PLC可编程控制器多轴运动控制器-军创
- 格式:pdf
- 大小:3.95 MB
- 文档页数:10
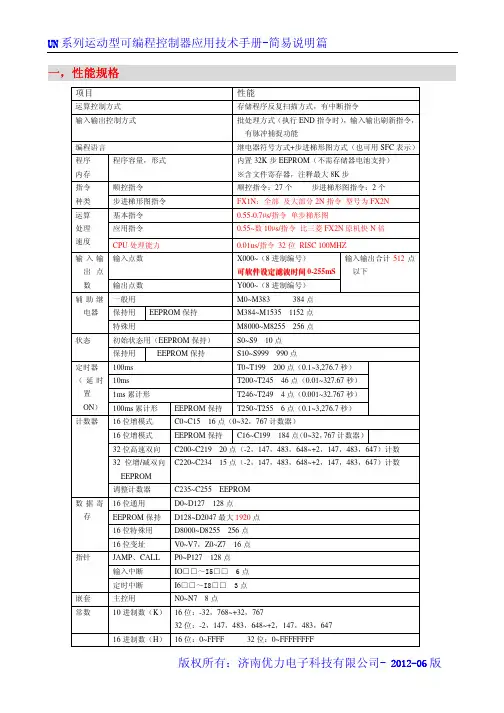
一,性能规格项目性能运算控制方式 存储程序反复扫描方式,有中断指令输入输出控制方式批处理方式(执行END 指令时),输入输出刷新指令,有脉冲捕捉功能编程语言 继电器符号方式+步进梯形图方式(也可用SFC 表示) 程序 内存 程序容量,形式内置32K 步EEPROM (不需存储器电池支持) ※含文件寄存器,注释最大8K 步顺控指令 顺控指令:27个 步进梯形图指令:2个 指令 种类 步进梯形图指令 FX1N :全部 及大部分2N 指令 型号为FX2N 基本指令 0.55-0.7µs/指令 单步梯形图应用指令 0.55~数10µs/指令 比三菱FX2N 原机快N 倍 运算 处理 速度 CPU 处理能力 0.01us/指令 32位 RISC 100MHZ 输入点数 X000~(8进制编号) 可软件设定滤波时间0-255mS 输入输出点数 输出点数 Y000~(8进制编号) 输入输出合计512点以下一般用 M0~M383 384点 保持用 EEPROM 保持M384~M1535 1152点 辅助继电器特殊用M8000~M8255 256点 初始状态用(EEPROM 保持) S0~S9 10点 状态保持用EEPROM 保持 S10~S999 990点100ms T0~T199 200点(0.1~3,276.7秒) 10ms T200~T245 46点(0.01~327.67秒) 1ms 累计形 T246~T249 4点(0.001~32.767秒) 定时器 (延时置ON ) 100ms 累计形 EEPROM 保持 T250~T255 6点(0.1~3,276.7秒)16位增模式 C0~C15 16点(0~32,767计数器) 16位增模式 EEPROM 保持C16~C199 184点(0~32,767计数器)32位高速双向 C200~C219 20点(-2,147,483,648~+2,147,483,647)计数32位增/减双向 EEPROM C220~C234 15点(-2,147,483,648~+2,147,483,647)计数计数器调整计数器C235~C255 EEPROM 16位通用 D0~D127 128点 EEPROM 保持 D128~D2047最大1920点 16位特殊用 D8000~D8255 256点 数据寄存16位变址V0~V7,Z0~Z7 16点 JAMP 、CALL P0~P127 128点 输入中断 IO □□~I5□□ 6点 指针定时中断I6□□~I8□□ 3点 嵌套 主控用N0~N7 8点常数10进制数(K ) 16位:-32,768~+32,76732位:-2,147,483,648~+2,147,483,64716进制数(H ) 16位:0~FFFF 32位:0~FFFFFFFF二,UN 系列全新运动型可编程控制器[PLC]高速输入输出说明 1,高速输入/硬件计数器输入/外部中断输入说明外部中断号 中断编号 端 口号 高速计数器 上升沿 下降沿 中断控制ON 时禁止备注X0 C235 10K C251-A 10K I001 I000 M8050 X1 C236 10K C251-B 10K I101 I100 M8051 X2 C237 200K I201 I200 M8052 X3 C238 200K I301 I300 M8053 X4 C239 10K I401 I400 M8054 X5 C240 10K I501 I500 M8055 X6 C252-A 10K X7 C252-B 10K 支持SPDHSCS HSCR 指令X10 C253-A 200K X11 C253-B 200K M8198 4倍频 X12 C254-A 200K X13C254-B 200KM8199 4倍频2,高速脉冲输出/肪宽调制输出说明高速脉冲输出端口号 对应 脉冲数 输出中 停止脉宽调制输出备注 Y0 脉冲输出1 D8140 M8147 M8145 PWM1 Y1 脉冲输出2 D8142 M8148 M8146 PWM2 Y2 脉冲输出3 D8150 M8149 M8144 PWM3 Y3脉冲输出4 D8152 M8150M8143 PWM4M8197 ON0.1mS M8197 OFF1mS总频率不超过400K , 单轴最高可200KD8145 :定位指令的基底速度 D8146 :最高速度,默认 100Khz D8148 :加减速时间,默认 100ms全部全部支持支持支持::PLSY ,PLSV ,PLSR ,PWM ,DRVI ,DRV A ,ZRN 指令 注:PLSY 运行中可改变频率注:X0+X1+X2+X3+X4+X5+X6+X7+Y0+Y1+Y2+Y3总频率不应该超过400K3,定时中断说明中断输入编号 中断周期(ms )中断禁止标志位 ON 时禁止 I 6□□ M8056 I7□□ M8057 I8□□在指针名的□□中,输入10-99的整数。
基于三菱FX5U系列PLC的工作台运动控制系统设计
程院莲;周华
【期刊名称】《机电工程技术》
【年(卷),期】2017(046)004
【摘要】基于工作台运动控制系统,探讨三菱FX5U系列PLC控制伺服电机的应用设计.给出了该控制系统的构成与电路设计,着重分析了系统关键技术,对FX5U产品的应用推广以及教学研究起到借鉴作用.
【总页数】5页(P18-22)
【作者】程院莲;周华
【作者单位】广州番禺职业技术学院机电工程学院,广东广州 511483;广州番禺职业技术学院机电工程学院,广东广州 511483
【正文语种】中文
【中图分类】TP273
【相关文献】
1.基于三菱PLC码垛生产线运动控制系统设计 [J], 蔡明学;
2.三菱Q系列PLC和运动控制器在连轴压模设备上的应用 [J], 唐志文;
3.三菱Q系列PLC在平面二维运动控制装置中的应用 [J], 刘涵茜
4.基于三菱FX3U系列PLC的伺服控制系统设计 [J], 廖广益;崔静
5.基于三菱FX3U系列PLC的盾构电气控制系统设计 [J], 张潮;郭京波;陈晓阳;张海东;周庆祥;陈建忠
因版权原因,仅展示原文概要,查看原文内容请购买。
用户手册(0.4版)版权申明乐创自动化技术有限公司保留所有权利乐创自动化技术有限公司(以下简称乐创自动化公司)保留在不事先通知的情况下,修改本手册中的产品和产品规格等文件的权利。
乐创自动化公司不承担由于使用本手册或本产品不当,所造成直接的、间接的、附带的或相应产生的损失或责任。
乐创自动化公司具有本产品及其软件的专利权、版权和其它知识产权。
未经授权,不得直接或间接地复制、制造、加工、使用本产品及其相关部分。
前言感谢购买MPC2812E 运动控制器!MPC2812E 是从本公司研制的一款高性能通用控制器。
本手册介绍了关于MPC2812E 的规格、使用方法,使用前请充分理解MPC2812E 的使用功能。
安全警告注意以下警告,以免伤害操作人员及其他人员,防止机器损坏。
◆下面的“危险”和“警告”符号是按照其事故危险的程度来标出的。
◆下列符号指示哪些是禁止的,或哪些是必须遵守的。
常规安全概要请查看下列安全防范措施以避免受伤害并防止对本产品或任何与其相指示一个潜在的危险情况,如果不避免,将导致死亡或严重伤害。
危险指示一个潜在的危险情况,如果不避免,将导致轻度或中度伤害,或物质损坏。
这个符号表示禁止操作。
这个符号表示须注意的操作。
警告连接的产品造成损伤。
为避免潜在的危险,请仅按详细说明来使用本产品。
使用正确的电源线。
请使用满足国家标准的电源线。
正确地连接和断开。
先将控制卡输出连接至转接板,再将电机、驱动器连接到转接板,最后开启电源。
断开时先关闭外部电源,再断开电机、驱动器与转接板的连接,最后断开控制卡与转接板的连接。
当有可疑的故障时不要进行操作。
如果您怀疑本产品有损伤,请让有资格的服务人员进行检查。
不要在的湿的/潮湿环境下操作。
不要在爆炸性的空气中操作。
保持产品表面清洁和干燥。
防止静电损伤。
静电释放(ESD)可能会对运动控制器及其附件中的元件造成损伤。
为了防止ESD,请小心处理控制器元件,不要触摸控制器上元器件。
第十六届山东省职业院校技能大赛高职组“机器人系统集成应用技术”赛项规程一、赛项名称赛项名称:机器人系统集成应用技术赛项组别:高职组(教师赛)赛项归属产业:装备制造大类二、竞赛目的本赛项对接工业机器人系统集成新技术发展需求,针对高等职业院校装备制造类专业人才培养目标,融入P1C控制技术、虚拟调试技术、机器视觉技术、工业网络技术、工业机器人现场编程和离线编程技术、MES技术、人工智能技术等工业机器人系统集成技术。
通过竞赛,一方面培养老师机器人系统集成应用综合实践技能,更好的实现以赛促教、以赛促学,岗课赛融通,提高智能制造领域技术技能人才培养质量,同时检验和展示高职院校工业机器人技术等专业教学改革成果;另一方面引领和促进高职院校专业教学改革,实现校企合作、产教融合,促进产业新技术转化为竞赛设备和竞赛资源,实施“岗、课、赛、证”融通,开展课程和教学资源建设,提升职业教育影响力,激发和调动行业、企业关注和参与专业教学改革的主动性和积极性,提升高职院校复合型技术技能人才培养水平,为山东省“机器换人''培养大量的工业机器人技术应用领域高素质技术技能人才,服务山东省制造强省战略。
三、竞赛内容本赛项主要覆盖工业机器人本体制造、系统集成和生产应用类企业中的工业机器人操作编程、安装调试、系统集成和运行维护等岗位,主要考察选手的工业机器人、可编程序控制器、数控系统、机器视觉等智能装备的操作编程能力,以机器人为主要作业单元的系统集成能力,以及虚拟调试软件、MES系统的应用能力。
本赛项采用团体比赛方式,每支队2名选手在5小时内,以现场操作的方式,根据赛场提供的有关资料和赛项任务书,完成任务书要求的内容。
具体的竞赛内容和成绩占比如下:(一)机器人系统方案设计和仿真调试(40%)1系统方案设计和仿真调试(30%)(D系统方案设计。
根据竞赛任务,设计工业机器人及周边设备整体方案。
(2)系统仿真搭建.根据整体方案,在虚拟仿真系统中搭建由工业机器人、数控、工具、仓储、分拣、检测等组成的机器人集成应用系统。
基于PLCopen的数控机械控制器分析摘要:文章简单说明了基于PLCopen的数控机械控制器的总体设计思路,并从基于PLCopen的数控机械控制器设计关键点、Visual C++环境下PLCopen运动控制的实现、PLCopen运动控制库的设计与实现、典型数控机械的实现这几方面入手,着重阐述了基于PLCopen的数控机械控制器设计方案与实现要点,以期为相关工作人员展开数控机械控制器优化开发项目实践中提供一些借鉴。
关键词:PLCopen;数控机械控制器;运动控制库引言:为提升数控机械控制系统的灵活性、通用性,强化其运行效率以及使用便捷程度,可以应用PLCopen这种新技术理念落实对数控机械控制器的设计,更新开发设计方案。
一、基于PLCopen的数控机械控制器的总体设计思路在开发设计PLCopen运动控制功能块的实践中,可以应用IEC 61141-3内FBD语言完成编程,引入“Look and feel”设计理念,设定其中的主要内容包括输入变量、输出变量、内部运动控制算法、功能块标识等等。
定义各个功能模块,即定义各个以PLCopen运动控制功能块标识的衍生数据,结合具体运动控制功能,完成对输入变量以及输出变量的确定。
对于PLCopen运动控制功能块而言,运动控制算法为该功能块的功能核心,一般情况下,该部门普遍针对用户进行隐蔽,落实了封装,而在实际的使用期间,用户可以单纯结合自己的控制需求选取相对应的功能模块,结合对应输出与输入量的计算,即可实现所需功能。
切实参考基本数据类型、类属数据库类型、导出数据库类型完成对PLCopen运动控制库类型的确定。
在进行PLCopen运动控制库的开发设计期间,需要重点把握的数据主要有以下几种,即:运动控制相关数据、轴与轴组相关数据、运动参数相关数据。
其中,对于轴与轴组相关数据而言,最为常见的类型包括AXIS_RFE以及AXES_GROUP_RFE,保证相应数据类型贯穿于整个设计方案,其他数据类型能够直接或是间接的为该数据提供服务[1]。
光阳plc内部构造
光阳PLC(可编程逻辑控制器)是一种用于工业控制系统的计
算机控制系统,它能够监控输入信号并根据预设的逻辑程序进行输
出控制。
PLC的内部构造一般包括以下几个主要部分:
1. 中央处理器(CPU),光阳PLC的核心部件,负责执行用户
编写的程序,处理输入信号和输出控制指令。
CPU通常集成了微处
理器、存储器和输入/输出接口。
2. 输入/输出模块(I/O模块),用于连接外部传感器、执行
器等设备的接口模块,负责将外部信号转换为数字信号供CPU处理,并将CPU输出的控制指令转换为相应的输出信号。
3. 存储器,包括程序存储器和数据存储器。
程序存储器用于存
储用户编写的逻辑控制程序,而数据存储器则用于存储程序执行过
程中的临时数据和运行状态信息。
4. 通信接口,用于与其他设备进行通信,如人机界面(HMI)、上位机或其他PLC之间的通讯。
5. 电源模块,负责为PLC系统提供稳定的电源供应。
在光阳PLC内部,这些部件相互配合,通过输入/输出模块与外部设备进行连接和通信,CPU执行用户编写的逻辑控制程序,实现对工业生产过程的监控和控制。
同时,PLC还可能包括一些辅助部件和功能模块,如定时器、计数器、模拟量输入输出模块等,以满足不同工业控制需求。
总的来说,光阳PLC的内部构造是一个复杂而高效的系统,它能够通过各种接口和模块实现对工业生产过程的精确控制和监控。
三轴联动PMC-3型运动制器使用说明V1.3 (专业版本说明书). 32位高速性能处理器;. 3轴独立或者联动控制功能;. 高速脉冲输出(100KHZ);. 12路开关量输入(6路低速,6路高速);. 8路大功率输出;. 485通讯接口,232通讯接口;. 两路模拟量输入;. 可外接触摸屏或者文本显示器等人机界面;. 优化的加减速曲线(电机可到3000转以上);. 多路流水线工作,单台控制实现多台控制效果;. 编程简易,指令丰富,操作灵活;联系电话:400-6668651 ************目录一、概要:1.1安全须知二、概述:2.1主要功能2.2系统组成2.3技术指标2.4 外观及尺寸2.5 接口说明三、硬件及接线:3.1 电源接线3.3 脉冲输出接线口3.4 RS485接线3.5 RS232接线3.6 脉冲输出口接线四、编程说明:4.1.程序编辑4.2程序界面说明4.3编程器连接4.4编程软件使用4.5编程指令及说明更多案列,请联系厦门热龙智能科技有限公司索取 :1.与触摸屏和文本显示器的连接案例,请参考《Modbus连接人机界面操作说明》详细讲解modbus协议以及操作使用案例2.PMC应用软件操作方法,请参考视频操作指导。
一、安全须知:.在使用本控制系统前,请您仔细阅读本手册后再进行相关的操作。
仔细阅读本操作说明书,以及用户安全须知,采取必要的安全防护措施。
使用安全: 1.脉冲输出电压为5V,如果接错或串24V电会造成控制器烧坏不能使用.2.输出口输出电流为3A,如果超过电流或电源直接输入会造成输出损坏。
工作环境及防护:1. 控制系统的工作环境温度为0-65℃,当超出此环境温度时系统可能会出现工作不正常甚至死机等现象。
2. 相对湿度应控制在0-85%。
3. 在高温、高湿、腐蚀性气体的环境下工作时,必须采取特殊的防护措施。
4. 防止灰尘、粉尘、金属粉尘等杂物进入控制系统。
5. 应防护好控制系统的液晶屏幕(易碎品):使其远离尖锐物体;防止空中的物体撞到屏幕上;当屏幕有灰尘需要清洁时,应用柔软的纸巾或棉布轻轻擦除。
多轴联动机械手PLC控制设计方案1.1绪论1.2课题背景工业机械手(以下简称机械手)(见图1-1)是近代自动控制领域中出现的一项新技术,已成为现代制造生产系统中的一个重要的组成部分。
机械手的迅速发展是由于它具有积极作用正日益为人们所认识:其一,它能部分地代替人工操作;其二,它能按照生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送和装卸;其三,它能操作必要的机具进行焊接和装配。
因此,它能大大地改善工人的劳动条件,显著地提高劳动生产率,加快实现工业生产机械化和自动化的步伐。
因而,机械手受到各先进工业国家的重视,并投入了大量的人力物力加以研究和应用,尤其在高温、高压、粉尘、噪声以及带有放射性和污染的场合,应用得更为广泛。
该技术在我国近几年来也有较快的发展,并取得一定的成果,受到各工业企业的重视。
但目前使用的机械手的电气控制系统一般采用继电器和开关元件组成的控制系统,不能实现较为复杂的逻辑控制和较多功能控制方式的选择,因而现场使用功能和控制方式单一,不能进行在线管理。
机械手主要由手部和运动机构组成。
手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。
运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。
运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度。
为了抓取空间中任意位置和方位的物体,需有6个自由度。
自由度是机械手设计的关键参数。
自由度越多,机械手的灵活性越大,通用性越广,其结构也越复杂。
一般专用机械手有2~3个自由度。
能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置。
它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
机械手的种类,按驱动方式可分为液压式、气动式、电动式、机械式机械手;按适用范围可分为专用机械手和通用机械手两种;按运动轨迹控制方式可分为点位控制和连续轨迹控制机械手等。

plc改造x62w万能铣床毕业总结5篇篇1一、引言在当今的工业自动化时代,可编程逻辑控制器(PLC)的应用越来越广泛。
本次毕业设计旨在通过PLC改造X62W万能铣床,提升设备的自动化水平,提高生产效率。
本文将详细介绍PLC改造X62W万能铣床的设计过程、实施结果以及总结与体会。
二、设计过程1. 需求分析首先,我们对X62W万能铣床进行了全面的需求分析。
该设备主要用于加工各种工件,需要实现高精度、高效率的加工。
通过分析,我们确定了以下关键需求:(1)实现设备的自动化控制,减少人工操作,提高生产效率。
(2)通过PLC控制,实现对设备的精确控制,提高加工精度。
(3)增强设备的安全性能,防止操作过程中的意外情况。
2. 设计方案根据需求分析,我们制定了以下设计方案:(1)选择合适的PLC型号,确保其能够满足设备的控制需求。
(2)设计PLC控制电路,实现设备的自动化控制。
(3)编写PLC控制程序,实现对设备的精确控制。
(4)安装安全保护装置,提高设备的安全性能。
3. 实施与调试在设计方案确定后,我们开始了实施与调试工作。
首先,我们选择了合适的PLC型号,并设计了PLC控制电路。
然后,我们编写了PLC控制程序,并通过调试确保其能够正常运行。
最后,我们安装了安全保护装置,提高了设备的安全性能。
在实施与调试过程中,我们遇到了一些问题。
例如,PLC控制电路的接线问题、PLC控制程序的编写问题等。
但是,通过我们的不断努力和调试,这些问题都得到了解决。
三、实施结果经过我们的努力,PLC改造X62W万能铣床已经成功实施并投入使用。
以下是实施结果:1. 设备的自动化水平得到了显著提升,减少了人工操作,提高了生产效率。
2. 通过PLC控制,实现对设备的精确控制,提高了加工精度。
3. 安全保护装置的安装提高了设备的安全性能,防止了操作过程中的意外情况。
四、总结与体会通过本次毕业设计,我们不仅提升了X62W万能铣床的自动化水平,还提高了设备的生产效率和加工精度。
plc双作用气缸控制块全文共四篇示例,供读者参考第一篇示例:PLC双作用气缸控制块是一种常用于工业自动化控制系统中的重要设备,它利用PLC(可编程逻辑控制器)技术来控制双作用气缸的运动,实现自动化生产线的高效运行。
在自动化生产过程中,双作用气缸被广泛应用于各种机械设备中,如输送机、装卸货台、升降台等,起到重要的作用。
而PLC双作用气缸控制块则是用来控制气缸的启动、停止、速度和方向等参数,从而实现对气缸的精准控制。
PLC双作用气缸控制块通常包括PLC控制器、驱动器、传感器、气源处理单元、执行器等多个部件组成。
PLC控制器是整个系统的核心部件,负责接收输入信号、执行程序、控制输出信号等功能。
驱动器用来控制气缸的运动,传感器用来检测气缸位置和速度,气源处理单元则提供气源给气缸驱动。
执行器则是将电气信号转化为机械运动的装置。
在实际工作中,PLC双作用气缸控制块可以实现多种功能,如单气缸和多气缸的组合、多段连续运动、位置控制、速度控制等。
其工作原理是通过PLC程序的编制,根据不同的要求发送控制信号给驱动器,从而使得气缸按照预先设定的轨迹和速度运动。
这种方式比传统的机械控制方式更加灵活,可以根据需要随时修改控制程序,提高了生产效率和产品质量。
PLC双作用气缸控制块在工业自动化领域有着广泛的应用。
在汽车工厂中,PLC双作用气缸控制块可以用来控制装配线上的机械臂,实现汽车零部件的精准组装;在电子厂中,可以用来控制印刷线上的输送机,确保电子产品的生产质量和效率;在食品加工厂中,可以用来控制灌装线上的升降台,保证食品包装的安全性和卫生标准。
PLC双作用气缸控制块是一种功能强大、灵活性高的自动化控制设备,可以应用于各种工业生产场景中,为生产线的高效运行提供了重要支持。
它不仅可以提高生产效率、降低成本,还可以提高产品质量和安全性,适应了现代工业自动化的发展趋势。
相信随着科技的不断进步,PLC双作用气缸控制块将会得到更广泛的应用和推广,为工业生产带来更大的便利和效益。
PLC与数控机床的关系-PLC PLC与数控机床的关系-PLC摘要:一、PLC和NC的关系PLC用于通用设备的自动控制,称为可编程控制器。
PLC用于数控机床的外围辅助电气的控制,称为可编程序机床控制器。
因此,在很多数控系统中将其称之为PMC (programmable machine tool controller)。
数控系统有两大部分,一是NC、二是PLC,一、PLC和NC的关系PLC用于通用设备的自动控制,称为可编程控制器。
PLC用于数控机床的外围辅助电气的控制,称为可编程序机床控制器。
因此,在很多数控系统中将其称之为PMC (programmable machine tool controller)。
数控系统有两大部分,一是NC、二是PLC,这两者在数控机床所起的作用范围是不相同的。
可以这样来划分NC和PLC的作用范围: 1、实现刀具相对于工件各坐标轴几何运动规律的数字控制。
这个任务是由NC来完成; 2、机床辅助设备的控制是由PLC来完成。
它是在数控机床运行过程中,根据CNC内部标志以及机床的各控制开关、检测元件、运行部件的状态,按照程序设定的控制逻辑对诸如刀库运动、换刀机构、冷却液等的运行进行控制。
在数控机床中这两种控制任务,是密不可分的,它们按照上面的原则进行了分工,同时也按照一定的方式进行连接。
NC和PLC的接口方式遵循国际标准“ISSO 4336-1981(E)机床数字控制-数控装置和数控机床电气设备之间的接口规范”的规定,接口分为四种类型: 1、与驱动命令有关的连接电路; 2、数控装置与测量系统和测量传感器间的连接电路; 3、电源及保护电路; 4、通断信号及代码信号连接电路; 从接口分类的标准来看,第一类、第二类连接电路传送的是数控装置与伺服单元、伺服电机、位置检测以及数据检测装置之间控制信息。
第三类是由数控机床强电电路中的电源控制控制电路构成。
通常由电源变压器、控制变压器、各种断路器、保护开关、继电器、接触器等等构成。
运动控制器与PLC的本质区别,你真的知道吗?什么是运动控制器:运动控制器就是控制电动机的运行方式专用控制器:比如电动机在由行程开关控制交流接触器而实现电动机拖动物体向上运行达到指定位置后又向下运行,或者用时间继电器控制电动机正反转或转一会停一会再转一会再停。
运动控制在机器人和数控机床的领域内的应用要比在专用机器中应用更复杂,因为后者运动形式更简单,通常被称为通用运动控制(GMC)。
运动控制器的特点:(1)硬件组成简单,把运动控制器插入PC总线,连接信号线就可组成系统;(2)可以使用PC机已经具有的丰富软件进行开发;(3)运动控制软件的代码通用性和可移植性较好;(4)可以进行开发工作的工程人员较多,不需要太多培训工作,就可以进行开发。
运动控制器的控制形式:点位运动控制:即仅对终点位置有要求,与运动的中间过程即运动轨迹无关。
相应的运动控制器要求具有快速的定位速度,在运动的加速段和减速段,采用不同的加减速控制策略。
在加速运动时,为了使系统能够快速加速到设定速度,往往进步系统增益和加大加速度,在减速的末段采用s 曲线减速的控制策略。
为了防止系统到位后震动,规划到位后,又会适当减小系统的增益。
所以,点位运动控制器往往具有在线可变控制参数和可变加减速曲线的能力。
连续轨迹运动控制:该控制又称为轮廓控制,主要应用在传统的数控系统、切割系统的运动轮廓控制。
相应的运动控制器要解决的题目是如何使系统在高速运动的情况下,既要保证系统加工的轮廓精度,还要保证刀具沿轮廓运动时的切向速度的恒定。
对小线段加工时,有多段程序预处理功能。
同步运动控制:是指多个轴之间的运动协调控制,可以是多个轴在运动全程中进行同步,也可以是在运动过程中的局部有速度同步,主要应用在需要有电子齿轮箱和电子凸轮功能的系统控制中。
产业上有印染、印刷、造纸、轧钢、同步剪切等行业。
相应的运动控制器的控制算法常采用自适应前馈控制,通过自动调节控制量的幅值和相位,来保证在输进端加一个与干扰幅值相等、相位相反的控制作用,以抑制周期干扰,保证系统的同步控制。