数控铣零件图
- 格式:doc
- 大小:2.25 MB
- 文档页数:7




数控铣削编程7.1 数控铣削(加工中心)编程概述加工中心(Machining Center)是具有刀库,能够自动换刀的镗铣类机床。
加工中心除自动换刀之外与数控铣床基本一致。
一、数控铣床(加工中心)的加工特点加工中心是一种工艺范围较广的数控加工机床,能实现三轴或者三轴以上的联动操纵,进行铣削(平面、轮廓、三维复杂型面)、镗削、钻削与螺纹加工。
加工中心特别适合于箱体类零件与孔系的加工。
加工工艺范围如图所示。
图1 铣削加工图2 钻削加工图3 螺纹加工图4 镗削加工加工中心特别适合单件、中小批量的生产,其加工对象要紧是形状复杂、、工序较多、精度要求高,通常机床难以加工或者需使用多种类型的通用机床、刀具与夹具,经多次装夹与调整才能完成加工的零件。
二、数控铣床(加工中心)的编程特点1.数控铣床(加工中心)可用绝对值编程或者增量值(相对坐标)编程,分别用G90/G91指定。
2.手工编程只能用于简单编程,对复杂的编程广泛使用CAM自动编程。
三、数控铣床(加工中心)的选择加工中心分立式、卧式与复合;三轴或者多轴。
最常见的是三轴立式加工中心。
立式加工中心的主轴垂直于工作台,要紧适用于加工板材类、壳体类零件,形状复杂的平面或者立体零件、与模具的内、外型腔等,应用范围广泛。
卧式加工中心的主轴轴线与工作台台面平行,它的工作台大多为由伺服电动机操纵的数控回转台,在工件一次装夹中,通过工作台旋转可实现多个加工面的加工,适用于加工箱体、泵体、壳体等零件加工。
复合加工中心要紧是指在一台加工中心上有立、卧两个主轴或者主轴可90°改变角度,因而可在工件一次装夹中实现五个面的加工。
四、数控铣床(加工中心)刀具加工中心对刀具的基本要求是:✓良好的切削性能能承受高速切削与强力切削同时性能稳固;✓较高的精度刀具的精度指刀具的形状精度与刀具与装卡装置的位置精度;✓配备完善的工具系统满足多刀连续加工的要求。
加工中心的刀具要紧有:立铣刀、面铣刀、球头刀、环形刀(牛鼻刀)、钻头、镗刀等。

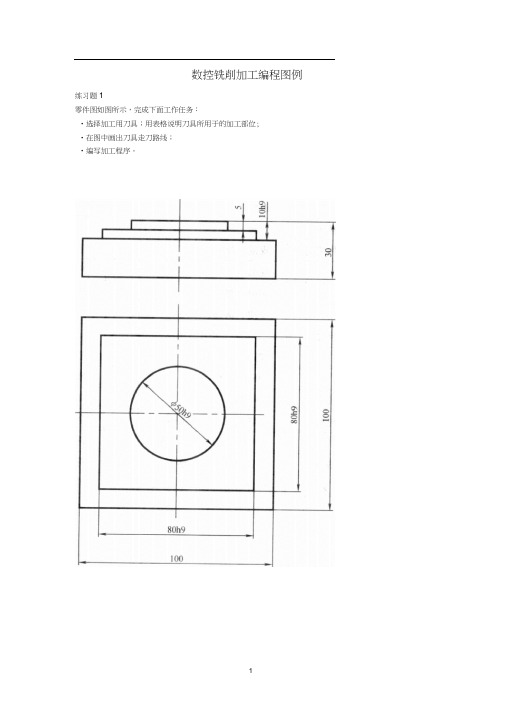
数控铣削加工编程图例练习题1零件图如图所示,完成下面工作任务:•选择加工用刀具;用表格说明刀具所用于的加工部位;•在图中画出刀具走刀路线;•编写加工程序。
练习题2零件图如图所示,编写加工程序。
•粗加工用φ 30平底铳刀,刀具长度130mm,留Imm精加工余量; •精加工用φ 10平底铳刀,刀具长度110mm技术要求未注尺寸公差按照ITl2加工和检验匚练习题3如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序⅛⅛ I 80x i 50∣45mJ W列45*i练习题4如图所示,完成下面任务: •对零件加工进行工艺设计 •编写零件加工程序13*±L ¢5「LS占十Wl练习题5如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序20⅛a 140x100x46mm练习题6如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序A-A编写零件加工程序«0+0.03 2×^10H8其余穿80 -0()s -≡^ 0.03」册一25 _ IKa材料:45钢92h9 IOOP l ( -30 902 P 0) P l { -y. 549. -29. 379) 巴(25,3 K. 153)P t (25 J 8. 153) P S ( -9.549,29,379)技术姿求未注尺寸公劳按照n ∣2加丄和检验编写零件加工程序月F16q s=0_。
数控基础导论解兆宏教学内容:数控基础知识教材版本:北京航空航天大学《制造实习》教学方法:课堂讲授、学生编程练习教学时间:讲授100分钟、练习60分钟教具:外圆车刀、切断车刀、立铣刀各1把师范讲解挂图2张教学目的:了解数控的基本知识掌握手工编程的技能引言:点名书P231至306 实习报告P29、30、35简介数控组指导老师、机床、实习场地、教室一.教程第一天上午 1。
数控基础 2。
编程(学生车铣各编一图)下午讲机床的结构和操作第二天讲CAXA软件《平面作图》(学生画一个数铣图案;画一个数车图案)第三天讲CAXA 《曲面、立体造型》二.评分按上级规定:每个同学两个分数技能:1.手编 2。
零件设计制作 3。
曲面造型表现:1.纪律 2。
安全 3。
考勤 4。
实习态度 5。
实习报告三. 注意事项1.按规定穿工作服,女生戴帽子。
2.同学一定不要迟到、早退。
3.按时交作业。
4.每个实习环节都要有竞争意识和创新意识讲课摘要概述什么叫数控机床?即是采用数字信息技术控制的机床,是灵性极强的,高效的自动化机床。
1946年2月美国发明计算机;49年开始研制数控机床;52年世界第一台三坐标数控铣诞生,到74年数控机床经历五代,数控技术臻于成熟,迅速普及。
后来又在质量上、功能上得到不断发展,(例如加工中心、柔性制造系统FMS、计算机集成系统CIMS)。
加工中心---在一台数控机床上可进行多工序加工,并能自换刀、零件自动装卸、切硝自动清除。
柔性制造系统的作用:多工位数控加工自动输送和储存自动检测自动化管理目前使用的三台新数控铣床型号是XK6325B/6,其中X代表铣床,K代表数控,机床所控制的轴数为3,系统是KND100。
旧数控铣床型号是J320---1, 系统是FANUC---3M。
都是三坐标控制,可三坐标联动。
XK6325B/6数控摇臂铣床共有六个部分组成:床身部分、铣头和变速部分、工作台部分、横进给部分、升降台部分、冷却,润滑及电气部分。