装配工艺规程制定
- 格式:docx
- 大小:22.85 KB
- 文档页数:10
装配工艺规程制定
6.1.1机械装配基本概念6.1.1机械装配基本概念6.1.2机械装配工艺过程6.1.2机械装配工艺过程6.1.3
装配组织形式6.2.1达到装配精度的装配方法6.2.2装配尺寸链6.2.2装配尺寸链6.2.2装配尺寸链
6.2.2装配尺寸链6.2.2装配尺寸链6.2.2装配尺寸链6.2.2装配尺寸链6.2.2装配尺寸链
6.2.2装配尺寸链6.2.2装配尺寸链6.2.2装配尺寸链6.2.2装配尺寸链6.2.2装配尺寸链
6.3.1装配工艺规程制定原则6.3.2制定装配工艺规程步骤6.3.3装配系统图6.4.1自动装配概述6
.4.1自动装配概述6.4.1自动装配概述6.4.1自动装配概述6.4.1自动装配概述6.4.2零件自
动送进系统6.4.2零件自动送进系统6.4.2零件自动送进系统6.4.3装配作业自动化6.4.3装配作业自
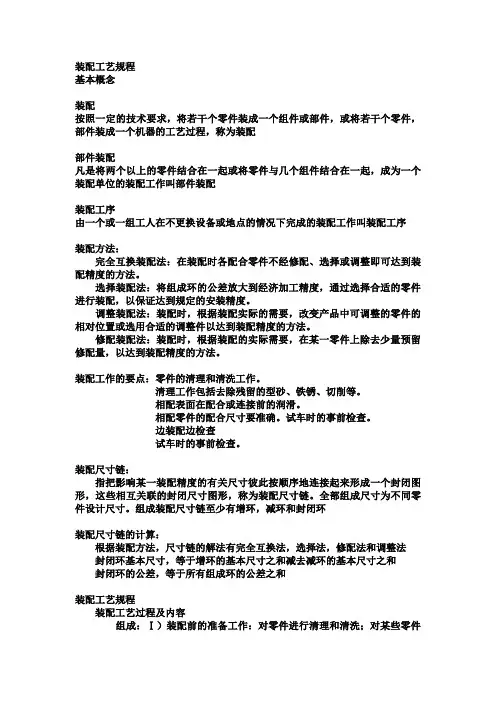
动化6.4.3装配作业自动化6.4.3装配作业自动化图6-16机器人装配工作单元检测机器人VIM控制器圆
工作台侧视摄像机顶视摄像机检测工作台被检测产品中央控制器PAM控制器装配工作台手爪合格品中间库不合格品中间
库零件上料台SCARA机器人零件送进系统组成图6-17零件送进装置组成示例
选择器进给轨道装配头工件托架料斗分配器料斗零件送进器选择/取向器送进轨道擒纵机构与分配装置图6-
18选择器与取向器示意图a)b)图6-19擒纵机构与分配装置示例自动装配作业的基本形式图6-20机器
装配的基本作业形式a)轴孔件间隙配合b)挡销轴件装入扭转c)多个轴销装入d)装侧销e)螺钉的装入f)轴孔件过盈配合i
)安放临时支承j)拆除临时支承k)卷褶联接薄板g)轴销拔出h)零件翻转l)熔焊或锡焊连接轴孔类零件自动装配关键如何 保证轴孔配合c)基件中心运动轨迹a)机构示意图b)振动原理图图6-21轴孔配合自寻中心装入机构1—电磁铁2—支架
3—压杆4—弹簧5—推杆6—套7—装配零件(轴)8—料道9—擒纵器10—装配基件11—夹紧机
构12—挡铁13—夹具14、15—X、Y坐标滑板16——衔铁螺纹联接件的自动装配图6-22自动拧紧螺
钉装置1—料管口2—隔料器3—导管4—直导管a)b)
c)图6-23螺钉拧入的过程图6-24连杆螺母自动拧紧工作原理1—推料杆;2—输料槽;3—卡簧;4
—钢球;5—主轴;6—连杆盖;7—连杆体;8—连杆螺栓;9、10——螺母当连杆盖6合装在连杆体上,并从上面装入螺栓8后
,从输料槽2送来的螺母,由推料杆1送入主轴5的内六角孔中,并用卡簧3及钢球4档住螺母。然后主轴5边旋转边上升,将螺母逐个拧在螺栓8
上。装配工艺规程制定第6章机器装配本章要点装配方法装配尺寸链自动装配第6章机器装配MachineAssem
bling6.1机械装配概述IntroductiontoMachineAssembling机械制造技术基础机
器装配机械装配是按规定的精度和技术要求,将构成机器的零件结合成组件、部件和产品的过程。装配是机器制造中的后期工作,是决定产品质量
的关键环节。机器装配基本作业机器装配精度清洗连接校正、调整与配作平衡验收、试验相互位置精度相互运动精度相
互配合精度机器装配精度分析回转台床鞍升降台αPα0αTαRαS图6-1卧式万能铣床工作台面对升降台垂直
移动的垂直度要求千分表直角尺工作台移动方向影响装配精度的因素零件的加工精度(与多个零件精度有关,图6-1)装配方
法与装配技术零件间的接触质量力、热、内应力引起的零件变形旋转零件的不平衡装配工艺系统图为了便于装配,通
常将机器分成若干个独立的装配单元。图装配单元通常可划分为五个等级,即零件、套件、组件、部件和机器(图6-2)基准零件机器零
件零件零件零件零件部件部件组件套件零件图6-2机器装配系统示意图套件与组件示例图6-3套件和组件
示例a)套件b
)组件生产规模装配方法与组织形式自动化程度特点单件生产手工(使用简单工具)装配,无专用和固定工作台位手
工生产率低,装配质量很大程度上取决于装配工人的技术水平和责任心成批生产装配工作台位固定,备有装配夹具、模具和各种工具,可分部
件装配和总装配,也可组成装配对象固定而装配工人流动的流水线手工为主,部分使用工具和夹具有一定生产率,能满足装配质量要求,需用
设备不多;工作台位之间一般不用机械化输送成批生产轻型产品每个工人只完成一部分工作,装配对象用人工依次移动(可带随行夹具),装
备按装配顺序布置人工流水线生产率较高,对工人技术水平要求相对较低,装备费用不高;装配工艺相似的多品种流水线可采用自由节拍移动
成批或大批生产一种或几种相似装配对象专用流水线,有周期性间歇移动和连续移动两种方式机械化传输生产率高,节奏性强,待装零、部件
不能脱节,装备费用较高大批大量生产半自动或全自动装配线,半自动装配线部分上下料和装配工作采用人工方法半自动、全自动装配生产
率高,质量稳定,产品变动灵活性差,装备费用昂贵表6-1装配组织形式的选择与比较第6章机器装配MachineAsse
mbling6.2装配方法与装配尺寸链AssemblingMethodsandAssemblingDimensio
nalChain机械制造技术基础装配方法工艺特点适用 范围表6-2常用装配方法及其适用范围完全互换法①配合件公差之和小于/等于规定装配公差;②装配操作简单;便于组织
流水作业和维修工作大批量生产中零件数较少、零件可用加工经济精度制造者,或零件数较多但装配精度要求不高者大数互换法①配合件
公差平方和的平方根小于/等于规定的装配公差;②装配操作简单,便于流水作业;③会出现极少数超差件大批量生产中零件数略多、装配精度
有一定要求,零件加工公差较完全互换法可适当放宽;完全互换法适用产品的其它一些部件装配分组选配法①零件按尺寸分组,将对应尺寸
组零件装配在一起;②零件误差较完全互换法可以大数倍适用于大批量生产中零件数少、装配精度要求较高又不便采用其它调整装置的场合修配
法预留修配量的零件,在装配过程中通过手工修配或机械加工,达到装配精度用于单件小批生产中装配精度要求高的场合调节法装配
过程中调整零件之间的相互位置,或选用尺寸分级的调整件,以保证装配精度动调整法多用于对装配间隙要求较高并可以设置调整机构的场合;静
调整法多用于大批量生产中零件数较多、装配精度要求较高的场合装配尺寸链的建立装配尺寸链组成的最短路线(最少环数)原则确定
封闭环:通常装配尺寸链封闭环就是装配精度要求装配尺寸链查找方法:取封闭环两端的零件为起点,沿装配精度要求的位置方向,以装配基准
面为联系线索,分别查明装配关系中影响装配精度要求的那些有关零件,直至找到同一基准零件或同一基准表面为止。所有零件上连接两个装配基准
面间的位置尺寸和位置关系,便是装配尺寸链的组成环组成装配尺寸链时,应使每个有关零件只有一个尺寸列人装配尺寸链。相应地,应将直接连
接两个装配基准面间的那个位置尺寸或位置关系标注在零件图上又称一件一环原则装配尺寸链的完全互换法采用极值算法计算装配尺寸链
封闭环公差的分配1)当组成环是标准尺寸时(如轴承宽度,挡圈的厚度等),其公差大小和分布位置为确定值2)某一组成环是不同装配尺寸
链公共环时,其公差大小和位置根据对其精度要求最严的那个尺寸链确定3)在确定各待定组成环公差大小时,可根据具体情况选用不同的公差分
配方法,如等公差法,等精度法或按实际加工可能性分配法等4)各组成环公差带位置按入体原则标注,但要保留一环作“协调环”,协调环公差
带的位置由装配尺寸链确定。协调环通常选易于制造并可用通用量具测量的尺寸【解】图示齿轮部件,
齿轮空套在轴上,要求齿轮与挡圈的轴向间隙为0.1~0.35。已知各零件有关的基本尺寸为:A1=30,A2=5,
A3=43,(标准件),A5=5。用完全互换法装配,试确定各组成环的偏差。【例6
-1】A2A3A1A5A4A0图6-4齿轮与轴部件装配1)建立装配尺寸链(图6-4)2)确定各组成环的
公差:按等公差法计算,各组成环公差为:T1=T2=T3=T4=T5=(0.35-0.1)/5=0
.05考虑加工难易程度,进行适当调整(A4公差不变),得到:T4=0.05,T1=0.06,T3
=0.1,T2=T5=0.02,,3)确定各组成环的偏差:取A5为协调环。A4为标准尺寸,公差带位置确定:,
,除协调环以外各组成环公差按入体标注:计算协调环偏差:由式(5-23),得到:EI5=-0.12,ES5=
-0.1最后可确定:A2A3A1A5A4A0图6-4齿轮与轴部件装配装配尺寸链的大数互换法采用概率
算法计算装配尺寸链封闭环公差分配原则同完全互换法同例6-1,用大数互换法计算【例6-2】【解】取k=1.4,将T1、
T2、T4、T5及T0值代入,可求出:T3=0.135于是有:除协调环外各组成环公差入体标注:A2A3A1
A5A4A0图6-5齿轮与轴部件装配尺寸链A4为标准尺寸,公差确定:T4=0.05A1、A2、A5公差
取经济公差:T1=0.1,T2=T5=0.025◆确定各组成环的公差◆确定各组成环的偏差取A5为协调环。
A4为标准尺寸,公差带位置确定:计算协调环的偏差:由式(6-15),得到:A5M=4.93由式(6-12),有:活塞与
活塞销在冷态装配时,要求有0.0025~0.0075的过盈量。若活塞销孔与活塞销直径的基本尺寸为28,加工经济公差为0.01。现采
用分组选配法进行装配,试确定活塞销孔与活塞销直径分组数目和分组尺寸。装配尺寸链的分组选配法将组成环公差按完全互换法求得后,放
大若干倍,使之达到经济公差的数值。然后,按此数值加工零件,再将加工所得的零件按尺寸大小分成若干组(分组数与公差放大倍数相等)。最后
,将对应组的零件装配起来。【例6-3】图6-6活塞与活塞销组件图【解】1)建立装配尺寸链如图6-7所示。3
)确定各尺寸:若活塞销直径尺寸定为:,将其分为4组,解图6-46所示尺寸链,可求得活塞销孔与之对
应的分组尺寸如下:A1(活塞销直径)A2(销孔直径)A0图6-7活塞销与活塞销孔装配尺寸链组号
123
4活塞销直径活塞销孔直径2)确定分组数:平均公差为0.0025,经济公差为0.01,
可确定分组数为4。车床主轴孔轴线与尾座套筒锥孔轴线等高误差要求为0~0.06,且只允许尾座套筒锥孔轴