—94 《低合金高强度结构钢》GB/T1220—84 《不锈钢棒》YB/T2011—83 《连续铸钢方坯和矩形坯》YB/T001—91 《初轧坯尺寸、外形、重量及允许偏差》YB/T002—91 《热轧钢坯尺寸、外形、重量及允许偏差》GB/T8164—93 《焊接钢管用钢带》GB/T3524—92 《碳素结构钢和低合金结构钢热轧钢带》GB/T710—91 《优质碳素结构钢热轧薄钢板和钢带》GB/T5090—93 《不锈钢热轧钢带》GB/T228—87 《金属拉伸试验方法》GB/T4230—84 《金属压缩试验方法》GB/T6397—86 《金属拉伸试验试样》GB/T709—88 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》GB/T247—97 《钢板和钢带检验、包装、标志及质量证明书的一般规定》2.2. 金属平衡见表一表一:金属平衡表2.3. 生产工艺流程a.热轧带钢生产工艺流程原料准备→排料→加热→出钢→粗轧立轧→粗轧平轧→飞剪切头→精轧→扭转→夹送→蛇振→冷却及在线热检→引头→卷曲及一次打包→冷却及二次打包→翻卷→收集→标记→过秤计量→入库→复检→发货b.热轧窄带钢生产工艺流程简述检查合格的原料经秤重后,接送入车间原料跨码垛;排料于上料辊道输送至炉后,并对正加热炉纵水管,由推钢机推入燃气连续蓄热式加热炉内加热。
机械装备中的自适应控制与优化技术在现代工业生产中,机械装备在提高生产效率和质量方面发挥着重要作用。
为了满足不同的生产需求,机械装备需要具备自适应控制与优化技术。
本文将介绍机械装备中的自适应控制与优化技术的相关概念、应用和发展趋势。
一、自适应控制技术在机械装备中的应用自适应控制技术是指机械装备能够根据外部环境和内部变化自动调整自身状态和参数,以提高生产效率和质量。
在机械装备中,自适应控制技术主要应用于以下几个方面:1. 自适应参数估计:机械装备在运行过程中,往往会受到外部环境和内部因素的影响,导致参数发生变化。
通过自适应参数估计技术,可以自动调整装备的参数,以保持其工作状态的稳定性和准确性。
2. 自适应控制算法:机械装备的控制系统需要根据不同的工作条件和任务需求,自动调整控制算法,以确保装备的运行效果和稳定性。
自适应控制算法可以根据实时采集的数据和传感器信号,实时调整控制策略和参数,以适应不同的工作变化。
3. 自适应故障检测与诊断:机械装备在运行过程中可能会遭受故障和损坏,影响其正常工作和安全性。
通过自适应故障检测与诊断技术,可以实时监测机械装备的状态和传感器信号,判断是否发生故障,并对故障原因进行诊断和修复。
二、自适应控制技术的优化方法自适应控制技术的优化方法主要包括以下几个方面:1. 模型参数优化:通过分析机械装备的传感器信号和工作数据,建立合适的系统模型,并利用优化算法对模型参数进行优化,以提高系统的稳定性和响应性能。
2. 控制策略优化:根据机械装备的工作特点和任务需求,选择合适的控制策略,并利用优化算法调整控制参数,提高系统的控制精度和效率。
3. 故障诊断与修复优化:通过分析机械装备的故障数据和传感器信号,建立合适的故障诊断模型,并利用优化算法对故障诊断和修复过程进行优化,提高故障诊断的准确性和效率。
三、机械装备中自适应控制与优化技术的发展趋势随着科技的不断进步,机械装备中的自适应控制与优化技术也在不断发展。
酸轧活套自动控制作者:郝晓光来源:《数字化用户》2013年第01期【摘要】在冷轧酸轧工艺生产中,为了保证生产的连续,在酸轧工艺中设置了三个活套,在酸洗入口焊接、切边剪换刀、轧机换辊期间,生产线能不停车继续生产。
本文主要介绍了在焊接、换刀、以及轧机换棍时的活套自动控制和同步控制。
【关键词】活套活套自动控制同步控制一、活套简介一号活套的目的是在焊机焊接时保证中间段能连续运行,通常情况下一号活套为满套状态。
当焊机焊接时,入口段停止,一号活套开始排套,使中间段连续运行,一号活套是四层带钢,带钢最大速度为600m/min。
二号活套的目的是切边剪换刀过程中保证中间段的连续运行,通常情况下二号活套是空套状态。
当切边剪换刀时,出口段停车,二号活套开始充套,使中间段连续运行,二号活套是两层带钢,带钢最大速度为240m/min。
三号活套的目的是切边剪换刀或者轧机换辊时,保证轧机连续生产和出口段连续生产,通常情况下,三号活套是半套状态。
当切边剪换刀时,三号活套开始排套,保证轧机连续运行;当轧机换辊时,三号活套开始充套,使出口段能连续运行,三号活套是两层带钢,带钢最大速度为330m/min。
二、活套的同步控制同步控制就是通过对活套入口速度和出口速度的控制来实现对活套套量的控制。
同步控制分为充套同步和排套同步。
如图上图所示当进行充套同步时,活套入口速度大于出口速度,当活套套量为时,入口速度减速至出口速度,从而满足套量达到设定值的同时,入口速度和出口速度达到同步,套量不再发生变化。
其中为减速的加速度。
当进行排套同步时,活套出口速度大于入口速度,当活套套量为时,出口速度减速至入口速度,从而满足套量达到设定值的同时,出口速度和入口速度达到同步,套量不再发生变化。
在同步控制过程当中,一号活套充套同步的套量设定值操作工可以通过HMI修改,排套同步的套量设定值为保护值,是个定值,无法修改;二号和三号活套充套同步的套量设定值是保护值,不可修改,排套同步的套量设定值可以修改。

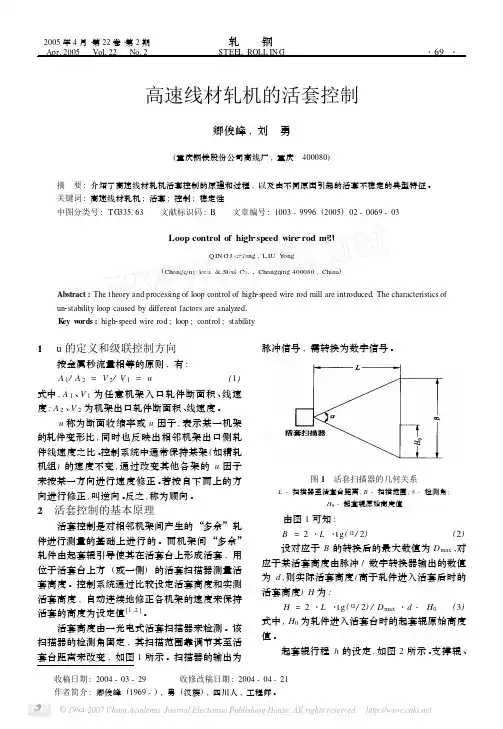
高速线材轧机的活套控制卿俊峰,刘 勇(重庆钢铁股份公司高线厂,重庆 400080)摘 要:介绍了高速线材轧机活套控制的原理和过程,以及由不同原因引起的活套不稳定的典型特征。
关键词:高速线材轧机;活套;控制;稳定性中图分类号:TG 335163 文献标识码:B 文章编号:1003-9996(2005)02-0069-03Loop control of high 2speed wire 2rod millQIN G J un 2feng ,L IU Y ong(Chongqing Iron &Steel Co 1,Chongqing 400080,China )Abstract :The theory and processing of loop control of high 2speed wire rod mill are introduced 1The characteristics of un 2stability loop caused by different factors are analyzed 1K ey w ords :high 2speed wire rod ;loop ;control ;stability收稿日期:2004-03-29 收修改稿日期:2004-04-21作者简介:卿俊峰(1969-),男(汉族),四川人,工程师。
1 u 的定义和级联控制方向按金属秒流量相等的原则,有:A 1/A 2=V 2/V 1=u(1)式中,A 1、V 1为任意机架入口轧件断面积、线速度;A 2、V 2为机架出口轧件断面积、线速度。
u 称为断面收缩率或u 因子,表示某一机架的轧件变形比,同时也反映出相邻机架出口侧轧件线速度之比。
控制系统中通常保持某架(如精轧机组)的速度不变,通过改变其他各架的u 因子来按某一方向进行速度修正。
若按自下而上的方向进行修正,叫逆向。
反之,称为顺向。

武钢CSP⽣产线的液压活套控制系统武钢CSP⽣产线的液压活套控制系统杨⽴辉叶盛杨洲(武钢股份条材总⼚CSP分⼚专检⼆站)【摘要】武钢CSP⽣产线是设计年产量240万t产品厚度为0.8~12.7mm,产品宽度900~1600mm。
其中轧机采⽤了⼯作辊弯辊系统、⾃动厚度控制、液压辊缝控制、⾃动宽度控制、⾃动活套控制、⾃动张⼒控制、轧制润滑等先进的控制技术。
这些技术不仅使武钢CSP产品稳定轧制得到保障,⽽且使产品具有更好的板形质量。
本中重点介绍武钢液压活套的⾃动控制。
【关键词】武钢CSP 活套张⼒1.液压活套装置1.1液压活套的结构武钢CSP⽣产线精轧机组为紧凑式7机架四辊CVC+(Continously Variable Crown)轧机,机架间距5.5m,F1~F5为普通液压活套,F6为张⼒差活套。
活套机械部分:活套基本上由以下⼏个部分组成:活套轴、传动侧和操作侧轴承⽀座、带轴承座的活套架、内⽔冷却式活套辊、液压缸。
传动侧和操作侧活套轴及活套辊上的轴承是耐磨轴承。
活套轴的传动侧和操作侧都安装有停⽌块,以限制活套旋转动作的范围。
活套两边的上、下都有销孔,⽤来定位.液压部分见图1。
图1 活套液压图每个活套都由两个并⾏的伺服阀(A,B)进⾏液压缸的控制进⾏起落,每个伺服阀⼜由单独的截⽌阀进⾏油路关闭.伺服阀的控制有四种组合控制模式,即A阀单独控制,B阀单独控制,A阀优先控制(即A 阀快速响应,当调节满幅度时,再B阀分担余下调节量与A阀⼀起控制),B阀优先控制(与A阀优先控制相反)。
这样既保证了液压控制的响应速度,⼜保障在⼀个回路出现问题是不会影响系统⼯作。
电⽓部分:所有液压活套在轧机的操作侧都装有⾓度编码器来检测活套的⾓度,其检测值⽤于位置控制的反馈输⼊,每个液压缸的两侧有装有350bar的压⼒传感器进⾏活套压⼒的检测,其检测值⽤于普通PI控制中张⼒控制的反馈输⼊。
张⼒差活套在活套辊下装有压头,进⾏压⼒检测,其检测值⽤于ILQ(逆线性⼆次型)控制中张⼒控制,以及作为⾃动⽔平控制和活套平直度控制的反馈输⼊。
纵剪线操作规程一、纵剪线设备组成及工艺流程1、设备组成1700×10mm纵剪线主要由上卷小车、双锥头开卷机、直头机、夹送处理机、1#侧立导辊、、 2#侧立导辊、水平导辊、园盘纵剪机、边丝卷取机、活套装置、张力机、卷取机、分隔器、卸卷小车等设备组成。
夹送处理机、园盘纵剪机及卷取机的三台直流主电机采取英国CT-MENTOR全数字式直流调速器进行拖动控制,两台边丝卷取机采取电磁调速异步电动机(滑差电机)进行拖动控制;全生产线包括液压系统、气动系统等均由日本三菱PLC进行自动程序控制,可接工控机或PC机等上位机进行过程控制和管理操作。
2、工艺流程上卷→开卷→直头→矫直→切头(尾)→纵剪分条(边丝卷取)→带钢卷取(打捆)→卸卷3、工艺参数钢卷材质:低碳钢或低合金钢带钢厚度:2.0~10mm钢卷宽度:700~1550mm 钢卷内径:¢500~760mm最大卷重:30吨成品钢卷内径:¢760mm 典型分条条数:二、工艺操作程序A、点动穿带作业1、各岗位检查设备没有异常(同时各操作台按扭、电位器归零复位),依次送电(受电柜总开关→PLC控制柜→CT-MENTOR控制柜(直流主电机风机)→液压站油泵→空压机等)。
2、中央主控操作台将生产线选为“点动”状态。
3、开卷作业(1#操作台)点动上料小车到待料位置,配合天车工将钢卷吊放至小车鞍型托架上,注意钢卷板头要处于上部稍偏右顺时针方向(面对生产线),横移上料小车至开卷机双锥头中心位置,上升小车;双锥头对中直至夹紧钢卷,上料小车下降脱离钢卷,直头机压辊下降压住钢卷,铲刀伸出铲断钢卷捆带(或人工剪断),捆带回收。
根据带钢宽度调整1#侧立导辊开口度,点动双锥头,在直头机压辊配合下将钢卷板头沿铲刀牵引至夹送处理机的夹送辊里,按下夹送处理机架上的下降按钮,夹送辊下降压住钢卷板头(压力要适中,以板头不产生塑性变形为原则),横移上料小车至待料位置。
4、矫直、切头、分条作业(2#操作台)点动夹送辊(此时开卷机处微制动状态),压下三辊矫直辊(视带钢表面弯曲程度调整压下量),牵引带钢至斜刃横剪机。
• 128•电动活套目前在热轧带钢轧制生产过程中得到了广泛的应用,而电动活套的控制技术作为电动活套的技术核心越来越受到各类工程技术人员的关注,本文主要针对目前比较流行的电动活套PLC 控制技术进行了探索性的研究,以帮助相关技术人员解决现场实际应用中遇到的控制问题。
近年来我国的钢铁产能结构正在大力调整,从普碳钢粗钢慢慢转变为优特钢,而优特钢需求急剧增加,很多还是依赖从国外进口,我国大型钢铁企业需要生存,就必须紧跟市场步伐进行转型,特别是对老旧生产线的改造。
中天钢铁带钢厂作为国内知名的大中型钢铁企业,也在逐步向优特钢带钢发展,为了使带钢的产能和质量更上一层楼,那就必须进行必要的技改,特别是对产品质量很重要的活套的改进,对带钢轧制的效率和质量有着极为重要的影响。
目前市场上电动活套已经逐步替代气动活套,随着自动化技术的不断进步,活套的控制方式,也逐渐的由气动改进为电机控制。
特别是近年来PLC 控制技术的进步使得电动活套的控制越来越精确可靠,PLC 具有可靠性高,系统设计灵活,编程简单,易于安装,抗干扰能力强等优点。
逐步得到各类钢厂技术人员的喜爱。
图1 活套PLC控制系统示意图1 电动活套PLC控制系统设计方案1.1 活套PLC控制系统概述技术团队根据电动活套工作要求,同时兼顾活套运行的安全性和可靠性,设计出了以S7-300PLC 为核心的控制系统,对活套各机构工作运行进行实时控制,如图1所示。
该操作控制系统由可编程控制器(PLC )、上位机组态(WCC )、直流调速装置以及相应的系统软件和应用软件组成。
1.2 PLC控制系统程序设计根据活套PLC 控制系统输入输出分配表,编写了PLC 程序流程图,如图2。
图2 PLC程序流程图1.3 S7-300PLC实现网络组态(1)完成硬件组态后,马上转换到主画面,然后点击组态网络按钮;(2)在弹出的网络组态界面,点击视图目录打开元件库;(3)把STATION 下方的PG/PC 拉到网络组态画面里,双击PG/PC ,在properties-PG/PC 画面中,点击Interface 按钮,再点NEW ,选择MPT 接口,并点击OK ;(4)在MPI 界面,点击Parameters,将address 设成0,选中基于带钢轧制过程的电动活套控制技术的设计常州铁道高等职业技术学校 陈 吉• 129•MPI(1)-187.5kbps,按确定键;(5)在弹出的界面中选A ssi g n m en t按钮,分别选中configured interface 下的MPI(1)和Interface Parameters Assign-ments in the PC/PG下的MPI;然后点击assign和“确定”按钮;(6)把PC STATION拉到画面里,双击后进入到组态界面;(7)把CP5611(R0/S1)拖进PC第一槽位。
总第177期2019年第1期山西冶金SHANXI METALLURGYTotal1力No.l,2019试(实)验研究D01:10.16525/l4-1167/tf.2019.01.06冷轧立式活套控制原理金琳(首钢京唐钢铁联合有限责任公司冷轧作业部.河北唐山063210)摘要:止式活套在连续带材生产线上具有广阔的应用,活套的张力通过卷扬电机进行调节,卷扬电机釆用速度控制,卷扬电机的线速度设定值由活■套入口和出口的线速度决定。
活套采用直接张力控制,张力附加速度由张力控制器产生。
张力前馈控制可降低活套在升降套时产生的张力波动"带钢惯量补偿可消除活套升降套过程引起的张力升高。
通过上述研究,为活套动态过程产生的张力波动问题提供了解决思路。
关键词:殳式活套张力控制张力前馈带钢惯量补偿中图分类号:TG335.12文献标识码:A文章编号:1672-1152(2019)01-0020-031概述随着冶金自动化技术的不断发展,冷轧带钢生产多采用连续运行的机组系统。
为了实现工艺段带钢的连续运行,需在机组的入口段和出口段分别设置立式活套(7。
入口活套的功能为当入口段停车时通过抽套保证工艺段的带钢供应,出口活套的功能为当出口段停车时通过填充活套来存储工艺段送出的带钢45)。
如图1所示,立式活套主要由卷扬机、钢结构、活套小车、链轮组、配重块、定辗和动银几个部分组成&创。
本文将对西门子立式活套控制方案进行研究,并重点分析活套线速度设定、张力控制、张力前馈控制和带钢惯量补偿四个方面的内容。
图1立式活套结构图收稿日期:2018-12-09作者简介:金琳(1991—),男,大学本科,毕业于燕山大学,现从事电气自动化工作,助理工程师。
2活套的张力控制原理立式活套的张力通过卷扬电机进行调节,卷扬电机采用速度控制模式,其速度设定值包括四个部分,分别为:线速度设定值、张力控制附加值、张力前馈附加值、带钢惯量补偿。
其中线速度设定值保证了活套升降套速度与实际套量相匹配,张力控制、张力前馈和带钢惯量补偿通过附加速度调节活套带钢的实际张力。
连退炉带钢跑偏的分析与控制摘要:目前科技高速发展进步,连续退火装置在一定程度上满足了高速、自动化、连续化的生产需求。
采用活套装置可以有效地控制带钢的张力,在保障科学、合理的速度基础上提高产量、提高高质量,这对于带钢的生产非常重要。
然而,在连续退火生产线中常会出现带材跑偏现象,如果带钢在炉膛中出现跑偏,很可能会造成停机,严重时会造成带钢断裂,给连铸生产造成很大的麻烦。
基于这一现状,针对连退炉带钢跑偏的原因进行分析,并提出相应的防治措施,以供相关人员参考。
关键词:连退炉;带钢跑偏;控制引言:目前,在高端生产中,全辐射管、H-Nx保护气体、全辐射管的连续退火炉,产品广泛用于汽车、家电、装潢等高档行业,是目前世界上最先进、最具竞争力的高强度钢制造设备。
由于连续生产,要求长期稳定运行,导致温度制度、钢种、规格等频繁变化,导致产品稳定性波动,特别是在气温系统发生改变的时候。
因此,采用科学合理的工艺转化技术对减少带材跑偏的影响是不可替代的。
一、连退炉带钢跑偏随着工业技术的进步与革新,退火炉逐渐应用于冷轧连回生产线,使生产的连续性大大提高,产量也大大提高。
虽然连续退火技术具有连续生产的特征,但生产线较长,钢种品种繁多,生产过程中,带钢很难沿着炉区中心线进行操作,在有缺陷的情况下,炉内带材的跑偏现象较为普遍,尤其是宽、薄、硬钢材更是如此。
如果带钢在炉膛中出现跑偏还可能会会造成带钢断裂,给连铸生产造成很大的麻烦。
在此基础上,针对连续退火带钢跑偏的问题,提出相应的改进方案。
采取适当的控制措施,可以有效地控制带钢的跑偏现象,增强设备的精度,从而在今后的先进工艺中,有效地解决了带钢跑偏的问题,从而减少了企业的成本,提高了生产的效率。
二、跑偏原因分析(一)来料板型单边浪型严重或存在镰刀弯在板条宽度方向上,轧辊表面与带材之间的接触较好,使带材沿宽度方向受力均匀,不会发生偏移。
在板宽方向上有对称波形时,尽管带材在宽度上的受力不均,但对称波形位置的应力互相抵消,使带材没有跑偏的情况。
窄带钢活套的自动控制
摘要:活套控制是一种目前在热轧带钢轧制控制中应用较为广泛且较为重要的控制手段。
文章重点自动活套控制系统构成,以帮助解决现场实际应用中遇到的问题。
关键词:活套控制热轧带钢级联控制张力
在带钢连轧生产中,为保证成品质量,避免由于各种原因导致的推钢、拉钢,在机架之间设置了活套装置,而活套控制也是连轧机自动控制的关键之一。
活套是由于在机架间存储了多余轧线长度的轧件而引起的,也正是由于这些多余的轧件,起到了对轧件推拉的有效缓冲。
在控制过程中,以活套套量为目标,以速度调节为手段,即可达到控制活套的目的。
本文结合宣钢热轧带钢的活套控制的有关问题进行说明。
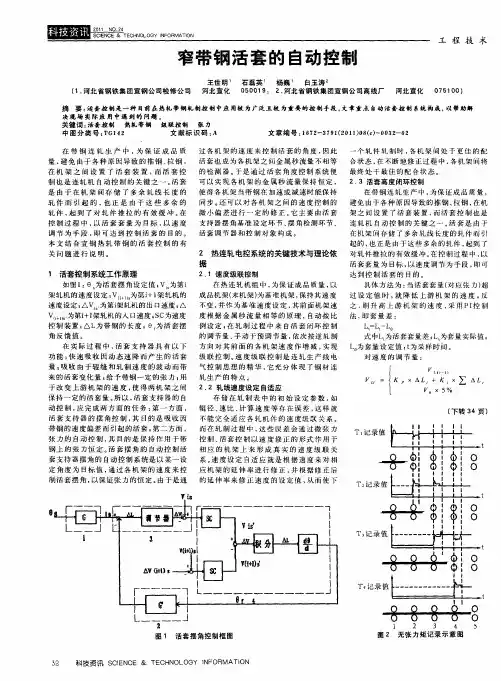
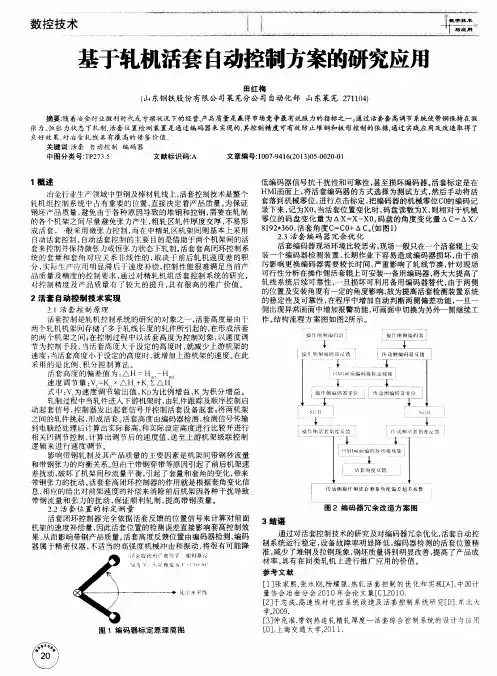
1 活套控制系统工作原理
如图1:θs为活套摆角设定值;Vis为第i架轧机的速度设定;V(i+1)s 为第i+1架轧机的速度设定;△Vis‘为第i架轧机的出口速度;△V(i+1)s ‘为第i+1架轧机的入口速度;SC为速度控制装置;△L为带钢的长度;θf为活套摆角反馈值。
在实际过程中,活套支持器具有以下功能:快速吸收因动态速降而产生的活套量;吸收由于辊缝和轧制速度的波动而带来的活套变化量;给予带钢一定的张力;用于改变上游机架的速度,使得两机架之间保持
一定的活套量。
所以,活套支持器的自动控制,应完成两方面的任务:第一方面,活套支持器的摆角控制,其目的是吸收因带钢的速度偏差而引起的活套;第二方面,张力的自动控制,其目的是保持作用于带钢上的张力恒定。
活套摆角的自动控制活套支持器摆角的自动控制系统是以某一设定角度为目标值,通过各机架的速度来控制活套摆角,以保证张力的恒定。
由于是通过各机架的速度来控制活套的角度,因此活套也成为各机架之间金属秒流量不相等的检测器。
于是通过活套角度控制系统便可以实现各机架的金属秒流量保持恒定,使得各机架当带钢在加速或减速时能保持同步。
还可以对各机架之间的速度控制的微小偏差进行一定的修正。
它主要由活套支持器摆角基准设定环节、摆角检测环节、活套调节器和控制对象构成。
2 热连轧电控系统的关键技术与理论依据
2.1 速度级联控制
在热连轧机组中,为保证成品质量,以成品机架(末机架)为基准机架,保持其速度不变,并作为基准速度设定,其前面机架速度根据金属秒流量相等的原理,自动按比例设定;在轧制过程中来自活套闭环控制的调节量、手动干预调节量,依次按逆轧制方向对其前面的各机架速度作增减,实现级联控制。
速度级联控制是连轧生产线电气控制思想的精华,它充分体现了钢材连轧生产的特点。
2.2 轧线速度设定自适应
存储在轧制表中的初始设定参数,如辊径、速比、计算速度等存在误差,这样就不能完全适应各轧机件的速度级联关系。
而在轧制过程中,这些误差会通过微张力控制、活套控制以速度修正的形式作用于相应的机架上来形成真实的速度级联关系。
速度设定自适应就是根据速度来对相应机架的延伸率进行修正,并根据修正后的延伸率来修正速度的设定值,从而使下一个轧件轧制时,各机架间处于更佳的配合状态,在不断地修正过程中,各机架间将最终处于最佳的配合状态。
2.3 活套高度闭环控制
在带钢连轧生产中,为保证成品质量,避免由于各种原因导致的推钢、拉钢,在机架之间设置了活套装置,而活套控制也是连轧机自动控制的关键之一。
活套是由于在机架间存储了多余轧线长度的轧件而引起的,也正是由于这些多余的轧件,起到了对轧件推拉的有效缓冲。
在控制过程中,以活套套量为目标,以速度调节为手段,即可达到控制活套的目的。
具体方法为:当活套套量(对应张力)超过设定值时,就降低上游机架的速度;反之,则升高上游机架的速度,采用PI控制法,即套量差: Lt=Lt-L0
式中Lt为活套套量差;Lt为套量实际值;L0为套量设定值;t为采样时间。
对速度的调节量:
式中
VLt为调节输出值;
KP为比例调节系数;
Ki为积分调节系数;
V0为当前速度值;
LMin为调控制死区套量值;
LMax为调活套上极限套量值。
活套调节量参与速度级联运算,即某机架活套调节量变化,会同时改变其上游的所有机架速度,以保证上游机架调节的快速性。
2.4 微张力控制
中、精轧区立—平、平—立之间的微张力控制由电气控制系统采用转矩记忆法原理实现。
在轧件的轧制过程中利用自动化系统自动检测和分析轧机转矩的变化,根据轧机转矩的变化量从而计算出轧机之间形成的张力。
及时地修正轧机之间的速度关系,就能把轧机间的张
力控制在最佳状态之内。
同时以级联调速的方式按比例调节上游其它机架速度。
微张力控制投入使用之后可以有助于提高中、精轧区轧件断面积的控制精度,从而使精轧区来料料形得到保证。
这一点尤其在轧大规格钢时极其重要(因为活套在甩机架时同时去掉)。
在本自动化系统中,测张是间接法,而微张控制的控制目的是使轧机在无张力矩下轧制。
因而,计算及存储无张力矩是控制中的难点。
无张力矩由轧件头部确定。
当一根钢头部咬入第1架轧机,电动机动态速降恢复后,直到该块钢咬入第2架前这段时间。
对于第1架轧机而言,相当于无前张力的自由轧制,滤波后采样此时的轧制转矩即视为自由轧制转矩。
当该钢咬入第2架时,由于1、2架轧机速度不匹配导致第1架轧机的力矩发生变化,此时通过调节第2架速度使第1架轧机恢复到先前记录的无张力轧制状态。
第1架调整结束后且第2架动态速降恢复后,在轧件咬入第3机架前,第2架处于无张力矩轧制状态,滤波后采样此时第2架轧机转矩并记录,以此类推到后面机架。
调整后的机架间速度级联关系被存储,供下一根钢轧制时使用。
通过这种自适应调整,使过几根钢后,轧制微张力保持在工艺要求的范围(图2)。
微张力参数计算。
若两机架间存在张力偏差,必然有转矩的偏差,根据电机学的有关公式,可以得到张力差:
上式中:
Tn为第n架的张力偏差;
i为变速箱减速比;
D为轧辊直径;
N为第n架的速度;
Ne为第n架的额定速度;
Tn为第n架的采样转矩;
To为第n架的自由轧制转矩;
Kn为张力系数的给定值,由轧制规程给出。
上式中,K根据工艺决定。
3 结语
系统投入后控制效果明显,主要表现在两方面:一是系统调节迅速,一般在换辊后或换规格后轧制1~2支钢,活套高度技能调节到设定高度控制范围内。
二是控制系统稳定性好,活套高度变化在进入稳定正常调节阶段,活套摆臂的范围一般不超过±5°。
为保障系统可靠运行,特别需要注意对角度检测环节和活套机械转动部分的维护。
计量避免联轴器松动打滑等,对正常活套高度控制和带钢质量的影响。
参考文献
[1]轧钢自动控制系统的运行机制.中国冶金,2005,15(11):27~29.
[2]西门子S7-400手册.。