c型中心孔标准尺寸
- 格式:docx
- 大小:12.56 KB
- 文档页数:1
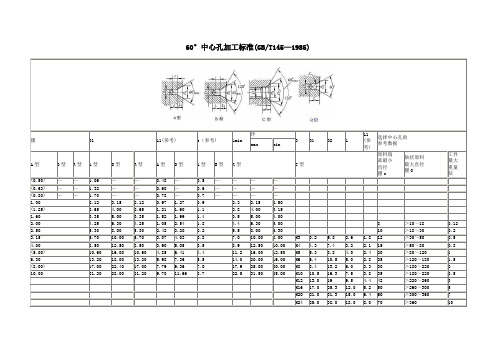
中心孔(GB145-85)mm=10.00的B型中心孔B3.15/10(GB145-85)标记示例:D=3.15,D2. 括号内的尺寸尽量不采用。
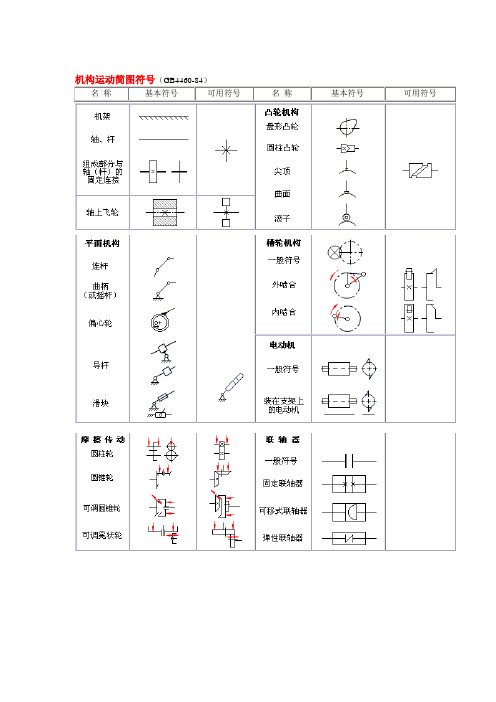
插齿空刀槽(JB/ZQ4239-86) mm刨切越程槽mm滚人字齿轮退刀槽(JB/ZQ4239-86) mm齿轮滚刀外径尺寸(GB6083-85)mm直齿三面刃铣刀尺寸 (GB1117-85)mmT 形 槽 (GB158—84) 参考图注:1.T形槽宽度A的两侧的表面粗糙度按GB1031-83《表面粗糙度参数及其数值》,其中:基准槽为Ra2.5,固定槽为Ra6.3,其余Ra12.5。
2.T形槽间距P的尺寸P的极限偏差参阅GB159-84。
T 形槽(GB158—84)参考图铸件最小壁厚(不小于) mm铸造内圆角(JB/ZQ4255-86)铸造外圆角(JB/ZQ4256-86)铸造过渡斜度(JB/ZQ 4254-86) mm铸造斜度(JB/ZQ4257-86)注:当设计不同壁厚的铸件时,在转折点处的斜角最大还可增大到30°~45°。
一般用途圆锥的锥度与锥角(GB157-89)参考图注:优先选用第一系列,当不能满足需要时选用第二系列。
特殊用途圆锥的锥度与锥角mm注:本表通常只用于表中最后一栏所指示的适用范围。
棱体的角度与斜度系列(GB4096-83)焊缝符号表示法(GB324-88)基本符号辅助和补充符号焊缝尺寸符号焊缝尺寸符号及其标注位置焊缝符号应用举例注:*不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S。
回转面及端面砂轮越程槽的形式及尺寸矩形导轨砂轮越程槽 mm平面砂轮及V形砂轮越程槽 mm燕尾导轨砂轮越程槽mm倒圆、倒角形式及尺寸 mm与直径Φ相应的倒角C、倒圆R的推荐值 mm内角外角分别为倒圆、倒角(45°)的四种装配形式注:1. 内角倒角,外角倒圆时,C max与R1的关系见表“内角倒角,外角倒圆时C max与R1的关系”;2. 按图的形式装配时,内角与外角取值要适当,外角的倒圆或倒角过大会影响零件工作面;内角的倒圆或倒角过小会产生应力集中。

中心孔类型:
中心孔分为A、B、C和R四个型号
A型:当工件在一台机床上加工,加工后去掉中心孔时用。
B型:当零件在几台机床上加工,或中心孔需保留在零件上,或当加工零件毛坯总重量超过5吨时用。
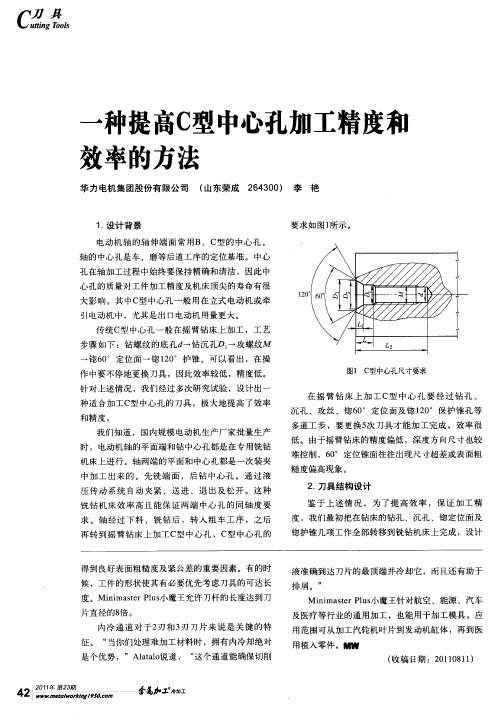
C型:当轴类零件端部需固定零件或考虑热处理需吊挂用。
R型:主要用于轧辊等重要零件上。
中心孔的大小主要根据工件的重量来决定,以A型中心孔为例,当中心孔的直径为2mm时,轴类原料直径为10-18mm,可承受零件毛坯总重量120公斤;中心孔的直径为3mm时,轴的直径为30-50mm,可承受零件毛坯总重量500公斤;当中心孔的直径为5mm时,轴的直径为80-120mm,可承受零件毛坯总重量1000公斤。
注:1. A、B型中心孔的尺寸l取决于中心钻的长度,不应小于t值。
2. 括号内的尺寸尽量不采用。

c型中心孔标准
C型中心孔标准是一种标准化的孔型设计,常用于定位和固定零件。
以下是C型中心孔标准的一些通用规格:
1. 直径(D):C型中心孔标准的直径通常为6mm、10mm、16mm、20mm 等。
2. 深度(L):C型中心孔标准的深度通常为2倍或3倍的直径,即L=2D或L=3D。
3. 角度(α):C型中心孔标准的角度通常为60度。
4. 底部直径(d):C型中心孔标准的底部直径通常为直径的一半,即d=D/2。
5. 极限偏差:C型中心孔标准的极限偏差一般符合ISO标准,如ISO 286-2。
这些规格是一些常见的C型中心孔标准,但实际应用中可能也存在其他定制的规格。
根据具体需要和应用领域,可以参考相关标准或协商制定适合的C型中心孔标准。
GB/T4459.5-1999 机械制图中心孔表示法1 中心孔的型式中心孔通常为标准结构要素,GB/T145-2001规定了R型、A型、B型和C型四种中心孔型式,如图1。
中心孔的一般表示法是用局部剖视图表示结构形状,并一一注出各部分尺寸,如表1。
R型、A型、B型和C型中心孔的有关图样标注尺寸见书中第151页附录A。
R 型 A 型 B 型 C 型(弧型中心孔)(不带护锥中心孔)(带护锥中心孔)(带螺纹中心孔R型C型B型A型图12 中心孔的符号2.1 为了表达在完工的零件上是否保留中心孔的要求,标准规定采用表1中的符号。
中心孔符号的比例和尺寸见书中第151页附录B。
在机械制图中,完工零件上是否保留中心孔的要求通常有三种:a)在完工的零件上要求保留中心孔;B)在完工的零件上可以保留中心孔;c)在完工的零件上不允许保留中心孔。
表12.2 中心孔的符号不一定必须与中心孔的标记同时使用。
例如,图2所示的轴端有一非标准中心孔,该轴完工后要求形状并注出尺寸(图中未注),并用不带标记的符号表示要求在完工零件上保留中心孔。
图23 中心孔的标记3.1 R 型(弧型)、A 型(不带护锥)、B 型(带护锥)中心孔的标记包括:本标准编号;型式(用字母R 、A 或B 表示);导向孔直径D ;锥形孔端面直径D 1。
示例:B 型中心孔,导向孔直径D=2.5mm ,锥型孔端面直径D 1=8mm ,则在图样上标记为:GB/T4459.5-B2.5/83.2 C 型(带螺纹)中心孔的标记包括:本标准编号;型式(用字母C 表示);螺纹代号D (用普通螺纹特征代号M 和公称直径表示);螺纹长度(用字母L 和数值表示);锥形孔端面直径D 2。
示例:C 型中心孔,螺纹代号D=M10,螺纹长度L=30mm ,锥形孔端面直径D 2=16.3mm ,则在图样上标记为:GB/T4459.5-CM10L30/16.3 4 中心孔表示法中心孔表示法可分为规定表示法和简化表示法。
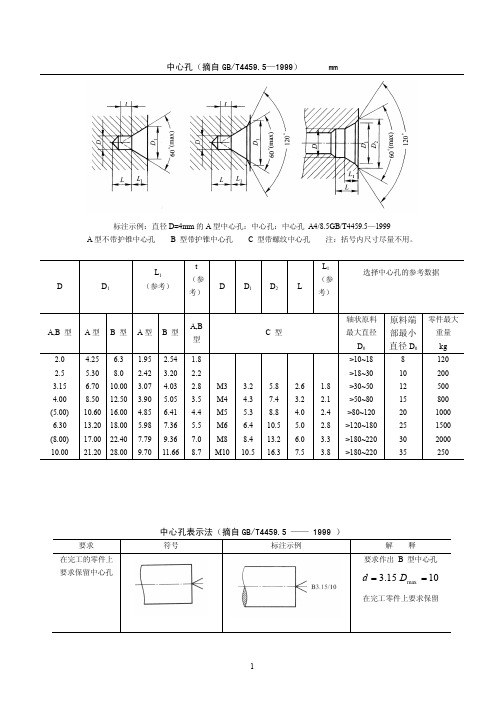
中心孔(摘自GB/T4459.5—1999)mm标注示例:直径D=4mm的A型中心孔:中心孔:中心孔 A4/8.5GB/T4459.5—1999A型不带护锥中心孔 B 型带护锥中心孔 C 型带螺纹中心孔注:括号内尺寸尽量不用。
D D1L1(参考)t(参考)D D1D2LL1(参考)选择中心孔的参考数据A,B 型A型 B 型A型 B 型A,B型C 型轴状原料最大直径D0原料端部最小直径D0零件最大重量kg2.02.53.154.00(5.00)6.30 (8.00) 10.004.255.306.708.5010.613.217.021.26.38.010.012.516.018.022.428.01.952.423.073.904.855.987.799.702.543.204.035.056.417.369.3611.661.82.22.83.54.45.57.08.7M3M4M5M6M8M103.24.35.36.48.410.55.87.48.810.513.216.32.63.24.05.06.07.51.82.12.42.83.33.8>10~18>18~30>30~50>50~80>80~120>120~180>180~220>180~220810121520253035120200500800100015002000250要求符号标注示例解释在完工的零件上要求保留中心孔要求作出 B 型中心孔1015.3max= =Dd在完工零件上要求保留在完工的零件上可以保留中心孔用A型中心孔 d=4,Dmax=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔 d=2,Dmax=4.25在完工的零件上不允许保留标注示例解释同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量1.如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图a)2.中心孔工作表面的粗糙度应在引出线上标出(图 b )标准尺寸(直径、长度和高度等)(摘自GB/T2822—1981)R10R20R10R20R10R20R40R10R20R40R10R20R401.25 1.601.251.401.604.005.004.004.505.0012.512.514.012.513.214.025.022.425.022.423.625.040.040.045.040.042.545.0续表注:1. 选用标准尺寸的顺序为:R10、R20、R402.本标准适用于机械制造业中有互换性或系列化要求的主要尺寸,其它结构尺寸也应尽量采用。
c型中心孔标准尺寸
C型中心孔的标准尺寸通常根据具体应用和所处行业的标准而有所差异。
以下是一般情况下常见的C型中心孔标准尺寸:
1. 直径:C型中心孔的直径通常在1mm至10mm之间。
具体选择的直径取决于所需的应用和工件的要求。
2. 深度:C型中心孔的深度通常在1mm至5mm之间。
深度的选择一般取决于工件的具体形状和使用需求。
3. 角度:C型中心孔的角度通常为60度。
这是一种常见的角度,适用于许多不同的工件。
需要注意的是,以上仅为一般情况下的常见尺寸,实际应用中可能会根据具体要求和行业标准进行调整。
在选择C型中心孔的尺寸时,建议参考相关行业标准、工程规范和机械设计手册等资料,或者咨询专业的机械工程师或设备制造商,以确保选用合适的尺寸。